小口徑炮彈銅彈帶自動焊接技術
2013-07-09 02:33:36舒澤勝余海勇
兵器裝備工程學報 2013年3期
關鍵詞:焊縫
舒澤勝,余海勇
(中國兵器工業第五八研究所,四川 綿陽 621000)
目前國內生產小口徑炮彈的軍工企業在裝配銅彈帶時,大多采用在彈體上開鑿齒狀溝槽,將預先制成的銅彈帶套在溝槽內,然后靠緊口壓合機構將銅彈帶和彈體結合在一起。這種傳統的結合成型方式主要有2 種弊端:①是銅彈帶與彈體結合效果不好,在射擊時銅彈帶容易脫落,影響炮彈的射程和精度;②是這種生產方式工序復雜,生產效率較低。故采用氬弧焊自動焊接的方式實現小口徑炮彈銅彈帶的裝配在生產中具有重要的現實意義。
1 焊接工藝的確定
1.1 焊接材料的準備
由于紫銅導熱性好,焊接時熱量可能迅速從加熱區傳導出去,使彈體與銅帶難以融合,因此選取合適的紫銅焊絲尤其重要。S201 紫銅焊絲,國家標準:HSCu;美國焊接協會標準:ERCu;德國標準:SG -CuSn 。產品說明:紫銅焊料一般用于脫氧銅和紫銅的焊接,可適用于MIG 和TIG 共2 種焊接方式。由于具有良好的流動性,是純銅理想的焊接材料,同時,可保證焊點牢固,S201 紫銅焊絲相當AWS RCu 主要成份(%)Cu Rem。特性和用途:機械性能好,抗裂性好。紫銅適合氬弧焊用。
因此銅彈帶材料選擇S201 紫銅焊絲。
1.2 焊接工件的要求
把彈體需要焊接的表面通過去油污清洗干凈,晾干以方便達到焊接要求。
1.3 焊接方式的確定
由于在氬氣保護下熔融狀態的銅不會被氧化,同時氬氣又不與銅發生反應也不溶于銅,形成的銅焊縫質量高,焊縫表面光滑,均勻,無氣孔,無飛濺;這種焊接方式產生的熱量集中,熱影響區很窄,焊接變形和應力小,因而對彈體的戰斗性能影響較小。考慮到彈體的工藝結構與焊接熱影響區大小等因素,決定選擇全自動環焊縫TIG 焊的焊接方式。另外為了更進一步減少焊接產生的熱影響對彈體戰斗性能的影響,在焊接過程中對彈體進行液體循環冷卻。
2 焊接專機的組成及主要指標和功能
2.1 組成
2.1.1 機械本體的組成
主要由床身、氣動三爪夾緊機構、旋轉動力頭(步進電機驅動)、焊槍驅動機構、焊槍水平移動(擺動)機構(步進電機驅動)、冷卻液泵循環系統以及控制器(含手控盒)和一臺氬弧焊焊機等組成。如圖1 所示。
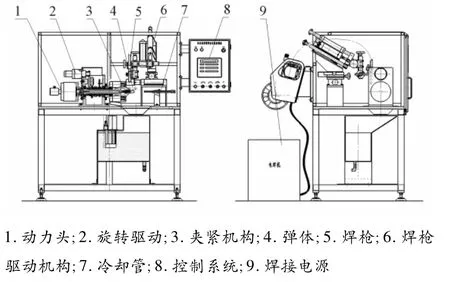
圖1 銅彈帶自動焊接專機
2.1.2 控制系統的組成
主要由控制柜、西門子PLC、觸摸屏、手控盒、伺服電機系統等組成。控制電纜的安裝采用金屬軟管防護飛濺。操作面板如圖2 所示。
