可重構機床控制的模塊化設計研究
2013-07-03 08:59:30楊志幫陳德林
制造業(yè)自動化 2013年10期
關鍵詞:模塊化
楊志幫,陳德林
(開封大學 機械與汽車工程學院,開封 475100)
0 引言
目前,全球化帶來了激烈的市場競爭,客戶對于產品的要求也越來越趨向于定制化,造成廠家必須縮短產品制造周期,米適應市場的變化。如何能否快速響應,并且具有良好的經濟性是目前制造業(yè)亟待解決的一個問題。顯然,如果還使用傳統(tǒng)的流水線生產模式不能快速響應,近年來快速發(fā)展的柔性制造系統(tǒng)雖然在一定程度可以適應不同的生產模式,但其快速改造能力差。基于此,可重構制造系統(tǒng)應運而生,通過合理的配置機床模塊,可以快速重組,實時更新,很好的響應新的市場需求[1~3]。
由于機床的配置模塊本身不能及時更新?lián)Q代,因此現(xiàn)有的機床不能滿足快速增長的需求,需要具有可重構能力的機床來實現(xiàn)機床功能的可重構屬性和定制化要求。
1 國內外研究概況
可重構機床的概念最早在1996年由美國密歇根大學可重構制造工程研究中心提出,它是一個復雜的系統(tǒng)工程,伴隨著機床模塊化技術的發(fā)展和控制器技術的日臻成熟,可重構機床研究也取得了長足的進步和豐碩的成果。
可重構機床不僅僅是機械結構的可重配置,而且還必須做到控制器也具有可重配置和模塊化的能力,覆蓋軟硬件兩部分內容。目前,相關研究有軟件建模、模塊化邏輯控制器、開放式體系結構控制器等[4,5]。
位于美國密歇根州的ERCIRMS CENTER正在研究一種非開放式結構控制器,它采用的編程語言為C++,包括人機交互界面、仿真工具和配置工具三部分組成。開放式體系結構控制器可以在機械模塊可重配置的時候同時實現(xiàn)可重構。
B.Birla提出運用軟件建模的方法來可重配置機床控制器,該方法有四個主要的應用領域:1)單向精確定位運動控制;2)單向精確定位運動靜態(tài)模型構建;3)單向精確定位運動動態(tài)模型構建;4)多向多自由度運動控制。
E.T.Enslew等通過采用邏輯模型模擬可重配置生產流程,來選擇最優(yōu)參數(shù),評價和檢驗可重配置生產系統(tǒng),以控制輸入,保證并穩(wěn)定輸出。
RF.Walita和P D.Khargonekar提出了一種可以詳細表達分析系統(tǒng)的分層結構框架,以便在不同層次上協(xié)調集成控制器。這種方法不僅面向對象,而且模塊化,該方法借鑒了Zacard提出的TCF(Timed Conversion Formers)方法實現(xiàn)模型構建,并應用了Robert和Ralf提出的TTTB(True Time Timed Border)理論和工具。
S.Gark,D.M.Tilbuyr和PDKhatgonekar在汽車行業(yè)領域,根據生產節(jié)拍開發(fā)了一種模塊化控制器,可以進行基礎的功能分析,并能夠模擬工況,算出不同時期不同狀態(tài)下的產量。
2 離散事件系統(tǒng)定義及其組成
本文首先介紹離散事件系統(tǒng)定義及其組成,之后再詳細開展可重構機床模塊化控制器設計方法研究。
