HXN5型連桿基準面加工裝備的研制
2013-06-17 08:12:48中國南車集團戚墅堰機車有限公司江蘇常州213011王化清
金屬加工(冷加工) 2013年5期
中國南車集團戚墅堰機車有限公司 (江蘇常州 213011) 王化清
HXN5型連桿是GEVO16型柴油機的重要零件之一,它把活塞和曲軸聯接起來,將作用在活塞上的燃燒氣體壓力傳給曲軸輸出扭矩。連桿在工作中受到交變應力的作用,因而連桿的主要受力部位容易產生疲勞破壞,連桿的損壞會產生嚴重的后果,所以連桿的機械加工精度非常重要,它直接影響著柴油機的正常運轉和功能發(fā)揮。
而連桿外形不規(guī)則,加工精度要求又很高,連桿直接在加工中心設備上加工難以定位與夾緊,根本無法實現連桿的機械加工,因此為確保連桿的加工質量和提高生產效率,針對連桿每道工序的加工特點設計合理的專用夾具是必不可少的,而連桿基準面的選擇和加工是保證連桿最終加工精度的重要環(huán)節(jié)之一,本文就連桿基準面加工夾具的研制過程進行介紹。
1.連桿第一工位基準面加工夾具的研制
(1)第一工位基準面加工工藝 連桿從毛坯加工至成品期間要經過十多道加工工序,故反復定位夾緊的次數很多,為減少多工位反復定位時基準轉換而帶來的定位誤差,因此在滿足連桿定位基準與設計基準一致的前提下,盡可能選用多工位公共基準作為定位基準。所以選用連桿的大頭平面和小頭平面作為公共基準的主要定位基準平面,再選用連桿大頭側平面和連桿小頭側平面小頭端面為公共基準的輔助定位基準平面。
該工序主要加工內容:連桿大頭基準平面→連桿小頭基準平面→連桿大頭側面基準a,大頭側面檢測基準b→連桿小頭側面基準c、端面基準d→這些加工平面作為連桿后續(xù)加工的公共定位基準平面(見圖1)。該工序在立式加工中心設備上再配置本專用裝備便可完成所需加工內容。
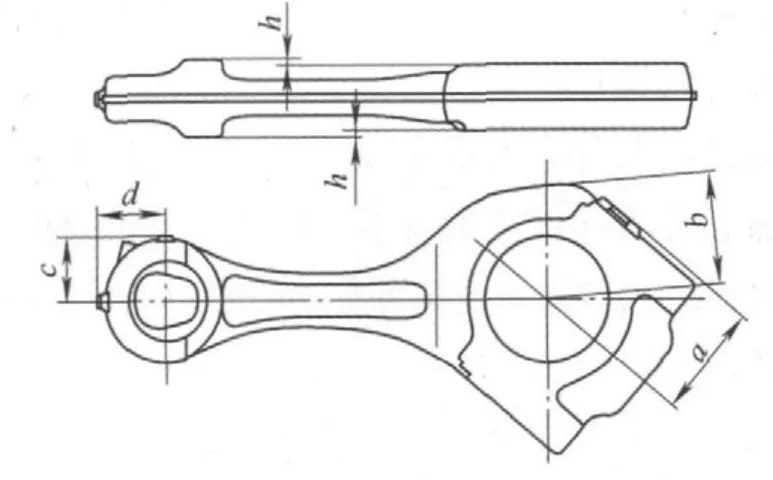
圖1 連桿公共基準面示意圖