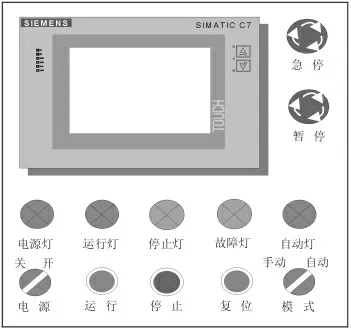
圖2 銅彈帶自動焊接專機面板
2.1.3 氣路系統
采用臺灣AIRTAC 公司氣動元件,采用快換式管接頭,以方便更換氣管和更加合理的布置氣路,以便于維護。
2.2 主要指標和功能
1)人工放置工件后能自動齊邊夾緊、定位和旋轉。
2)焊接彈帶后不允許彈體直徑變形。
3)焊接完全,焊接面積大于95%。
4)彈體熱影響區不大于1 mm。
5)人工將彈頭放置在定位夾緊機構上后,啟動夾緊按鈕。
6)焊接后確保彈帶環環焊縫均勻美觀,無咬邊等焊接缺陷。
7)能人工調整焊槍位置和角度
位置微調整范圍:X 方向為±25 mm,Y 方向為±25 mm,Z 方向為±25 mm。
角度調節范圍:±15° 。
8)在“設定”狀態下,能通過西門子觸摸屏TP170A 5.7″分別檢查和(在正確輸入口令后)設定焊接電源的焊接工藝參數及工件相關尺寸:焊件半徑R 為10 ~50 mm;搭接量為0 ~50 mm;后退量為0 ~10 mm;焊接電流為10 ~300 A;焊接電壓為12 ~35.5 V;焊接速度為100 ~650 mm/分。
9)“手動”狀態下能檢查:焊槍的上升和下降、中心定位夾緊機構的松開和夾緊、工件旋轉。
10)在“自動”狀態下
具有單步和連續鎖弧運行的調試功能。在自動焊接全過程和中途停止且停后能從斷弧處繼續焊接。能實時顯示焊接中的焊接電流和電壓。具有斷弧檢測和自動補焊功能。具有焊絲粘檢測和自動停機功能。
3 焊接熱影響分析
在銅彈帶焊接過程中,技術關鍵點也是難點在于對焊接熱影響區的控制。焊接熔池中的熱量對彈體合金鋼的材質和力學性能會產生嚴重影響,會降低彈體的殺傷力。因此,在焊接過程中應該盡量降低熱影響區域的范圍和效果。
焊接傳熱過程對焊接接頭堆焊層和界面組織將產生重要影響。基體的傳熱過程決定著基體的熔化量,也就決定著Fe 向Cu 中的溶解量;焊接熔池中的傳熱過程,決定著堆敷層金屬的晶體成長形態,決定著Fe -Cu 液相分離現象的發生以及Fe 在堆敷層中的分布形態,因而也就決定著堆敷層的組織、相組成。因此,定量分析焊接傳熱過程具有重要的意義。
由于焊接本身的特點,對焊接過程發生的一些現象進行實驗存在較大困難。而科學的數值模擬方法,為我們定量的描述焊接傳熱過程,深入理解焊接過程中所發生的復雜現象及本質提供了必要而實用的手段。
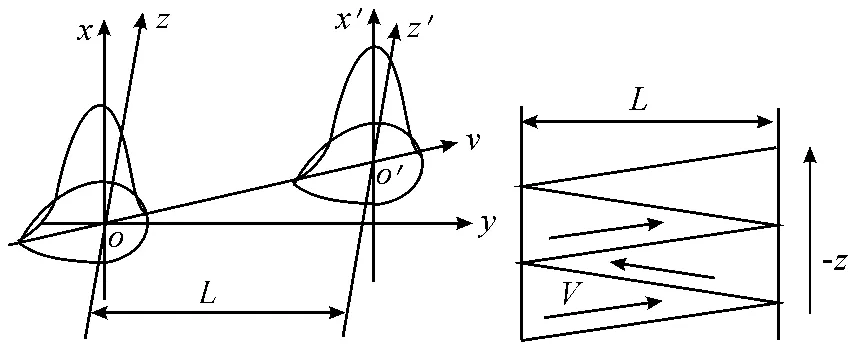
圖3 擺動焊接電弧示意圖