離散事件系統(tǒng)是非靜態(tài)系統(tǒng),它通過突然發(fā)生的獨立事件的形式來描述。在本文中。離散事件系統(tǒng)的主要表現(xiàn)有兩個方面,分別是語言和有限狀態(tài)機。這兩種手段各有優(yōu)缺點,前者執(zhí)行起來較為困難,但是非常容易,后者實施簡單但是原理和邏輯非常繁雜,存在嵌套和迭代。本文采用的方法是通過有限狀態(tài)機來進行模型構建。
2.1 語言
如上所述,語言的表達方式簡單容易,主要應用在離散事件系統(tǒng),其基礎是字符串,體現(xiàn)事件發(fā)生可能性的序列排列即概率大小的排列。
字符串(string,s):表示按照概率大小進行的一組排列。ε代表的是空行,即事件發(fā)生的概率為0。對于隨機發(fā)生的兩個事件S1和S2,S2表示字符串S2中的時間因為S1發(fā)生而發(fā)生的概率。
語言(Language,L):表示所有可能發(fā)生事件的序列集合。若事件集合定位為∑,且ε∈∑,則對于任意兩個語言Ll,L2均∈∑
映射:L在∑’上的映射表示為f∑’(L),有如下定義:

2.2 有限狀態(tài)機
有限狀態(tài)機作為另一種表達方式,具有操作容易,簡介直觀的優(yōu)點,故使用頻率很高。如圖1所示,有限狀態(tài)機的表示方法較為特殊,主要通過關鍵節(jié)點和箭頭來表示流程的流轉和轉移,與流程圖非常類似,學名叫做狀態(tài)圖。其中,圓圈狀的節(jié)點用來代表當下的實時情況,箭頭用來代表流轉方向。
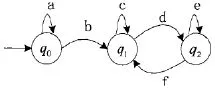
圖1 有限狀態(tài)機流程流轉示意圖
有限狀態(tài)機(FSM)其數(shù)學特征表現(xiàn)為一個五元函數(shù)組:

其中各參數(shù)含義為:Q定義為狀態(tài)集合,∑定義為事件集合,δ定義為轉移函數(shù),q0定義為初始態(tài),F(xiàn)定義為終止態(tài)集合。
最重要的是通過標記來表述任務循環(huán)往復的狀態(tài),避免出現(xiàn)死循環(huán),轉移函數(shù)δ參數(shù)表如表1所示。這里的δ通常表達一種字符串到狀態(tài)集合的遞歸映射關系。
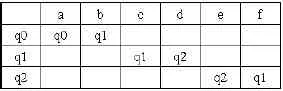
表1 有限狀態(tài)機狀態(tài)轉移函數(shù)δ參數(shù)表
3 可重配置機床模塊化控制器系統(tǒng)設計
利用前面所提到的設計和計算方法,可以實現(xiàn)可重構機床控制器的模塊化和可充配置化。如圖2所示為一個典型可重配置機床,該機床機械模塊組成部分有:機床床身,回轉臺,立柱,懷胎,動力刀頭等,要進行控制器模塊化可重配置需進行一下三個方面的改造:1)設計控制器整體系統(tǒng)結構;2)定義各控制模塊之間的信息流;3)構造控制模塊的有限狀態(tài)機。
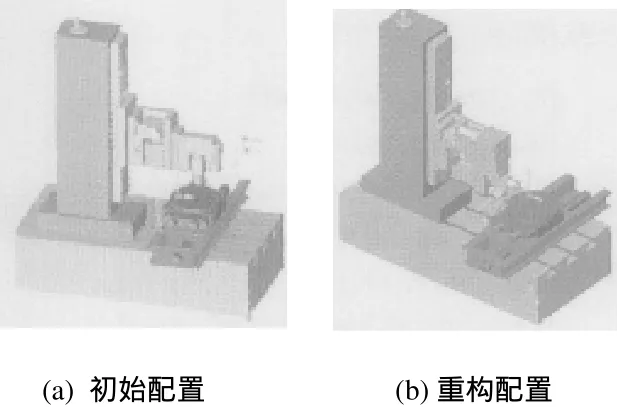
圖2 需改進控制系統(tǒng)的可重構機床
3.1 模塊化控制器整體結構概要設計
由于本文主要依托于離散事件系統(tǒng)來開展,所以邏輯控制是重中之重,通過邏輯控制來進行排列組合,完成可重構機各個機械模塊的拆分重組。為了實現(xiàn)點對點的實時精確控制,我們隊每一個機械模塊都開發(fā)了對應的機械控制模塊,如圖3所示。
