成形磨齒根部燒傷問題與解決
2013-06-17 08:12:50大連橡膠塑料機械股份有限公司遼寧116033王德旭張博超
金屬加工(冷加工) 2013年5期
大連橡膠塑料機械股份有限公司 (遼寧 116033) 王德旭 張博超
隨著制造業的發展,齒輪加工越來越多,并且隨著重載、靜音、長壽命的要求,對齒形加工精度和耐用度有了前所未有的高要求,原有的軟齒面、中硬齒面逐漸調整為滲碳淬火齒面,硬質合金滾刀精刮的工藝也逐漸被磨齒代替。磨齒的方法有展成法、馬格法、蝸桿法、成形法。其中成形法在近十年左右被大量采用,特別是對大中型模數齒輪、齒輪軸上,更是得到了大力發展,風電和工程機械成了有力的推手,各大公司也相繼推出了自己的成形磨設備。
我公司是最早引進成形磨設備的廠家之一,至今已經有十年的應用歷史,約每隔兩年采購一臺,見證了成形磨齒技術的發展。成形磨齒適應范圍廣,加工效率高,設備簡單,可以加工漸開線齒形、矩形齒形、圓弧齒形,可以加工直齒、斜齒、鼓形齒,也可以加工內齒、外齒、端面齒等。只需要調整程序和適當更換附件即可。
成形磨齒在擁有眾多優勢的同時,有一項最大的問題,特別是在磨漸開線齒形時,在齒形的根部容易出現燒傷。這種燒傷的趨勢隨著齒根部壓力角的減少在急劇增加。這與漸開線的生成原理和成形磨削的原理有直接關系。漸開線是從基圓展開,壓力角從0°逐漸增大,齒根部的壓力角是0°或接近于0°,分度圓處是公稱壓力角,到齒頂繼續加大。成形磨是將砂輪修整成與目標齒槽形狀基本一致的形狀,再通過徑向進刀將齒槽的加工余量磨掉,這樣一來,在砂輪做一定量徑向進給的時候,齒面上各點的法向進給量會不一樣,是隨壓力角變化的。如圖1所示,齒形的根部會先接觸到砂輪的尖部,這一現象是影響成形磨齒加工效率的一項重大問題,由于粗加刀具形狀和滲碳淬火變形的影響,經常出現齒頂過早與工件接觸的現象,不得不在磨齒時,從齒槽較淺的地方開始磨削,等于將加工余量無形之中加大了許多。由于砂輪尖部過早地參與加工,會發現新修整好的砂輪,總是尖部開始變黑,開始磨鈍,這就給齒根部燒傷埋下了隱患。這一點并不是最關鍵的,由于成形磨齒需要將砂輪打磨成始終與目標齒槽基本一致的形狀和尺寸,這就決定了只能采用徑向修整,這一方式是致命的。
徑向修整與徑向進給磨削有著相同的問題,但存在更加嚴重的問題。由于壓力角的不同,相同徑向修整量的情況下,砂輪尖部的法向修整量相對砂輪根部修整小的多。如果壓力角為0°的話,基本上就是修整不到。又由于砂輪尖部過早就開始參與磨削,并且伴隨整個加工過程,尖部一直在工作,但被修整的量較小,不能及時地將已經磨鈍的磨料修整出有效加工刃口。磨削過程中這種問題一直存在,并持續惡化——越是不參加磨削的,越是被良好地修整,越是修整不到的越是一直在磨削。這一問題是成型磨齒加工時刻存在的,在冷卻不良或是工作變形沒有先期被發現和處理或是淬火表面存在硬度高、應力不正常等因素刺激下,就會出現齒形根部燒傷。燒傷的面積與誘發因素的嚴重程度有關,表現多為沿齒向在齒根部5~10mm寬的一條變黃或變黑的區域。
