超薄面料用軋光機卷取機構的減張力控制系統設計
2013-07-03 08:59:30楊超君
制造業自動化 2013年10期
關鍵詞:指令
劉 楓,楊超君,孫 君
(1.江蘇大學 機械工程學院,鎮江 212013;2. 南通農業職業技術學院,南通 226017;3. 東麗酒伊織染(南通)有限公司,南通 226017)
0 引言
軋光機是染整設備中后整理設備的一種,軋光就是通過軋光機的機械壓力、熱濕的作用借助于纖維的可塑性使表面纖維呈現平行排列,以提高表面光滑平整度,從而對光產生規則反射達到提高織物色澤的目的[1]。卷取機構是軋光機的重要組成部分,它將軋光后的布料平整地卷在卷取輥上。對于超薄面料超薄這一特殊性,卷取過程中若布料張力控制不當,將特別容易出現起皺。若卷布外圈張力大于或等于內圈張力時,布會因具有彈性而向內圈收縮,這樣將導致內圈出現云狀斑現象。綜上所述,需要對布料的張力進行控制,控制時需考慮隨著布匹卷徑的增加布料所需的張力應是逐漸減小這一特性。本文研究設計了超薄面料軋光機的卷取機構,從張力控制要求出發,采用PLC、伺服電機等實現布料卷取時所需張力的控制。
1 減張力控制的理論模型
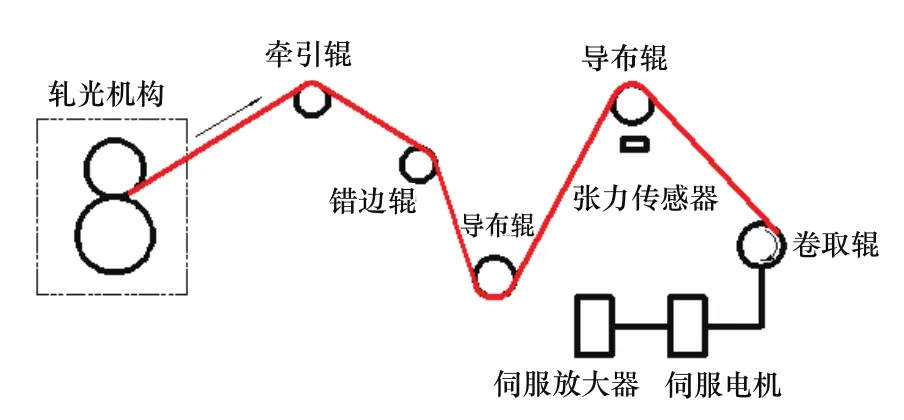
圖1 卷取機構示意圖
圖1是典型的卷取機構示意圖,箭頭所指方向是卷材的運動方向,布料從軋光機構出來,經牽引輥、錯邊輥、導布輥到卷取輥。由于布邊存在較厚的毛邊,錯邊輥將布料稍微錯開,從而防止卷取輥直徑在逐漸變大的過程中產生厚邊,出現起皺現象。卷取輥的轉動由伺服電機帶動。
傳統布料張力控制方法有兩種,即直接法和間接法。直接法是在傳動的卷材輥道上安裝張力傳感器,采用張力傳感器來測量卷材的實際張力值,再通過張力調節器控制張力恒定,達到控制布面張力的要求[2]。可由于匹布之間有縫頭,每到縫頭時軋輥都要開合動作,將造成布面張力猛然變化,當反饋量猛然變化將造成PID控制波動,從而導致布面張力波動。另外一種間接法是通過檢測卷取輥的半徑R,根據力矩公式力矩等于力乘以力臂計算出所需轉矩T=FR,并控制執行機構轉矩,再由F=T/R,達到控制布面張力的要求。這種方法沒有檢測裝置反饋,都是依據理論計算得出,這樣與實際布面張力有偏差。綜合以上兩種方法提出了轉矩補償間接控制法。
設卷取輥的瞬時半徑為R(t),理論輸出轉矩為T',反饋轉矩為△T,超薄化纖面料的理論卷取張力為F',張力偏差值為△F,張力傳感器瞬時檢測出的布面的實際張力值為F(t),則關系式如下
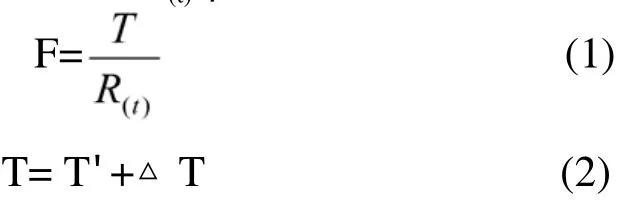
式(3)中的F'它隨著卷徑增大應逐漸地減小,才能避免云狀斑的發生。根據實驗得出F'的遞減規律近似為余弦函數,而且與卷取輥的半徑值R(t)有關如表1,設程序中預設的初始張力值為F0,卷取輥初始半徑為R0,布匹厚度為k,則


表1 cosα的取值
卷繞半徑R(t)是不超過0.9米的一個值,因為當卷取輥半徑在將要達到0.9米時將重新換一根新的卷取輥。
