基于DeviceNet的控制平臺的設計與實現
2013-06-26 11:37:56楊曉娜吳華濱莫禮東覃洪漢
裝備制造技術 2013年6期
楊曉娜,韋 文,吳華濱,莫禮東,覃洪漢
(廣西中煙工業有限責任公司,廣西 南寧530001)
在煙草的制絲生產過程中,煙葉經切絲到煙絲的過程控制都是通過可編程控制器(Programmable Logic Controller,PLC)的集成控制系統來實現的。國內學者對于制絲線自動化控制的研究使得制絲生產過程的自動化程度越來越高,同時改善了控制效果,如帶智能積分器的微分先行PID控制器應用到加香系統中,提高了了加香精度[1]。網絡技術的發展使得電氣控制系統的集成化程度更高,工業以太網、CAN總線技術在煙草行業中應用廣泛。如工業以太網應用在電氣控制系統中克服了傳統總線技術的問題[2];文獻[3]闡述了基于工業以太網的過程控制平臺的實現方法;文獻[4~6]對DeviceNet的協議進行了研究和分析;文獻[7]中介紹了Device Net等現場總線技術在煙草生產過程中的應用情況。而對在Device Net中添加控制平臺的研究并沒有提及。同時,南寧卷煙廠的切絲工序的生產控制是通過ControlLogix控制器和Device Net遠程控制來完成的,大部分的機械設備都是通過操作人員操作觸摸屏來控制。然而實際的生產過程中因為操作平臺有限而造成了一人兩地操作的局面,既降低勞動效率,又存在操作隱患,因此,根據南寧卷煙廠實際生產情況,對原有的控制系統進行改進,添加基于DeviceNet的控制平臺,來縮短操作時間[8~9]。
1 問題描述
南寧卷煙廠制絲線切絲工序包含將儲存時間符合工藝要求的煙葉經過切絲機之后變成符合工藝要求的葉絲的過程。切絲是制絲過程中最為關鍵的一道工序,直接關系到最終煙絲的質量[10]。切絲過程中要求切絲機前煙葉流量穩定,切絲機之后葉絲流量穩定,且葉絲的寬度均勻。因此,切絲機的操作是由現場操作工來完成的。切絲崗位的操作人員在負責切絲機操作的同時也要負責調節葉片頻率以使得煙葉流量穩定。
制絲線的整個生產線的設備運行的是由羅克韋爾的ControlLogix控制器來實現的,并通過DeviceNet、ControlNet以及EtherNet三層網絡來實現系統的集成控制及數據采集與傳輸。
在原有切絲工序的操作系統中,一個操作人員既要操作切絲機又要進行負責調節葉片的出柜頻率等工作,兩地操作,每次耗費在操作上的時間約有15分鐘,造成勞動強度大,而且存在故障隱患的問題。為了解決這種不利于操作的情況,擬在原系統的基礎上設計新的操作平,來實現對設備的遠程控制,縮短操作時間,提高生產效率。
2 方案設計與實現
2.1 DeviceNet現場總線技術
DeviceNet是一種串行數據通訊協議的總線技術,在ControlLogix集成控制系統中,主要用于解決控制器和現場設備之間的數據傳遞問題。Control-Logix的網絡通訊架構是基于Netlinx網絡平臺的,Netlinx分為信息層、控制層、設備層等三層。DeviceNet是方便連接現場設備的網絡,主要用來連接底層現場設備I/O設備、限位開關、光電傳感器、操作員接口等。它的拓撲結構比較自由,通常是主干線及分支線組成[11],高度實現了分布式解決方案。DeviceNet的網絡傳輸速度有500Kbps、250Kbps、125Kbps三種速度可選,網絡上最多可以掛接64個設備。每一個設備都有一個分配的物理地址(MACID)。
2.2 設計方案
南寧卷煙廠制絲線電氣控制為RockWell的ControlLogix可編程邏輯控制系統,整個系統內部控制器之間或者是PC機之間網絡的通訊是基于Net linx網絡架構的,實際的生產過程中電氣控制設備較為分散。為了適應現場生產的需要根據現場需求,為了實現現場操作平臺的集中性,需添加操作平臺。所以,在切絲機旁安裝觸摸屏,需要將Device Net網作為集成控制系統的最底層設備網絡。總體設計方案如圖1所示。
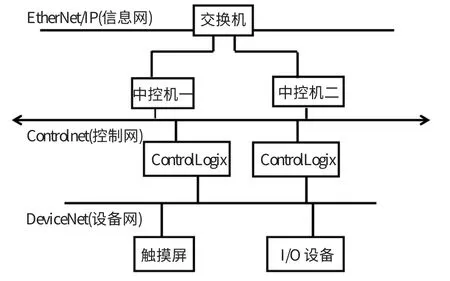
圖1 操作平臺的總體設計方案
實現功能有:
(1)煙葉出柜皮帶頻率調節;
(2)當前煙葉牌號顯示;
(3)提升機調速;
(4)切絲機選擇等功能。
ControlLogix控制器和觸摸屏之間進行連接通過觸摸屏來實現對于生產設備的控制和數據通訊是基于Device Net來實現的。
