柔性輥彎成型基于視覺反饋的映射算法及應用
2013-07-03 08:59:28孫路平管延智李旭鵬
制造業自動化 2013年10期
孫路平,錢 波,管延智,李旭鵬
(北方工業大學 機電工程學院,北京 100144)
0 引言
柔性輥彎成型技術是一種可以根據產品需求實現冷彎板材的橫截面在縱向、橫向及高度方向發生一定規律變化的板料漸進成型技術[1]。傳統的等截面的輥彎成型技術隨著市場需求的變化已經顯露出它的局限性,不能很好的滿足客戶需求。而柔性輥彎成型可成型結構及力學性能更加合理的型材,減輕結構重量,提高承載能力。因此柔性輥彎成型技術是未來輥彎成型技術的發展方向,有著更廣泛的應用前景。由于柔性輥彎成型的每一道次都需要多臺伺服電機協同運動,實現伺服電機的位置控制[2],而且在成型過程中影響成型精度的因素眾多,因此一種基于機器視覺的柔性輥彎成型在線檢測反饋系統出現了[3]。這種方法與傳統的柔性冷彎成型在線檢測方法不同,由于是非接觸式的檢測方法,避免了機械振動帶來的誤差,而且檢測硬件成本也相對低廉。本文研究柔性輥彎成型基于視覺反饋的映射模型,得出采集的截面輪廓線與理論輪廓線差值,并將其反饋到控制系統,進行插補運算,實現全閉環控制。
1 系統原理
系統工作過程中,圖像數據處理及分析和反饋控制是由軟件系統進行處理,本系統用Visual Studio NET 2003開發了一套基于機器視覺的輥彎成型控制軟件。圖像的獲取及誤差補償是由硬件系統實現的。在硬件系統中,圖像獲取由線激光發生器、CCD攝像頭、圖像采集卡來實現,而柔性輥彎成型機組是負責生產加工的。板材成型示意圖如圖1所示。
系統在線監測時,軋輥帶動被測的型材以一定的速度在X方向上運動。線激光發生器在板材嚙出軋輥的正上方投射一條明亮的光帶,CCD攝像頭對這條光帶進行周期性的圖像采集,采集到的光帶即為型材的截面輪廓圖像。計算機將采集的圖像經過比例還原、灰度化、二值化、孤點濾波等處理后[4],得到實際板材成型的截面輪廓圖像。實際輪廓圖像通過提取幾何特征直,與對應的理論截面輪廓建立映射模型,得出誤差值。最后再通過運動控制機構控制成型機組補償Y方向上的誤差,成型出符合精度要求的型材[5]。
2 圖像預處理
圖像預處理的質量關系到后面的圖像中直線及角點的提取質量,高質量的預處理效果能降低直線及角點的提取過程的復雜性,提高提取結果擾物體降到最低,采集的圖像基本上只有一條比較清晰的光切線。圖2為CCD攝像機采集到的原始圖像。圖像位深度為24位,大小為640像素×480像素。圖像預處理流程包括比例還原、灰度化、二值化和孤點濾波。經上述圖像預處理流程,可得到較為清晰的截面輪廓圖像,如圖3所示。圖3中白色區域灰度值為255,黑色區域灰度值為0。
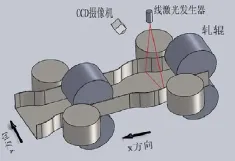
圖1 板材成型示意圖
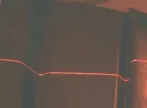
圖2 原始圖像
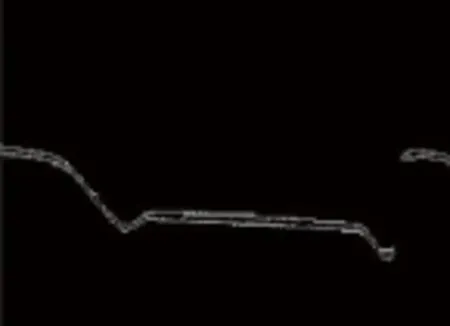
圖3 預處理后圖像
3 輪廓圖像幾何特征提取
特征提取是指將圖像中的需要應用的或有意義的特征提取出來,這些特征是圖像的原始信息,其在表現形式上有邊緣、輪廓、線條、角點等。根據柔性輥彎成型的型材截面的特點,為保證產品精度,需要實時檢測成型材料腹板的寬度以及邊腿的高度與角度,即檢測的主要幾何特征為直線和角點。目前國內外線特征提取的方法有多種,如Hough變換,邊界跟蹤,曲線擬合,松弛迭代等[7]。直線的檢測和角點的提取算法的優劣對系統測量精度和可靠性有很大影響,因此選取一種合適的算法,既要滿足精度要求又要兼顧系統的實時性。
3.1 最小二乘法檢測直線
最小二乘影像匹配是以給定的特征模式作為參考模板與實際影像做最小二乘影像匹配,從而高精度地提取目標。首先給定初值范圍,在其范圍內進行最小二乘模板匹配,獲取到直線邊緣點序列。再通過剔除粗差和設定閾值,對獲取的上述點序列采用最小二乘方法進行擬合,得到圖像線特征的直線方程。
最小二乘法擬合的基本思想是讓采樣的點跟擬合的曲線的殘差平方和最小1,即使式(1)最Gauss-Jordan 消去法,即可求得a、b的值。從而實現對圖像中直線的提取與擬合。

