Q235-A厚板件焊接的工藝性研究
2013-08-02 08:39:50齊重數控裝備股份有限公司黑龍江齊齊哈爾161005劉恩寶
金屬加工(熱加工) 2013年8期
齊重數控裝備股份有限公司 (黑龍江齊齊哈爾 161005) 劉恩寶
1.問題概述
2011年,我公司承擔了為某企業生產12m數控輾環機的焊接任務,該產品由床身、主傳動裝置、徑向軋制機構、測量裝置、主輥、軸向軋制機構、定心機構及托架等部分構成,其中床身長達36m(共分三段),寬近6m,整機重量達到1600多噸,零部件中軸向軋制機構最重,達440多噸;最輕的托架也重達5.5t,所采用的鋼板材質為Q235-A,其中80%以上的板厚在100mm以上,最大板厚達到了250mm,焊接過程中不可避免會產生應力和變形,一旦產生的應力和變形過大,將可能使零件報廢,為公司造成巨大的損失。
我公司在這之前從未焊接過這么大的厚板結構件,沒有現成的經驗可遵循,因此,為了控制焊接應力和變形,焊前需要對焊接工藝做細致的分析研究,制定切實可行的焊接工藝方案,對保證焊接結構的質量,提高生產效率,降低成本,積累經驗意義重大。
2.焊接工藝方案確定
我們知道,不均勻的加熱和冷卻是產生變形的基本原因,在焊接過程中,由于焊接熱循環的特點,使焊件本身受到電弧不均勻的加熱,在焊件上產生不均勻的溫度場,這個不均勻的溫度場使材料產生不均勻的膨脹,從而在焊件中產生應力和變形。對于厚板來說,由于厚板導熱性差,造成上下面溫差大,更加劇了這種情況,同時由于厚板焊接工程量大,難度高,因此必須開坡口焊接,我們以前在焊接生產中一直采用的是火焰切割V形或X形坡口,坡口角度隨著板厚的不同有30°、45°、60°,因此在確定坡口時,首先考慮這三種形式。經過分析,我公司采用的是熔化極富氬氣體保護焊,焊槍噴嘴直徑為25mm,當采用30°或45°單邊V形坡口時,由于坡口太窄,焊槍噴嘴無法深入至坡口根部,如果焊絲伸出太長,又會因氣體保護不好而使焊縫金屬產生不應有的缺陷;如用焊條電弧焊打底,因坡口深,清渣十分困難,生產效率極低而不宜采用;如果采用60°坡口,雖然焊槍噴嘴的問題可以解決,但填充金屬的消耗量太大,既增大了焊工的勞動強度,又降低了工作效率,提高了成本,同時焊接量大必然會造成應力和變形量顯著增大,因此,必須對焊接坡口形式進行改進。經過分析比較,最終決定采用VY形復合坡口形式,如圖1所示。
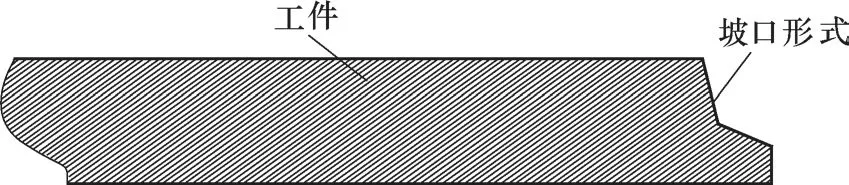
圖1
雖然這種坡口形式不能采用火焰切割,而必須上機床加工,會增加一些成本,但由于減少了焊接工作量及焊接變形量,所以總體還是經濟合算的。圖2是45°、60°V形坡口的焊縫橫截面積與VY形復合坡口的焊縫橫截面積比較(板厚以100mm為例,有效深度均為70mm)。通過圖2計算可知,三種坡口形式的焊縫橫截面積分別為2450mm2、4243mm2、2122mm2(圖中陰影部分),而且由于VY形坡口中,其下層的坡口角度一般是60°,從而可以保證焊槍噴嘴深入坡口底部施焊。綜上分析,VY形坡口的焊接工作量是三種坡口形式中最小的,產生的應力和變形也是最小的,同時最有利于保證焊縫的焊接質量。

圖2
另外,由于裝配焊接順序對焊接應力和變形影響也較大,因此在坡口形式確定以后,還需要對裝配和焊接順序進行合理安排。通過對結構分析,如果采用邊裝邊焊的方式,雖然簡單,但由于初始剛性差,焊接變形很難控制,所以經過分析,決定采用整體裝配后再焊接的方法,這樣的好處是裝配后形成框架,提高了整體的剛性,有助于減少焊接變形量,但困難是裝配后,里面的焊縫就無法焊到。為了解決這一問題,經過慎重分析,在保證結構強度的前提下,決定對筋板上的減重孔的尺寸加以擴大至φ400~φ500mm,保證一個身材略小的人進出(見圖3)在整體裝配后,焊工從上述圓孔進入焊接內焊縫。焊接時,用鼓風機向里面通風并做好絕緣防護工作,以防止中毒和觸電事故的發生。焊接方法是采用熔化極富氬氣體保護焊,保護氣體成分為80%Ar+20%CO2,焊絲牌號為ER49-1,φ1.2mm,焊接電流控制在350A以內,多層多道焊,注意控制焊接熱輸入,當溫度過高時,要暫停焊接,待溫度降至200℃以下時再繼續施焊。焊后消除應力退火并矯正變形。

圖3
3.結語
通過采用上述措施后,焊后成品件一次通過了檢測,重要焊縫進行超聲波探傷,均達到Ⅱ級要求,到機加工序后,完全保證了劃線加工,沒有補焊情況發生,為公司節約了大量的人力物力;同時縮短了生產周期,積累了厚板件的焊接經驗,為今后公司的厚板件焊接生產打下了一個良好的基礎。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