從上式(7)中可以看出卷繞半徑R(t)由布料的卷繞層數決定,因而采用高速計數模塊與旋轉編碼器相連,記錄編碼器信號。設高速計數模塊在t時刻的瞬時計數值為C(t),編碼器的分辨率為1024Puls/ r,關系式如下:

值得注意是公式(2)中轉矩 T值是在程序中通過F'的值與F(t)值比較后延時△t時間進行補償疊加的;公式(4)中的△F在后面的程序設計中需要通過比較剔除最大值MAX F與最小值MIN F。
2 控制系統的硬件構成
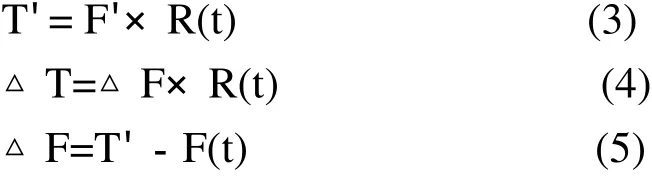
圖2是根據以上理論分析得出的控制系統框圖。本卷取系統選用西門子公司S-200系列PLC作為控制器,它負責整個系統的信號采集、邏輯運算、通訊控制、控制信號輸出等功能。
張力傳感器檢測布面張力信號,張力變送器將張力傳感器的張力信號線性地轉換成0-10V信號輸給PLC。
選用三菱MR-J2S伺服放大器與伺服電機HCKFS組成的執行單元。MR-J2S伺服放大器自帶有1024分辨率的編碼器。編碼器向伺服放大器反饋A、B、Z相信號,用于伺服的轉矩控制,同時伺服放大器將A、B、Z相編碼器信號分頻輸出給PLC,PLC通過高速計數器對編碼器的高頻信號計數。
伺服放大器、變頻器、S7-200之間通過Modbus協議進行串行通訊連接。以S7-200作為主站,變頻器與伺服放大器作為子站。這樣相對于模擬量的硬接線,減少了布線,同時也增加了彼此之間的數據交換量,讓系統功能更強大。
選用威綸的MT6100i觸摸屏作為人機界面,觸摸屏與PLC進行串行通訊連接,所有的參數都在觸摸屏中設定,運行數據都在觸摸屏顯示,這樣整個設備的操作方便,使設備的性能上了一個臺階。
圖2 控制系統框圖
3 控制系統的軟件設計
布料卷取功能的最終實現是通過軟硬件結合共同完成的。硬件是系統的軀殼,軟件是系統的靈魂。Step7 MicroWIN是S7-200編成軟件,它可將任務分解為若干個子程序,子程序又分解成更小的子程序,子程序通過編程指令完成各自的任務,OB為主程序。PLC通過不間斷掃描執行主程序OB,OB中調用各子程序,形成了模塊化的編程方式,各子程序之間既有一定的相對獨立性,也存在一定的關聯性,它們彼此之間需根據控制系統的要求進行數據交換[2]。
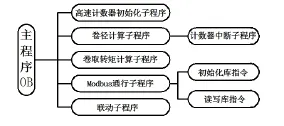
圖3 卷取張力控制系統的程序結構
3.1 程序模塊
卷取張力控制系統的程序結構如圖3所示。主程序OB由高數計數器初始化子程序、計數器中斷子程序、卷徑計算子程序、卷取轉矩計算子程序、Modbus通信子程序、聯動子程序及初始化庫指令、讀寫庫指令組成。
3.2 高速計數器配置程序與中斷程序設計
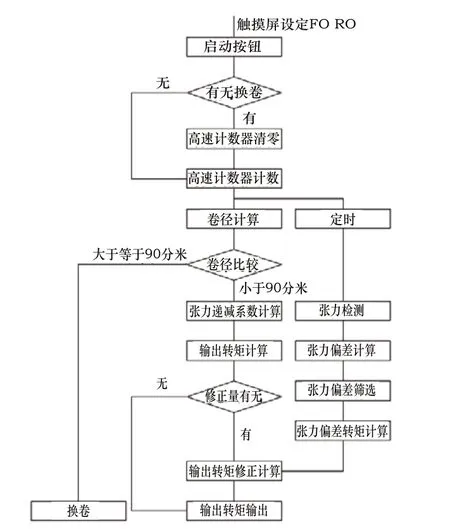
圖4 卷取轉矩計算流程圖
