模具復雜曲面數控方法探討
2013-06-17 08:13:12江蘇遠宇電子集團公司蔡偉榮
金屬加工(冷加工)
2013年9期
江蘇遠宇電子集團公司 蔡偉榮
下蓋板是手機內揚聲器模組的重要零件,對模組內各零件有固定與支撐作用,由于手機向著小巧、輕便、新穎、時尚的方向發展,因此模組下蓋板尺寸也受到了嚴格限制,而且模組下蓋板尺寸還影響著揚聲器的性能。
1.下蓋板型芯加工工藝分析
隨著CAD/CAM數控加工等先進制造技術的不斷發展,模具設計與制造行業正發生著深刻的技術革命,模具供應商必須緊跟潮流應用先進的制造手段,才能滿足客戶對產品多變、快速的要求,現今模具型腔多為復雜曲面構建,本文下蓋板型芯數控加工就是一例,為縮短產品的交付時間,下蓋板的實體模型由外部數據直接導入,避免加工過程中產品的二次建模。為了在模具研發速度及制造質量方面滿足客戶需求,下蓋板型芯如圖1所示,全部由加工中心銑削成形,下蓋板型芯數控加工時,首先根據型芯的特點確定加工內容,參照圖樣尺寸及公差選擇合適刀具,然后確定切削用量、刀具走刀路徑、設置切削參數。
2.下蓋板型芯的數控加工
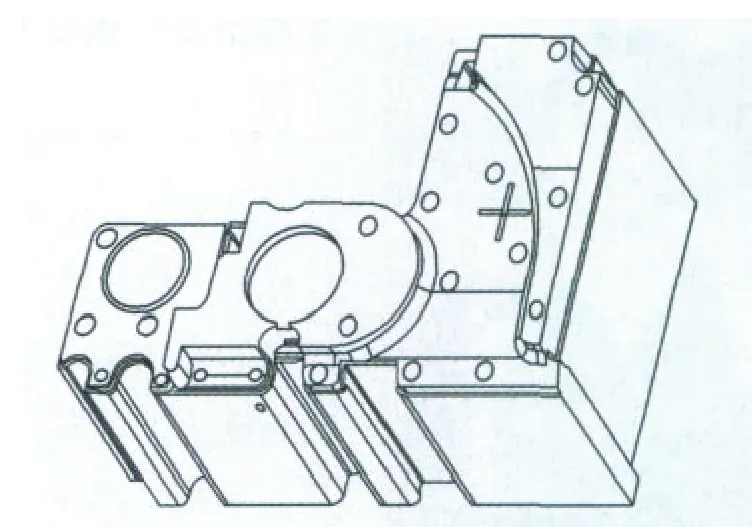
圖1
為保證型芯的尺寸要求和表面質量,型芯的數控加工機床選用龍門式立柱結構的V56i型MAKINO機床,刀柄選用錐部與主軸端面同時接觸的HSK-A63空心刀柄,刀具選用硬質合金銑刀,曲面編程時須先隱藏中間小孔,刀具走刀軌跡中的掃描類型選用連續走刀類型,為得到較好的零件表面質量,切削液選項必須選用噴淋霧。設定各參數后進行電極刀具軌跡模擬,各程序經檢驗確認準確無誤后進行后置處理,以生成數控機床識別的CNC代碼文件。……
登錄APP查看全文
