厚大件電子束焊接過程電子槍熱防護
2013-12-10 03:50:58宮在龍
裝備制造技術(shù) 2013年6期
宮在龍
(哈爾濱汽輪機廠有限責(zé)任公司,黑龍江 哈爾濱150046)
哈爾濱汽輪機廠真空電子束焊機額定電壓為60 kV,額定功率60 kW,目前該公司用到的最大功率為30 kW左右,真空電子束焊機工作時要求為負壓,真空室內(nèi)壓力為7.0×10-4mbar。電子槍的溫度傳感器位于第二層防護罩上,當(dāng)電子槍的溫度增加到65℃時,就會出現(xiàn)電子槍的超溫報警現(xiàn)象。
由于電子束焊接的有效距離較小,為保證大厚零件的焊接,經(jīng)常用200 mm左右的槍距進行焊接,隨著焊接時間的加長,當(dāng)電子槍吸收的焊接輻射熱量達到或超過65℃時,真空電子束焊機就會出現(xiàn)槍頭過熱的報警,此報警在一次焊接沒有完成時,雖然不終止焊接,但是在進行下一次焊接時需等待報警消除,故考慮進行熱防護工作的研究。
1 焊接過程的隔熱處理
采用效果較好的隔熱方法,將電子槍與被焊接件隔離開,從而有效控制高溫輻射對電子槍的直接影響。熱障涂層,是目前隔熱效果較好的方法之一,其優(yōu)點為:涂層厚度小、可實施性強。通過研究,目前已研制出了隔熱效果好、結(jié)合強度高、適合高真空環(huán)境的涂層材料,通過采用合理的工藝方法后,使得實際的噴涂過程更加的簡單快捷。
熱噴涂制備方法一般采用常壓等離子體噴涂。在涂層中存在一定的孔隙度,以降低涂層的熱導(dǎo)率,減少涂層中應(yīng)力。可以保證電子束焊機的有效工作距離不變,避免了其他方案引起電子束焊機有效工作距離縮短的問題,故可采用在電子槍防護罩的表面噴涂熱障涂層的辦法,降低電子槍超溫的頻率,從而大大地提高真空電子束焊機的工作效率。其主要研究內(nèi)容包括:
(1)噴涂材料的研究制定。
(2)噴涂工藝及設(shè)備的研究制定。
(3)涂層與基體結(jié)合強度的試驗研究及檢測。
(4)隔熱效果測試——熱導(dǎo)率的檢測。
(5)涂層厚度與隔熱效果的關(guān)系實驗以及涂層厚度的最終確定。
(6)高真空特殊環(huán)境的性能測試。
2 試驗過程分析
2.1 試驗?zāi)康?/h3>
本報告為熱障涂層性能測試及結(jié)果觀察,包括:涂層外觀、顯微組織、孔隙率、彎曲試驗、結(jié)合強度等。
2.2 試驗方法
使用超音速噴涂設(shè)備制備NiCoCrAlY底層,用7 M等離子噴涂槍噴涂納米氧化鋯(ZrO2/Y2O3)面層來制備熱障涂層。按照試驗要求分:金相試樣、彎曲試樣、熱震試樣、拉伸試樣共四組。
對上述涂層分組進行性能測試,具體測試依據(jù)及方法見各測試報告。
2.3 試驗內(nèi)容
2.3.1 熱障涂層制備
(1)底層噴涂
底層噴涂使用超音速火焰噴涂設(shè)備,基體表面溫度控制在Tmax<100℃。噴涂材料為NiCoCrAlY。具體工業(yè)參數(shù)如表1所示。

表1 底層噴涂工藝參數(shù)
(2)面層噴涂