PLC的高速計數器是硬件計數,因此PLC掃描周期對高速計數器不產生影響,計數頻率可達100KHz。Step7 MicroWIN 配有高速計數器配置向導,通過向導軟件可方便地配置高速計數器配置程序與中斷程序。高速計數器配置的程序有:1)計數器為HSC0;2)增,減計數模式6;3)當前值等于設定值時調用計數器中斷子程序;4)清除當前值[3]。
3.3 卷取轉矩計算程序設計
圖4為卷取轉矩計算流程圖,當按下啟動按鈕時,程序先判別卷取輥有沒有更換,如果更換了,將清除高速計數器中的數值,當卷布輥轉動時,高速計數器開始計數,并通過卷徑計算子程序開始計算卷徑,計算過程中當程序判斷卷徑大于等于90時,將換卷。高速計數器開始計數的同時啟動定時器T33,產生兩分鐘的定時,當T33時間到時,PLC檢測一下張力變送器的值,通過程序與理論值進行比較,并篩除劍鋒值,再與卷徑計算得出轉矩偏差值,將轉矩偏差值與輸出轉矩值進行疊加,最終得到了輸出轉矩修正值,將轉矩值通過串行通訊傳送給伺服放大器,這樣通過PLC程序不斷的計算、檢測,控制伺服放大器輸出轉矩,使得布面的張力與實際所需張力接近。
3.4 Modbus通訊程序設計
PLC通過RS-485與伺服放大器進行Modbus通信,Step7 MicroWIN庫中MBUS_CTRL指令,對PORT1通行參數進行設定,庫MBUS_MSG指令對子站的數據進行讀與寫。圖5是Modbus庫串行通信指令。
用于S7-200端口1的MBUS_CTRL指令可初始化、監視或禁用Modbus通訊。MBUS_MSG指令用于啟動對Modbus從站的請求并處理應答。當EN輸入和"首次"輸入打開時,BUS_MSG指令啟動對Modbus從站的請求。發送請求、等待應答、并處理應答通常需要多次掃描。EN輸入必須打開以啟用請求的發送,并應該保持打開直到"完成"位被置位[4]。
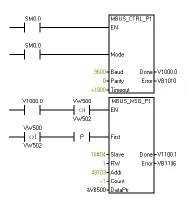
圖5 Modbus庫串行通信指令
4 結束語
本文從軋光機的卷取結構的組成出發,從硬件與軟件兩方面對超薄面料用軋光機的可控減張力控制系統進行設計,運用PLC定時向張力變送器采集張力信號F(t),通過與設定張力值進行比較,得到張力偏差值,比較后消去劍鋒值,再將偏差值按照一定周期疊加給伺服放大器,從而調節布面張力與所需張力一致,達到減張力的精確控制。圖6是制作的樣機,樣機運行結果表明,布料卷取過程平穩,無卷皺、無云狀斑現象。

圖6 軋光機樣機
[1] 滑鈞凱.服裝整理學[M].北京:中國紡織出版社.2005.
[2] 劉東升,王守芳. 基于PLC與變頻器的恒張力卷繞控制系統[J].制造業自動化.2011.
[3] 張萬忠.可編程控制器入門與應用實例(西門子S7-200系列)[M].北京:中國電力出版社.2005.
[4] 向曉汗.西門子PLC S7200/300/400/1200應用案例精講[M].北京:化學工業出版社.2011.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