解決這一問題的方法首先是從上文提到的一些事項著手(想要使用成形磨,就要接受這一原理),下面逐一列出:
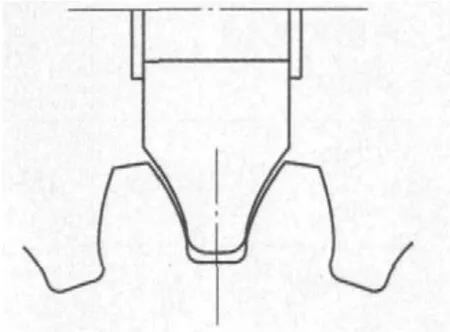
圖1
(1)做好淬火前粗加工,盡最大可能將齒形控制好,以便在磨齒時,可以減少齒根部對磨削的影響。
(2)做好滲碳淬火,通過均勻的滲層和淬火冷卻,得到一個變形最小的磨齒毛坯。
(3)通過仔細嚴格地找正(通常建議利用設備的測頭逐齒進行找正,并且分上、中、下三個截面或上、下兩個截面,將找正的位置盡可能移向齒根部一些,而不是在設備默認的分度圓附近),發現零件的變形規律,以便調整實際加工的砂輪起刀位置,并在實際加工時,再讓出一定的安全余量,這樣做的代價就是增加了磨齒時間,增大了砂輪非生產性消耗。
(4)適當調整磨削參數,對于齒根部壓力角小的齒形,減少進給量,增大修整量,減少修整間隔。
(5)增加冷卻油壓力和流量,并且調整好噴油管,可以有效地冷卻齒根部,同時可以增加沖洗油管,將殘存在砂輪尖部的切屑及時沖出來,防止砂輪氣孔被堵塞而增加磨削熱。
(6)在磨齒之前,通過配對齒輪的計算,如圖2所示,算出各自的理論漸開線起始點R1、R2,利用計算出的數值來決定磨齒深度,而不是簡單的確定為2mn(模數)深或從基圓開始。通常實際漸開線起始點直徑一般比計算值小1~3mm(根據模數大小),同時要在理論齒頂圓開始做0.5~2mm的倒圓(根據模數大小),配對齒輪同樣處理,這樣可以確保磨削深度最淺(甩掉了小壓力角部分不磨),而又不會出現齒頂與齒根干涉,有效避免齒根部小壓力角問題。當然這種做法有一定的危險存在,如果其中一個齒輪變形特別大或余量特別大,齒根部殘留的加工余量仍有可能會在嚙合中產生干涉,需要在磨齒時適當增加砂輪切入深度,在齒根部形成較大的圓弧,避免與配對齒輪齒頂干涉。
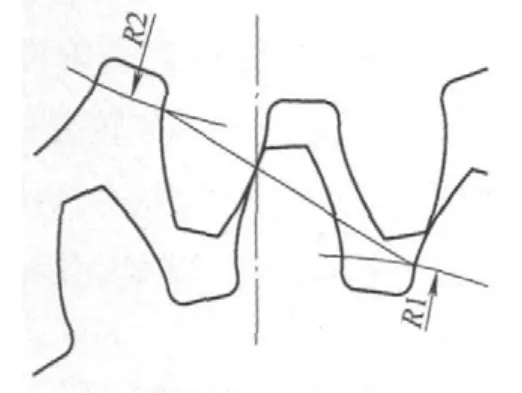
圖2
通過有效控制漸開線起始點是一個較好的控制辦法,大部分的齒輪均不會使用到2mn的有效齒面。對于部分容易出現齒根燒傷的齒輪,有效齒面深度會在1.5~1.7mn,這一方法經我公司的試用,證明是有效的,也是最可行的。
成形磨齒在漸開線齒形加工中存在原理上的先天不足,控制漸開線起始點的本質是減少小壓力角對加工的影響,盡量得到一個法向進給量均勻的磨削狀態。基于這一原理,還有另外一種解決方案,如圖3所示,除了把小壓力角甩掉不磨外,還可以通過把齒面旋轉一定的角度,把小的壓力角也變成足夠大的角度,減少法向上的差異。通過對稱布置的兩片砂輪,也可以實現雙齒面磨削,并且這一做法還可以大大減小砂輪的厚度,可以使用薄的砂輪來磨削大齒槽寬度齒形,可以極大節省砂輪消耗的費用。這種做法可以避免首先磨削齒根部,也可以有效減少實際的磨削余量,極大地減少走刀磨削時間。但這種方法需要設備支持,了解這一點后,可以在以后采購設備時有的放矢。
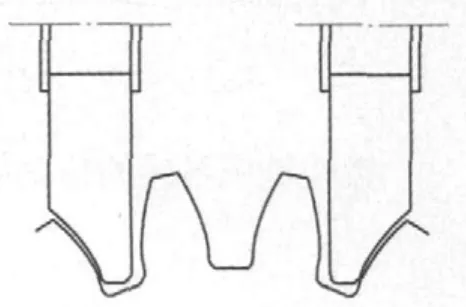
圖3