從溫度分布云圖可以看出,與單道焊相比,擺動焊最高溫度較低,這主要是由于擺動焊焊接速度快,但是有兩次出現最高溫度,而且由于熱量積累,冷卻速度比單道焊小。
因此,從分析結果得出如下結論:采用擺動焊接,彈體基體的熱影響區小。
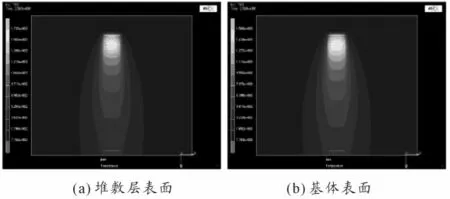
圖4 單道焊表面瞬時溫度分布云圖
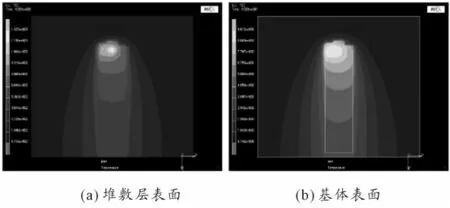
圖5 擺動焊表面瞬時溫度分布云圖
4 焊接專機的工作過程及焊接效果
4.1 工件裝夾
人工將工件裝入氣動卡盤,腳踏按鈕,氣動卡盤將工件夾緊定位,人工將冷卻水管伸入到工件內部。在第一次焊接時需人工調整焊槍水平方向和前后的位置,使焊槍與工件焊接的初始位置一致,然后關閉防護裝置。
4.2 設置焊接參數
電流值(A):× × × ×
電壓值(V):× × × ×
焊接速度(mm/min):× × × ×
搭接量(mm):× × ×
工件直徑(mm):× × ×
擺幅(mm):× × ×
4.3 焊接
啟動運行按鈕,焊槍下降到位,焊槍引弧焊接,冷卻泵啟動對彈體進行冷卻。動力頭步進電機驅動工件旋轉,焊槍移動(擺動)機構的步進電機驅動焊槍水平移動(擺動),焊機完成工件的焊接。
4.4 卸料
人工將焊接完成的工件取下,重新裝夾新的工件。
4.5 工件焊縫效果
如圖6 所示。
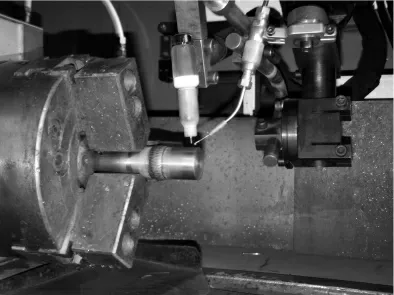
圖6 銅彈帶焊接效果
5 結束語
成功應用全自動氬弧焊焊接專機對傳統的小口徑炮彈彈帶裝配方式進行改進,堆焊出的銅彈帶與彈體結合更牢固,也改善了傳統的加工工藝,炮彈經過射擊打靶驗證能完全滿足各項技術性能指標的要求,此項研究成果必將對我國小口徑炮彈傳統彈帶裝配技術產生積極的深遠意義,發揮歷史性的技術突破作用。
[1]馮太合. 西門子S7 -300 系列PLC 及應用軟件STEP7[M].廣州:華南理工大學出版社,2004.
[2]張方宇.我國彈藥生產技術和裝備發展現狀及發展對策初探[J].兵工自動化,2008,17(4):1-4.
[3]哈爾濱工業大學.采用異質銅雙絲氬弧堆焊焊接炮彈彈帶的方法[P].中國專利:CN1817542,2006-03-06.
[4]中國機械工程學會焊接學會.《焊接手冊》第1 卷.焊接方法及設備[M].北京:機械工業出版社,2008.
[5]王海濤.銅彈帶堆焊中泛鐵規律研究[D].哈爾濱:哈爾濱工業大學,2007.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