2.3 硬件組態及程序編寫
根據總體方案,要在原控制系統中添加觸摸屏,具體實現步驟如下:
第一步:給觸摸屏添加DeviceNet網網卡,可以實現觸摸屏和控制器之間的通訊;
第二步:分配DeviceNet網地址。MACID對于DeviceNet模塊來說最多可以連接64個DeviceNet網設備,站號從00-63.,根據現場電控系統的情況,分配未被使用的DeviceNet網地址。
第三步:使用羅克韋爾的RSNetWorx組態軟件對硬件進行組態;
第四步:根據實際生產要求添加需要控制設備的操作畫面,用觸摸屏的GP-face設計軟件設置與生產需求符合的功能,如圖2所示。

圖2 調節葉片出柜底帶頻率畫面
如表格1所示,表中給出了部分功能按鈕的設定地址[12]。對每一個功能鍵都要設置地址,并對應程序中使用的程序地址。

表1 設置觸摸屏功能鍵的地址
第五步:設置觸摸屏功能之后,利用RSLogix5000軟件對添加的功能進行程序的修改和編寫。為了確保程序修改和數據通訊能夠成功,并確保功能鍵在GP-face中的地址與程序中的地址一一關聯。
2.4 設備調試和安裝
完成程序編寫和畫面設置之后,進入設備調試和安裝階段。使用Rockwell的可編程控制器的服務器軟件RSLinx進行上位機程序的下載安裝。相應的功能按鈕均可以實現相應設備的控制,并能實時反映煙葉牌號。如圖3所示為控制平臺的初始畫面,顯示當前的牌號、批次,生產日期等;圖4為觸摸屏的二級操作畫面,在此操作畫面上可以對相應的設備進行調節,使葉片流量穩定地供給給切絲機。
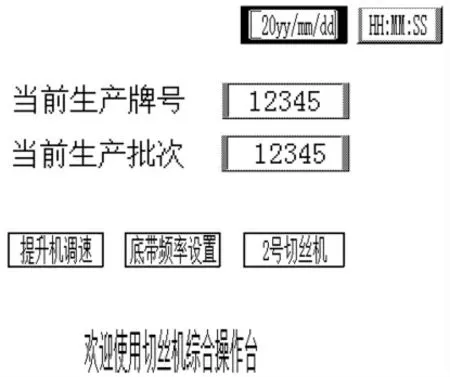
圖3 煙葉牌號的顯示畫面
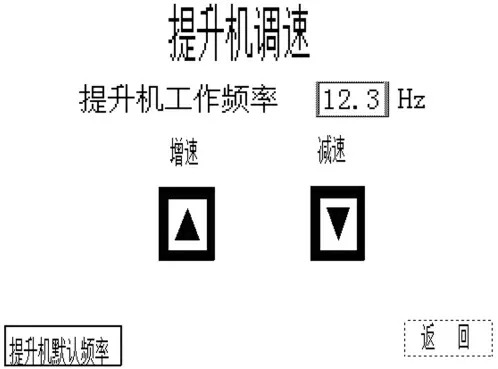
圖4 控制平臺控制提升機的操作畫面
3 結束語
本文針對制絲線切絲工序中因為操作原因造成的操作效率較低的問題,添加了一個Gp-face的操作屏幕。將此操作平臺通過Device Net與ControlLogix控制器進行連接,進而進行基于Device Net網的組態及程序設計,實現了對生產設備的遠程控制和數據通訊。此操作平臺已經在生產過程中投入使用,根據使用的情況可知,操作員工不用兩地操作,縮短了操作時間。同時此觸摸屏式開放式的,可以根據實際生產需要添加需要改進的功能,以使操作更加方便人性化。
[1]任宏程,張 勇,向鳳紅.卷煙廠制絲線加香控制系統的設計[J].煙草科技,2008(4):23-25.
[2]EtherNet/IP賴林,萬 鈾,王建新,等.工業以太網在制絲線控制系統中的應用[J].煙草科技,2007(7):14-17.
[3]魏柏林.基于以太網的過程控制平臺的研究[D].合肥:中國科學技術大學,2009.
[4]陳嵐嵐,鄧海濤,戴瑜興.DeviceNet現場總線應用層協議的實現[J].電氣應用,2005,24(8):66-68.
[5]吳文慧.基于DeviceNet的從站通訊接口設計[D].重慶:重慶郵電大學,2006.
[6]閏 曉,孫 韜,汪晉寬.DeviceNet現場總線數據的分析[J].儀器與儀表學報,2004,25(4):537-540.
[7]安淑玉,鄭 路,李曉荃.現場總線通訊協議分析及現場總線技術應用[J].煙草科技,2004(9):23-26.
[8]徐繼寧,李正熙.基于DeviceNet總線的溫度變送器設計[J].儀器與儀表學報,2005,26(8):659-661
[9]奚培鋒.一種DeviceNet模擬量遠程I/O模塊的設計[J].通用低壓電器,2007(1):30-31.
[10]姚二民,褚國海.卷煙機械[M].北京:中國輕工業出版社,2005.
[11]鄧 李.ControlLogix系統實用手冊[M].北京:機械工業出版社,2008.
[12]杜宏祺,王會東,韓仲芳.Pro-face觸摸屏可編程顯示技術在機床上的開發及應用[J].機電工程,2009(4):74-75.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
汽車零部件(2014年11期)2014-09-18 11:57:16
消費者報道(2014年7期)2014-07-31 11:23:57
