基于PMAC的數控系統工件坐標系的設定方法分析
2013-07-11 07:43:14劉恒麗王太勇盧志理
制造業自動化 2013年11期
關鍵詞:功能模塊
劉恒麗,王太勇,王 冬,盧志理
(1. 天津大學 機構理論與裝備設計教育部重點實驗室,天津 300072;2. 天津商業大學,天津 300134)
0 引言
數控機床自身的坐標為機床坐標,而在實際加工中,為了編程方便,一般是基于工件本身編寫NC代碼,即工件坐標,這樣就會導致在加工時,機床坐標原點與工件坐標原點出現偏差,不能實現正常加工的現象,因此加工時,首先要建立工件坐標系,程序中的坐標值均以此坐標系為依據[1],使得刀具能夠根據工件坐標系的設定值到達指定位置,進行正常加工,從而保證工件加工質量。
目前,關于建立工件坐標系的研究頗多,原理和方法也類似,但是基于PMAC運動控制卡的工件坐標系建立方法的研究較少,本文針對此問題展開研究,基于自主研發的TDNC-H8數控系統,結合PMAC運動控制卡的功能,開發以G54為代表的工件坐標系設定功能模塊,實現自動對刀,對于提高加工效率和加工質量具有重要的意義。
1 基于PMAC的數控加工程序實現方法
近年來,隨著計算機技術的飛速發展,開放式數控系統應運而生。“PC + 運動控制卡”模式的開放式數控系統,是目前比較流行的一種數控系統開發方式。這種開放系統中,NC 代碼需要通過PC 并行總線傳送給運動控制卡,然后由運動控制卡向驅動器發出運動指令,從而完成數控加工過程[2]。數控加工用NC代碼一般是通過專用軟件生成或由人工編寫,都是以工件本身為加工原點進行編寫。實際加工時,調用系統中儲存的加工程序或者根據需要也可以進行人工即時編寫,以滿足加工需求。
在“PC + 運動控制器”型開放式數控系統中,NC 代碼需要被翻譯成可供PMAC 卡直接執行的目標程序格式[3]。即完成數控代碼功能的識別,并將提取的關鍵字轉換為運動控制器中對應的運動函數中的參數,也就是將所有的命令轉化為PMAC能識別的語言,也稱譯碼,見表1,再去控制相應運動部件執行動作。
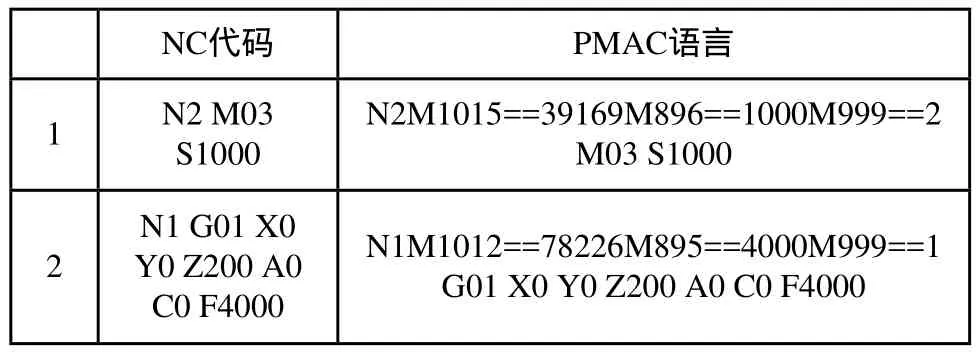
表1 NC代碼與PMAC語言之間的轉換
2 工件坐標系建立的原理與方法
2.1 工件坐標系與機床坐標系的區別與聯系
機床坐標系、工件坐標系是數控加工中的重要概念。機床坐標系為機床上固有的坐標系, 并有其固有的坐標原點, 即機床原點(又稱為機械原點)。它是由機床生產廠家根據機床各軸的行程設定的。工件坐標系是編程時使用的坐標系,又稱為編程坐標,編程時首先根據被加工零件的幾何形狀和尺寸, 在零件圖上設定工件坐標系,使零件圖上的所有幾何元素在坐標系中都有確定的位置,為編程提供軌跡坐標和運動方向。不同工件的工件坐標系原點可能不同,它與機床坐標系間存在一定的偏差,如圖1所示,Xa和Yb分別為橫坐標和縱坐標偏差值。