面層噴涂使用80 kW高能等離子噴涂系統(tǒng)配和7 M槍進行噴涂。在噴涂時,基體溫度Tmax<150℃。噴涂材料為納米氧化鋯(8ZrO2/Y2O3)。
2.3 .2噴涂后試樣
噴涂后的試樣主要是金相試樣。試樣材料為不銹鋼板,尺寸為75 mm×25 mm×1.0 mm。噴涂方式采用平面噴涂,底層厚度為100 um,面層厚度為210 um,涂層總厚度為310 um。
2.3 .3涂層性能測試結(jié)果
(1)涂層外觀
用7X放大鏡在自然光下觀察,可見涂層完整,表面均勻連續(xù),且無裂紋、邊緣翹起和剝落等缺陷。涂層面層孔隙率為24.9%,如圖1所示。
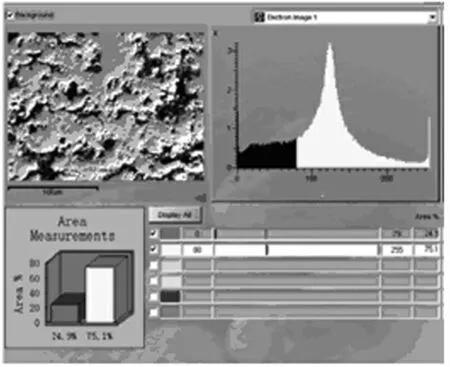
圖1 涂層面層孔隙率
(2)彎曲試驗
在彎曲直徑為覫10 mm的測試工裝上,將涂層面向外,以較慢的速度彎曲90°,仔細觀察被彎試樣,可發(fā)現(xiàn)除邊緣1.5 mm內(nèi)有微小裂紋外,其涂層無翹起、無剝離、無貫穿裂紋等現(xiàn)象。
(3)結(jié)合強度
制備兩個試樣,在試樣端面制備涂層,保證涂層厚度大于等于0.4 mm。在兩試樣的涂層面涂上一層很薄的粘合劑,令兩試樣軸線重合,加力使之對接充分粘合,粘合劑中不得有氣泡,然后使粘合劑固化,將試樣裝備在試驗機上,進行強度試驗,通過測試,得出測試結(jié)果為:平均結(jié)合強度為55.69 MPa。
(4)熱膨脹系數(shù)及熱導(dǎo)率檢測
熱膨脹系數(shù)采用電磁感應(yīng)熱機械法測定,電磁感應(yīng)熱機械法是將頂桿的移動通過天平傳遞到差動變壓器,變換成電訊號,經(jīng)過放大轉(zhuǎn)換,從而測量出試樣的伸長量。熱導(dǎo)率是采用徑向熱流法測量,涂層隔熱試驗結(jié)果如圖2所示,檢測計算依據(jù)如表2所示。
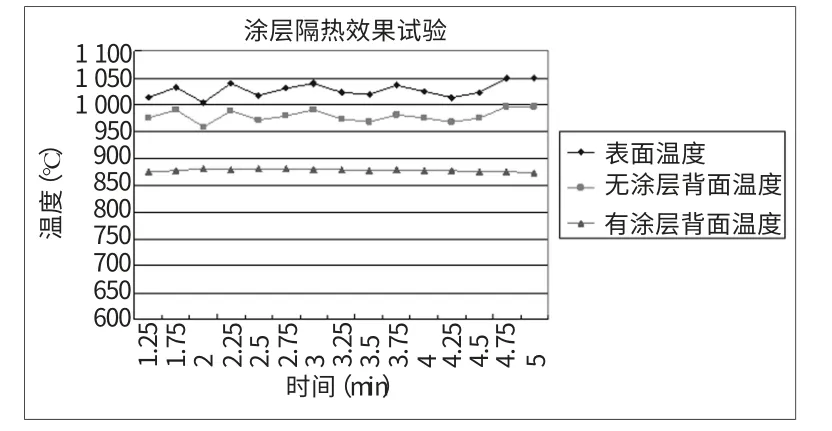
圖2 涂層隔熱試驗結(jié)果

表2 檢測計算數(shù)據(jù)
2.4 試驗結(jié)果分析
通過以上試樣試驗及各項檢測數(shù)據(jù)分析,噴涂納米氧化鋯(8ZrO2/Y2O3)熱障涂層試樣,底層厚度為100 um,面層厚度為210 um,涂層總厚度為310 um,涂層外觀完整,表面均勻連續(xù),且無裂紋、邊緣翹起和剝落等缺陷。基體與打底層間無翹起、分層、界面污染物極少,材料熔化均勻。金相組織打底層與面層間無分層,材料熔化均勻,孔隙分布均勻。涂層面層孔隙率為24.9%。平均結(jié)合強度為55.69 MPa,涂層熱導(dǎo)率低隔熱效果可達170℃,根據(jù)涂層檢驗數(shù)據(jù)顯示完全可以滿足電子槍防護罩隔熱的要求。
3 結(jié)束語
在一級防護罩的表面進行噴涂處理,并設(shè)計加工兩個帶有防護涂層的附加防護板,使電子槍與被焊接件之間設(shè)立熱防護層,從而有效控制高溫輻射對電子槍的直接影響,起到良好的防護作用,且實際使用效果顯著,可使電子槍連續(xù)工作時間增長到原來的3~5倍,大大的提高了電子束焊機的工作效率。