1)用戶結構控制模塊
此模塊通過面板上的按鈕實現(xiàn)人機交互,完成整體系統(tǒng)的啟動,關閉,轉換刀頭等加工功能。通過傳遞用戶指令完成控制達成并實時顯示當前狀態(tài)。該模塊的關鍵是圖3中的端口A,它是信息通訊的橋梁。
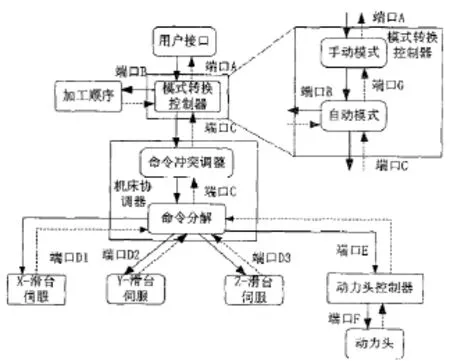
圖3 可重構機床控制器的整體結構
2)模式轉換控制器模塊
此模塊由手動和自動兩個模塊構成。手動模式下,通過人工輸入微調指令實現(xiàn)精確控制刀頭的進給以及各加工參數(shù)。自動模式下,機床按照NC代碼順序加工,避免重復加工,精確有效。兩種模式之間的轉換通過轉換開關來控制。
此模塊一共有4個端口,分別是端口A、B、C、G,A代表控制協(xié)調用戶接口,B代表自動選擇合適準確的加工模式,C代表人機互動完成NC代碼的編制,G代表控制協(xié)調機床各個機械模塊功能互聯(lián)。
3)機床協(xié)調器模塊
機床協(xié)調器的功能主要用來實現(xiàn)命令分解和命令沖突調整。命令分解主要用于分解上游控制器發(fā)送的指令細化傳遞到各個子控制模塊;命令沖突調整主要用來避免發(fā)生非法指令的出現(xiàn)和碰撞干涉的可能。此模塊一共有5個端口,分別是端口C、D1、D2、D3、E,分別用于模式轉換控制器控制、機械運動部件的移動、動力刀頭組件的進給等功能實現(xiàn)。
3.2 控制模塊信息流構建
在上述控制器中,模式轉換控制器的端口起到了最關鍵的最用。正是通過它才實現(xiàn)了主模塊與子模塊之間的相互控制、傳遞和調用,實現(xiàn)系統(tǒng)高效穩(wěn)定簡潔的運行。如圖4所示為模式轉換控制器端口G的有限狀態(tài)機示意,通過箭頭的指向代表了狀態(tài)之間的轉移流轉,表2所示為模式轉換控制器端口G有限狀態(tài)機的參數(shù)狀態(tài),表3所示為其邏輯上事件狀態(tài),表4所示為其邏輯轉移函數(shù)。
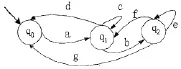
圖4 有限狀態(tài)機在模式轉換控制器端口G中的示意

表2 參數(shù)狀態(tài)在模式轉換控制器端口G中的示意
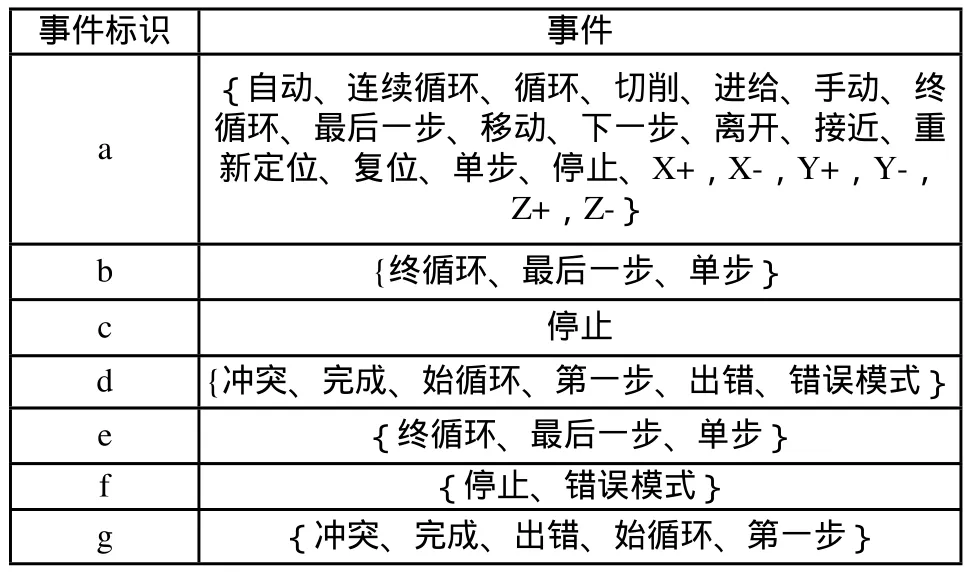
表3 事件狀態(tài)在模式轉換控制器端口G中的示意
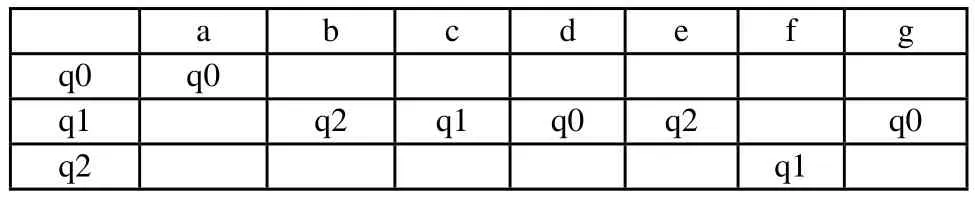
表4 轉移函數(shù)模式轉換控制器端口G中的示意
3.3 控制模塊有限狀態(tài)機構建
通過上面的闡述,可以看出不需要復雜重復的設計定義工作,最終有且僅需要進行一次設計定義,之后每一個控制模塊,每一個控制器接口即可完成任意可重配置裝配需求,同時其相對應相關聯(lián)的控制模塊會隨著直接可重配置成全新的控制器。圖5所示即為可重配置機床動力刀頭控制器模塊的有限狀態(tài)機模型,表4所示為可重配置機床動力刀頭控制器模塊的狀態(tài)實時動態(tài),表6所示為可重配置機床動力刀頭控制器模塊的端口實時動態(tài),表7所示為可重配置機床動力刀頭控制器模塊的狀態(tài)躍遷參數(shù)。

圖5 有限狀態(tài)機在動力頭控制器模塊的示意