3.2 Hough變換直線檢測
Hough變換檢測目前最常用的一種特征檢測方法,它的基本思想是利用點與線的對偶性,將圖像的空間域變換到參數空間,用大多數邊緣點滿足的某種參數形式來描述圖像中的曲線[8]。Hough變換采用的參數化直線方程為式(2)。式中,θ表示直線的法線方向,0≤θ<180, ρ表示原點至直線的距離,在這里θ的單位均為“度”,ρ的單位均為“像素”。直線上不同的點在參數平面ρ –θ中被變換為一簇相交于一點的正弦曲線,顯然若能夠確定參數平面中的這一交點,就實現了直線檢測。

3.3 算法分析比較
CCD攝像頭將采集的截面輪廓曲線圖像傳入到工控機中,通過所開發的軟件,首先經過圖像預處理獲得二值圖像,其次對二值圖像進行圖像分析,檢測出直線段并擬合。圖4和圖5分別是基于最小二乘法和Hough變換提取特征后的圖像。最小二乘法在理論上可獲得給定數據集在均方誤差意義下的絕對精確直線,從而達很高的檢測精度。但是最小二乘法非常容易受到噪點及斷點的影響,如圖4中,表示腹板寬度的線段被擬合成了三條直線段。而Hough變換則具有良好的魯棒性,能夠穩定、準確的檢測出主要直線段。目前柔性輥彎成型產品的截面并不復雜,兩種算法均能滿足實時性的要求,為保證檢測的可靠性,本系統的特征提取算法采用Hough變換檢測。

圖4 最小二乘法

圖5 Hough變換法效果圖
4 輪廓圖像矩陣映射分析
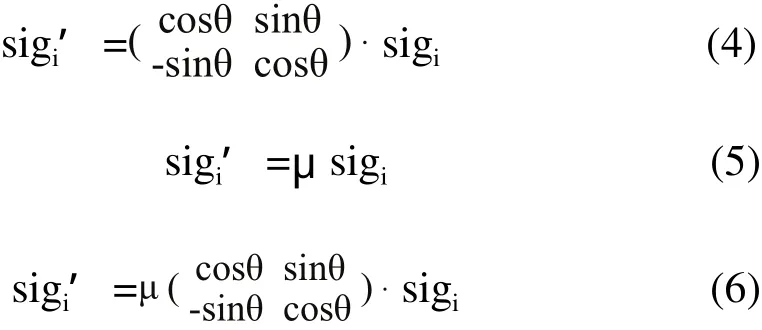
設在采集的輪廓圖像中提取出的各直線段向量分別表示為矩陣sigi,sigi’為相對應的理論輪廓中直線段的矩陣,s()為線性映射方式,于是有:

通過sigi和sigi求出線性映射矩陣。根據板材截面輪廓曲線特點,線性映射方式一般為旋轉及縮放。旋轉表示提取的直線段和理論直線段存在角度偏差,θ表示角度偏差,于是有式(4)可求得θ值。縮放表示提取的直線段和理論直線段存在長度偏差,μ表示長度縮放比例,于是有式(5)可求得μ值。既有旋轉又有拉伸,其線性映射關系由式(6)表示。通過求解可得到角度偏差值以及長度偏差值,系統控制電機在下一周期成型運動中進行補償。
板材截面的角度及長度偏差可表示為:

式中:μi表示第i個道次輪廓截面直線段長度縮放比例,θi表示第i個道次輪廓截面直線段角度偏差,li為第i個道次采集的輪廓截面直線段長度,D為旋轉直徑。
在柔性輥彎成型過程中,伺服電機采用位置控制模式,即通過外部輸入的脈沖的頻率來確定轉動速度的大小,通過脈沖的個數來確定轉動的角度。設第i個道次伺服電機的脈沖個數補償量為Mi,則板材截面偏差與電機的脈沖個數補償量的函數關系為:
式中ki為第i個道次板材截面的偏差。
5 實驗結果與分析
通過實驗來檢測柔性輥彎成型在線視覺檢測系統是否滿足實際生產需要。選取成型板材形狀如圖6所示,A-A為板材最大截面剖視圖。
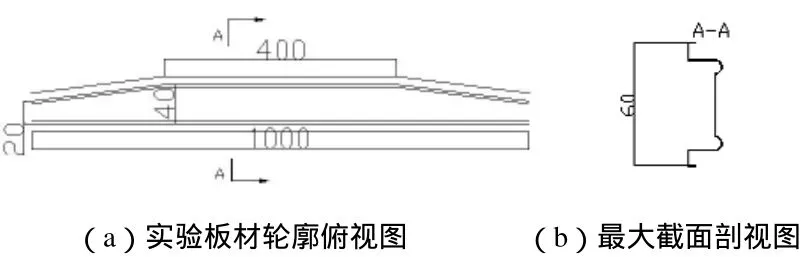
圖6 成型板材尺寸圖
實驗1:實驗采用視覺反饋控制系統在線監測柔性輥彎成型,實驗的板材X方向運動速度為30mm /s,選取圖像的采集周期為1s,板材為冷軋鋼Q235,厚度為0.6mm,采用7道次成型。圖像采集系統選用華旗300萬像素CCD工業攝像頭,650NM一字激光發生器。成型板材如圖7所示。

