高溫合金U形環滾壓成形有限元建模關鍵技術研究
2013-06-26 11:34:20郭正華趙剛要崔俊華
裝備制造技術 2013年6期
郭正華,應 帥,趙剛要,崔俊華
(輕合金加工科學與技術國防重點學科實驗室 南昌航空大學,江西 南昌330063)
高溫合金GH4169 U形環具有良好的抗疲勞、抗輻射、抗氧化、耐腐蝕以及良好的加工、焊接性能,并且在-253~700℃溫度范圍具有良好的綜合性能,因此在航空、航天和兵器領域得到了廣泛的應用。滾壓成形是此類復雜截面圓環成形的重要方法之一,而該過程是一個復雜的三重非線性成形過程,這使得此類環件成形品質的控制十分困難,特別是航空渦輪發動機和燃氣輪機對此類環件的要求更高,使得上述問題更加突出。
然而出于技術封鎖,國外對U形環的成型技術與工藝實行保密,網上也鮮有此類資料。而國內對此類產品的研究也甚少披露,能見到的文獻報道主要是肖大興、王惠玲、曾國[1~3]等相關學者的研究。單純的依靠開發者的經驗和試錯法,不僅開發周期長,成本高,而且容易出現產品品質缺陷。本文基于U形環滾壓成形的特點,解決了模擬成形過程的關鍵技術,建立了可靠的有限元模型,為實際生產中相關零部件和機械裝置的設計與研究提供有效的平臺。
1 零件滾壓成形工藝分析
根據零件截面尺寸如圖1(a),為保證金屬在成形過程中有良好的塑性流動,本文將U形環成形過程設定為兩步:第一步如圖1(b),先成形一個大V形;第二步如圖1(c),最終成形U形。

圖1 U形件滾壓工藝分析
2 滾壓成形過程有限元建模
2.1 幾何模型
U形環的尺寸為寬B=14 mm,半徑R=110 mm,厚度T=0.4 mm,芯輥半徑R1=12 mm,驅動輥半徑R2=17 mm,其余為不同尺寸的導向輥。在滾壓過程中,由于滾輪的變形很小,可以忽略不計,為了節約計算成本,在保證計算精度的前提下,滾輪都設定為解析剛體。
2.2 材料定義
本文仿真選用的材料為高溫合金GH4169,其密度為8 200 Kg/m3,通過單拉試驗獲得了其基本的力學性能,如表1所示。其真實應力應變曲線如圖2所示,采用冪指數型彈塑性硬化模型對其加工硬化行為進行描述。