實際加工中,為了避免更換工件時重新對刀,可以記錄第一次對刀的數值即工件坐標系下的刀具原點與機床坐標系下的刀具原點的差值并建立工件坐標系,更換工件后,勿需人工對刀,節省時間,提高加工效率和加工質量。因此工件坐標系與機床坐標系之間存在著一定的關聯,數值關系隨著加工工件的不同會發生變化,但從邏輯上來說是保持不變的,同時也是工件坐標系建立的方法依據。
2.2 基于PMAC的G54工件坐標系的建立方法
數控加工時, 數控系統是在機床坐標系下控制刀具運動的, 而加工程序及程序中刀具的運動軌跡完全是在工件坐標系中規劃的, 一般情況下都是要求將加工程序輸入給數控系統后, 數控系統能由刀位點在工件坐標系中的坐標換算出它在機床坐標系中的坐標[4]。但對于PMAC運動控制卡而言,其對應的PSET指令功能是重新定義當前軸的位置,因此就需要數控系統能把刀位點在機床坐標系中的坐標換算為在工件坐標系中的坐標。
如圖2所示,假設當前刀位點坐標為(200,200,300),定義當前點為工件加工原點,即工件坐標系原點,其實現過程為:用M1、M2和M3分別代表PMAC運動控制卡固有的存儲當前刀位點坐標值變量,通過程序讀取變量值,此時M1=200,M2=200,M3=300,即機床坐標系與工件坐標系的差值;將其存儲到設定的變量M11、M22和M33中待用。根據PSET指令的功能,設定工件坐標系原點的方法即是將當前軸的坐標設定為0,因此G54指令功能的譯碼部分即是兩個變量之差,也即將當前刀位點在機床坐標系下的坐標轉化為工件坐標系下的坐標。
若更換相同工件時,如果刀位點坐標值發生了改變,如位置Ⅱ,此時M1=300,M2=300,M3=400,通過調用G54及譯碼功能,計算出當前刀位點在工件坐標系中的坐標為(100,100,100),然后加工程序的首行編寫G00 X0 Y0 Z0,系統使得刀具回到工件坐標系的原點待加工,勿需重新對刀,提高加工效率。實質上是直接用偏移值確定了工件坐標系原點與機床參考點的距離。工件坐標系一經建立,它們在機床坐標系中的位置就固定下來了[5]。
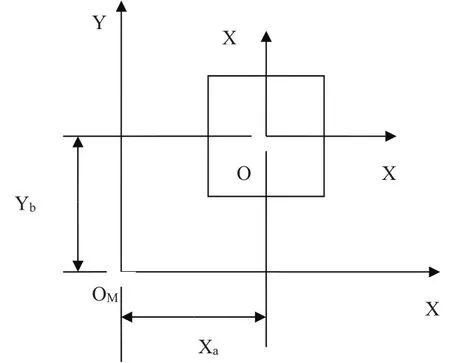
圖1 機床坐標系與工件坐標系的區別與聯系
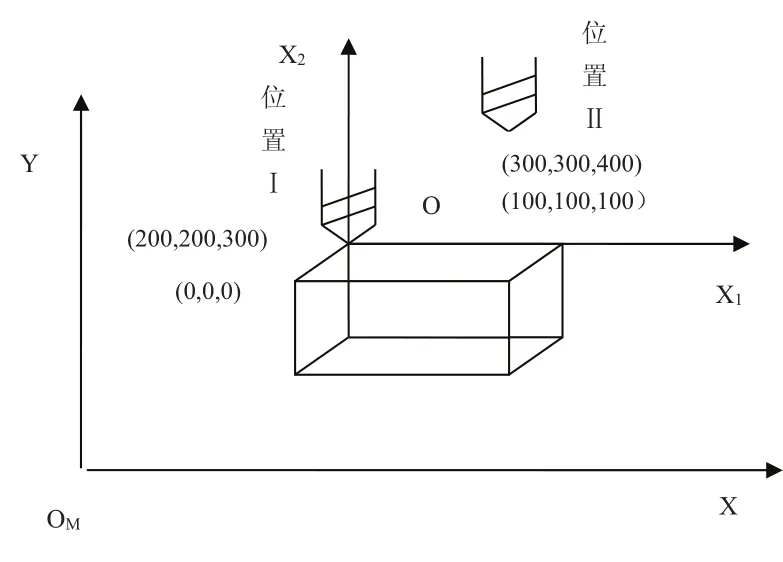
圖2 工件坐標系的建立方法示意圖
3 基于Visual C++的G54功能模塊開發
3.1 G54功能模塊構建
結合Visual C++可視化功能,構建單獨的G54功能模塊,便于人機交互和功能拓展,如圖3所示;且嵌入到開放式數控系統中運行。該模塊包括五個坐標值的編輯和錄入,還有底部的人機交互功能、右側及底部功能鍵。通過右側按鍵,五個坐標值編輯欄可以實現自動捕捉當前刀具位置坐標并進行顯示,將其設定為工件坐標系;此外運用底部的編輯界面,可以人工設定當前工件坐標系的各個坐標值,也可以對自動獲得的坐標進行一定程度的修正;運用底部按鍵可以實現與其他功能模式之間的切換;并且也能實現窗口間的切換,方便使用和查看。