圖7 實驗1成型板材
實驗2:實驗采用傳統的反饋控制系統在線監測柔性輥彎成型,實驗的板材X方向運動速度為30mm/s,板材為冷軋鋼Q235,厚度為0.6mm,采用7道次成型。成型板材如圖8所示。

圖8 實驗2成型板材
各取實驗1與實驗2十塊成型板材,每塊板材取10個相同的測量點,測量點的位置能反映出板材的成型精度。對10個點的數據求平均,作為對應點處的板材成型精度。實驗一誤差測量結果與檢測點對照關系如圖9所示。誤差測量結果如表1所示。
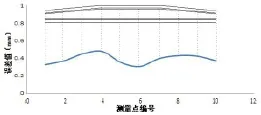
圖9 誤差測量結果與檢測點對照關系
從實驗結果可以看出,采用Hough變換檢測提取板材輪廓特征的視覺反饋控制系統有效的提高了柔性輥彎成型精度,對簡單和較為復雜截面板材的成型均可適用。由圖9可知,在變截面與定截面成型過度處,精度相對較低,定截面處精度相對較高。相對于傳統的開環控制,采用視覺反饋
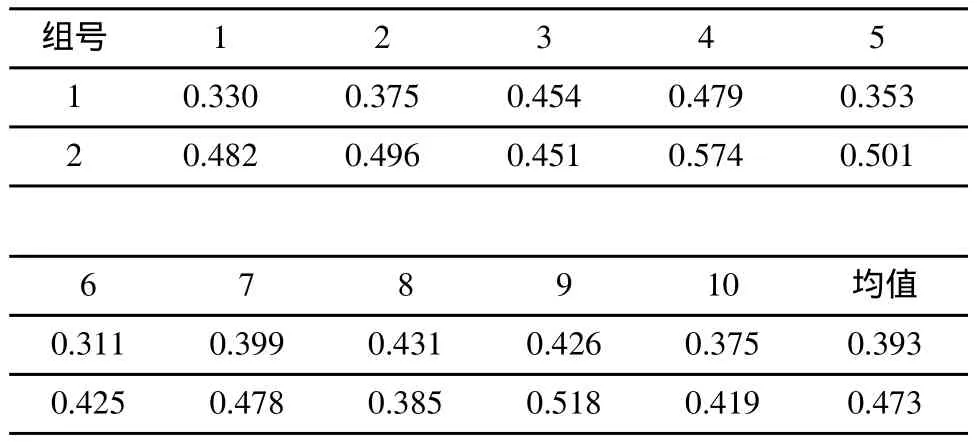
表1 成型板材誤差測量結果比較(單位:mm)
控制系統在線監測柔性輥彎成型產品精度能提高15%~20%。為截面更為復雜的3維柔性輥彎成型控制技術的研究奠定了基礎。
[1] 丁新橋.柔性輥彎成型仿真研究[D].北京:北方工業大學機電工程學院,2010.
[2] 錢波,李強,黃志高.柔性輥彎成型可變時域離散插補控制[J]. 華中科技大學學報:自然科學版,2011,(12),37-40.
[3] 李旭鵬,錢波,李強.一種基于機器視覺柔性冷彎成型在線檢測方法研究[J].制造業自動化,2012,34(8):31-42.
[4] 羅慧,趙金,尹泉,等.交流伺服系統線性雙自由度控制策略改進方案[J].華中科技大學學報,2000,28(12):47-51.
[5] Wang Guiyong,Li Qiang, Qian, Bo.Control system development for fl exible roll forming machine[J].Affective Computing and Intelligent Interaction,2012,697-705.
[6] 張春森,胡平波.基于CAD技術實現現工業零部件圖像直線特征提取[J].光學精密工程,2011,19(9):2214-2221.
[7] 顧思妍.機器視覺的直線檢測技術及應用研究[D].廣州:廣東工業大學自動化學院,2011.
[8] Yoshihiko Mochizuki,Akihiko Torii,Atsushi Imiya.N-Point Hough transform for line detection[J].J.Vis.Commun. Image R.2009,20(1): 242–253.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