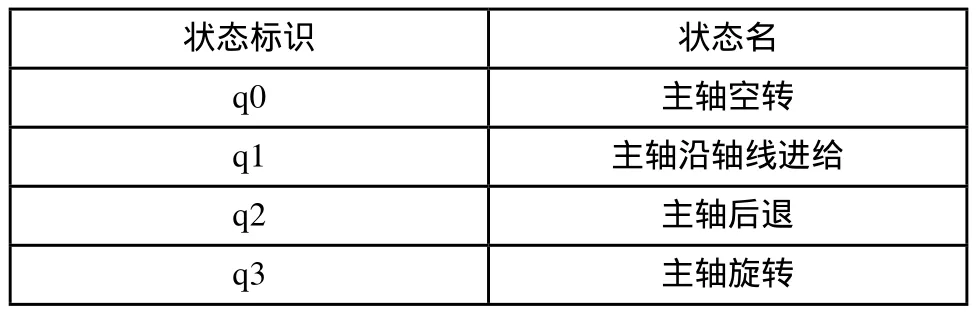
表5 狀態(tài)實時動態(tài)在動力頭控制器模塊的示意

表6 端口實時動態(tài)在動力頭控制器模塊的示意
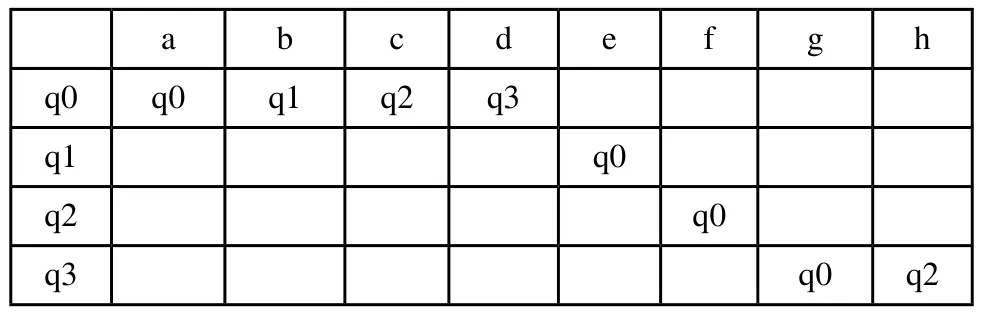
表7 狀態(tài)躍遷參數(shù)動力頭控制器模塊的示意
4 結論
本文通過運用離散時間系統(tǒng)來構建可重構機床的控制器模塊,并主要使用有限狀態(tài)機來完成層次設計和系統(tǒng)搭建,實現(xiàn)了機械模塊和控制模塊的一一對應。因此,不管機械模塊如何可重配置,相對應的控制模塊都可以在模型的自動轉換下實現(xiàn)可重構,并且只要一次可重配置證明了準確性,其它情況無需再次檢驗,在提高準確性的同時大幅提高了效率,從根本意義上實現(xiàn)了機床的可重構。
[1] Mchmbi.M.I C.,Ulsoy.BG.Y.Jerry. Reconfigurable Manufacturing Industry: The Important Future Manufacturing. Journal of intellective Manufacturing,2001.(20):404-419.
[2] Robert Clause. Reconfigurable Machine Tools—A New ensample in Machine Tools.2008 Thailand-UK colloquia on Reconf i gurable Automation.10:23-260.
[3] Philip E. Allen, Douglas R. Normal Affirm for Analysis Which Makes Reconf i gurable Controllers. Transaction of the Japan Control Conference. Tokyo,Feb.2005.329-3 36.
[4] Kelly Clarkson. Exoteric Architectonics Controllers Development. Transaction of the CIRP,2011(33)4.
[5] 葛明輝,鄒瓊.基于功能構件的機械產品可重構建模[J].機械設計研究,2009(4):24-26.
猜你喜歡
海洋信息技術與應用(2022年1期)2022-06-05 07:38:22
裝備制造技術(2021年2期)2021-07-21 05:38:44
現(xiàn)代裝飾(2020年5期)2020-05-30 13:01:56
汽車與新動力(2019年5期)2019-11-07 05:20:16
系統(tǒng)管理學報(2018年3期)2018-08-13 01:05:42
中國核電(2017年2期)2017-08-11 08:00:56
流程工業(yè)(2017年4期)2017-06-21 06:29:52
流程工業(yè)(2017年4期)2017-06-21 06:29:50
石油化工建設(2015年2期)2015-12-01 04:16:44
中國教育技術裝備(2015年10期)2015-03-01 02:41:05
