OKUMA數控系統參數變量在孔加工中的應用
2013-06-17 08:13:28中國人民解放軍總后勤部建筑工程研究所西安710032張少飛
金屬加工(冷加工)
2013年9期
中國人民解放軍總后勤部建筑工程研究所 (西安 710032) 張少飛 張 力
我們承擔新產品開發和試制任務過程中發現,新產品的研發試制通常是一個不斷改進、不斷變化更新的過程,后一次往往是在前一次設計基礎上局部發生更改,如:僅僅改變了一個孔的位置或者大小,移動了一個凸臺或一個沉孔的位置。在數控機床加工中,對于小孔的加工還好辦,但對于φ40mm以上甚至φ100mm以上的大孔、軸承孔,如果沒有相應的粗鏜刀和精鏜刀,加工起來就非常麻煩,如果購買刀具,成本又非常高,購買刀具也大大延長了產品開發和試制的時間。針對這種情況,結合我們使用的北一大隈臥式加工中心機床(型號:MAR-500/630H),我們編制了一個簡單的子程序,在內孔和臺階孔加工中,得到了很好的應用,既節省了刀具成本,縮短了產品試制時間和周期,而且還降低了因每次圖樣更改而造成的編程出錯率。
舉例:有如下一個產品(支架,材質ZL101),孔加工部位很多,圖形簡化后主要尺寸如附圖所示。
圖中5個位置的大孔,無預鑄孔,我們的加工方法是,用φ27mm鉆頭預先鉆通,然后用φ36mm加長高速鋼銑刀插銑到φ36mm,順便用φ36mm銑刀粗銑所有無公差孔成,有公差孔銑后留0.5mm余量,最后用φ20mm硬質合金銑刀精銑所有公差孔成,不用計算機編程,三把刀加工完所有孔!程序如下:
…
N1500T11M6 (φ27mm鉆頭)
N1505G0 G90 G15H1 X-184.6 Y102.1 (φ58mm孔)
N1510S700 M3
N1515G56 H11 Z100.M8
N1520G71Z50
N1525Z5
N1530G81 Z-25 R5 F350M53
N1535X-100.5Y44.5 (φ42mm孔)
N1540X0 Y0 (φ60mm孔)
N1545X26 Y92 (φ72mm孔)
N1550X6Y164.1Z-35 (φ45mm孔)
N1555G80M9
N1560G00Z800M5
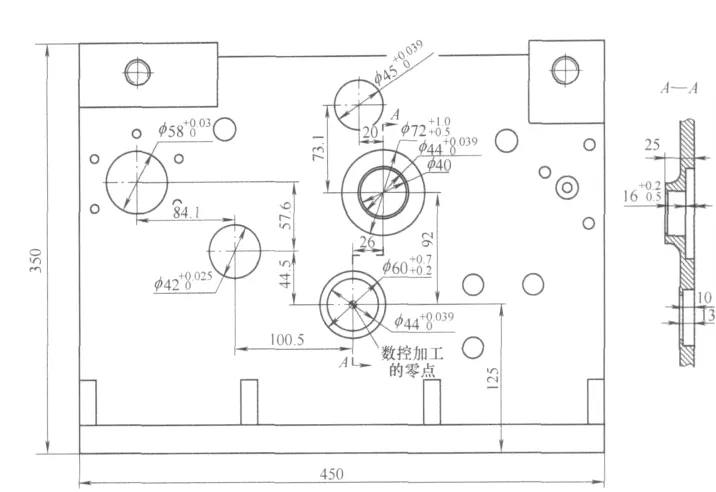
支架圖
N1565M01
N1570T1M6(φ36mm高速鋼銑刀)
N1575G0 G90 G15H1 X-184.6 Y102.1(φ58mm孔)
N1580S500 M3
N1585G56 H1 Z100.M8
N1590G71Z50
N1595Z5
N1600G81 Z-20 R5 F200M53
N1605X-100.5Y44.5(φ42mm孔)
N1610X0 Y0(φ60mm孔)
N1615X26 Y92(φ72mm孔)
N1620X6Y164.1Z-30(φ45mm孔)
N1625G80M9
N1630G00Z350
N1635( 依次開始粗銑各孔)
N1640 G0 G90 G15H1 X-184.6 Y102.1(φ58mm孔)
N1645S700 M3
N1650G56 H1 Z50.M8
N1655Z-50
N1660VC9=1(18 半徑補償)
N1665VC10=150(F 進給速度)
N1670VC11=-184.6(X 坐標)
N1675VC12=102.1 (Y 坐標)
N1680VC13=57.5/2(孔半徑值)
N1685CALL O7(銑孔子程序)
N1690G0Z100
N1695X-100.5Y44.5(銑φ42mm孔)
N1700Z-50
N1705VC9=1(18 半徑補償……
登錄APP查看全文
猜你喜歡
中學生天地(B版)(2022年9期)2022-11-01 03:29:40
中國漫畫(2022年3期)2022-04-19 12:59:10
家教世界·創新閱讀(2021年6期)2021-08-23 06:58:17
家教世界·創新閱讀(2021年5期)2021-06-24 14:09:11
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
現代語文(教學研究)(2014年10期)2014-09-25 11:05:09