表1 GH4169材料力學性能參數

圖2 真實應力應變曲線
2.3 網格劃分
由于U形環滾壓采用的材料是薄環,所以采用四節點曲面薄殼減縮積分單元S4R作為網格單元在進行網格劃分時,考慮到滾壓過程中大變形情況主要集中在圓環中部,將圓環工件劃分為中間密,再逐漸向兩邊變疏的網格。
2.4 接觸條件處理
采用經典庫倫摩擦模型分別來描述滾壓過程中,驅動輥、芯輥和導向輥與工件之間的摩擦關系。在模擬計算中設定驅動輥、芯輥和導向輥與工件的摩擦系數分別為0.4、0.25和0.08。
3 模型可靠性驗證
3.1 理論評估
為了解決上述關鍵技術,建立了該成形過程的有限元模型,如圖3所示。模擬條件為驅動輥轉速30 rad/s,芯輥在下壓過程中下壓一定距離,保持一定時間讓工件轉動一圈及以上,反復這樣的動作直到下壓到所要求的距離,其余導向輥只能繞其中心軸轉動,整個滾壓過程為80 s,設定質量放大因子50 000,采用ABAQUS/Explicit模塊中求解獲得的動能與內能之比曲線和變形材料動能曲線來說明本模型的計算結果的可靠性和穩定性。如圖4所示,成形約16 s后動能與內能的比值處于0.1以下,其后都保持較小值不變。以上說明本模型的質量放大因子的大小選取合適,計算結果在理論上是可靠和穩定的。
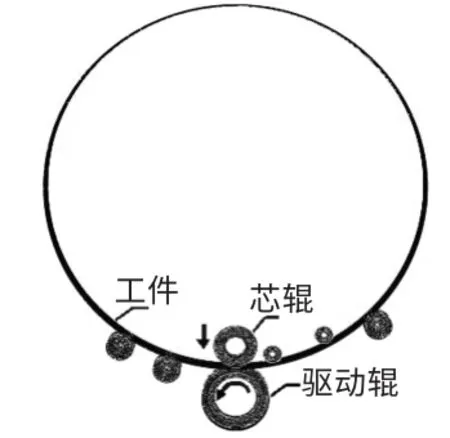
圖3 有限元模型
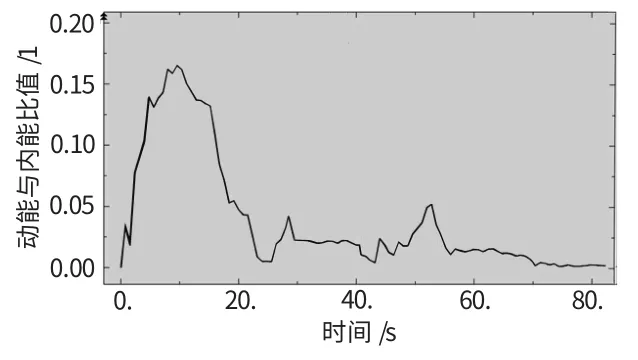
圖4 動能與內能之比
3.2 實驗驗證
圖5所示為圓環工件滾壓過程完成后所獲得的U形環與實驗所獲得的U形環截面對比圖,從圖中可知模擬結果和實驗結果十分吻合。
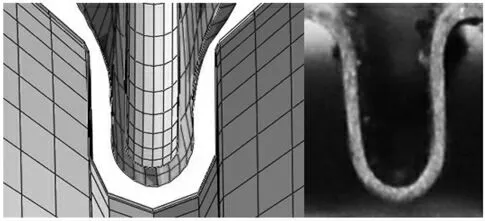
圖5 模擬最終獲得的U形截面與實驗結果對比
4 塑性變形場的分析
圖6(a)所示為芯輥下壓1.25 mm時工件的等效塑性應變場分布。從圖可知,隨著芯輥下壓量的增加,工件兩邊向上翹起更加明顯,截面形狀近似成“V”形分布。圖6(b)所示為芯輥下壓2 mm時工件的等效塑性應變場分布。從圖可知,伴隨著芯輥下壓量的增加,工件兩邊向上翹起更加嚴重。由于工件薄板受壓應力在失穩前在薄板厚度方向的主應力為一壓一拉的平面應力狀態,隨著芯輥下壓量的增加,壓應力增大,薄板出現失穩,最后導致邊緣開始起皺,如圖6(c)所示。
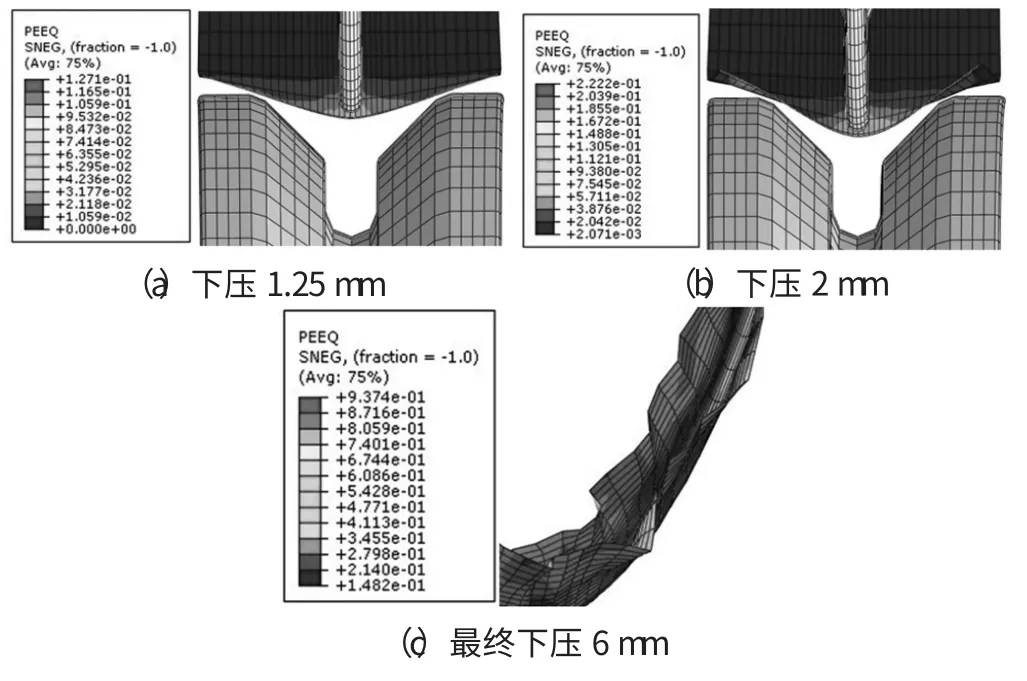
圖6 不同芯輥下壓量的等效塑性變形云圖
5 結束語
本文建立了U形環滾壓有限元模型,通過對該模型所具有的特點以及模擬所得塑性變形場的分析,得到如下的結論:
(1)試驗成功地實現了U形環滾壓全過程的仿真,解決了U形環滾壓成形有限元建模仿真的關鍵技術。
(2)仿真所獲得的U形環與實驗所得到的U形環截面十分吻合。
[1]肖大志,樊興華,楊成林.薄壁環形零件滾壓成形研究[J].材料科學與工藝,2006,14(8):1555-1562.
[2]王慧玲,于忠奇,李淑慧.輪輞輥壓成形過程的有限元模擬[J].機械設計與研究,2008,24(6):72-73.
[3]曾 國,來新民,于忠奇,等.多道次輥彎成形數值仿真研究[J].上海交通大學學報,2007,41(10):1598-1602.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