3.2 G54功能的實現過程
首先,啟動機床后,經人工手動對刀至工件坐標系原點。然后從系統中選擇到G54功能模塊,按下“F17測量”按鍵,此時刀具在機床坐標系下的坐標值便自動被捕獲并相應地顯示出來,同時也作為工件坐標系原點坐標被保存。在加工過程中,也可以實時地切換到G54功能模塊進行瀏覽和查看。當加工結束,更換相同工件時,勿需再對刀,數控程序NC代碼中只要正常編寫G54指令,直接運行程序,刀具即能從最初設定的工件坐標系原點開始加工,節省對刀時間,提高加工效率。此外,在加工過程中,如果出現換刀,在G54功能模塊中重新捕捉當前刀具坐標值或者人工輸入坐標值來設定工件坐標系原點,實現重新對刀。

圖3 G54功能模塊
4 結束語
本文通過研究工件坐標系與機床坐標系間的關系,結合PMAC運動控制卡的功能,分析建立工件坐標系的方法,并基于Visual C++開發G54功能模塊,具有良好的通用性和較高的開放性;并且嵌入到數控系統中,在六軸聯動數控加工中心中實現自動對刀功能,提高加工效率和質量。本功能模塊已在相關項目中得到應用,實踐證明該模塊具有很強的可操作性和較高的實用價值。
[1] 李英平,侯萬明,宋玉梅,鄭萬江.基于FUNUC 0iT數控系統工件坐標系的建立與刀具補償[J].工藝與裝備.2008.2:80-82.
[2] 鄭華林,馬建祿,潘盛湖,郭高壘.基于PC 運動控制卡的數控系統NC代碼編譯技術研究[J].機床與液壓.2011.10:94-96.
[3] 賈旭,盧曉紅,王鑫鑫,賈振元.基于PMAC 的微銑床數控系統中G 代碼編譯研究[J].組合機床與自動化加工技術.2012.3:104-107.
[4] 牛祿峰,高秀蘭,王寶.數控機床編程技術及對刀操作中的幾個問題[J]. 機床與液壓.2006.1:49-51.
[5] 陳志群.采用G50 建立工件坐標系的原理及應用分析[J].機床與液壓. 2011.8:124-126.
猜你喜歡
青年時代(2016年31期)2017-01-20 00:08:39
中國廣播(2016年11期)2016-12-26 10:02:01
電子技術與軟件工程(2016年19期)2016-12-19 17:59:12
軟件導刊(2016年9期)2016-11-07 21:35:42
科技視界(2016年11期)2016-05-23 12:04:33
現代經濟信息(2016年7期)2016-05-19 12:36:23
新會計(2016年2期)2016-03-25 20:47:50
電腦知識與技術(2016年2期)2016-03-22 13:27:53
通信電源技術(2016年5期)2016-03-22 01:09:49
石油知識(2016年2期)2016-02-28 16:20:16