(2)夾具的研制 夾具總體設計思路:將連桿水平放置在夾具上,以連桿的未加工過的毛坯大頭平面與小頭平面作為連桿的平面定位,限制連桿的三個自由度;再以連桿大頭毛坯內孔及小頭毛坯內孔作定位限制連桿的另外三個自由度(見圖2)。

圖2 連桿第一工位基準面加工夾具
平面定位結構,考慮到連桿大頭、小頭平面為毛坯面又作為主定位基準平面,兩毛坯平面之間還存在高度差h,因此平面定位條件差,定位面的誤差會給加工精度帶來直接影響。故采用三點平面接觸再加可調輔助支承,三點平面接觸便于進行必要的調整,以保證其達到最佳的定位精度;可調輔助支承可提高平面定位的穩(wěn)定性。在連桿大頭處設置兩小塊平面定位塊,在連桿小頭處設置一小塊平面定位塊。連桿大頭小頭平面定位塊的高度差為h。在連桿未安裝在裝備上前,先在專用檢測平臺上測出連桿三個定位點高度差的數值,并配置相應厚度的墊片,將墊片放在對應的裝備平面定位塊上以達到調整平面定位的目的。
連桿大頭內孔定位結構:連桿大頭內孔也是毛坯面,故設計四個可調支承用于定位,大頭的定位可以由兩種方案實現:方案一,設計大頭校對樣板,并將樣板在裝備上定位,分別調整四個支承釘通過校對連桿大頭外形與樣板MN邊位置的一致性,從而確定連桿大頭的定位(見圖3);方案二,在可調支承塊上設計一基準面,通過調節(jié)四個支承釘再測量該基準塊至連桿大頭側面的L 尺寸達到設定的工藝尺寸,同樣可以確定連桿大頭的定位(見圖4)。

連桿小頭定位結構:連桿小頭側面處設計兩個可調支承,用于連桿小頭的定位,連桿小頭的定位也有兩種方案:方案一,將連桿小頭壓板與壓緊螺柱設計為小頭校調的基準件,壓板放置在小頭孔的上平面上,通過調節(jié)兩個可調支承,以基準件(壓板)的長度來校調小頭外圓,確定連桿小頭的定位(見圖5);方案二,將小頭壓板平面壓緊在孔內平面上,以壓板外圓為基準校調小頭內孔,從而確定連桿小頭的定位(見圖6)。以上結構完成了連桿在裝備上的定位。
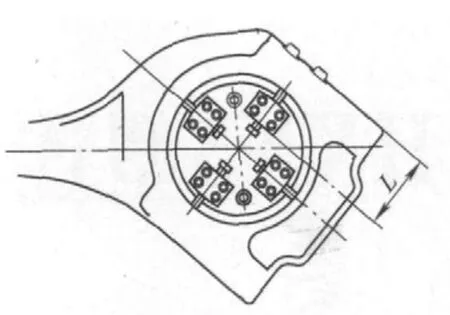
圖4 用測量法確定大頭定位
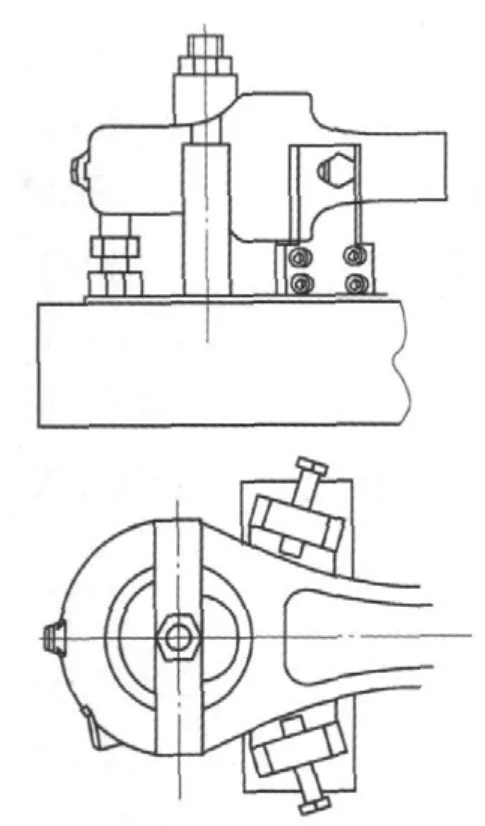
圖5 校調小頭外圓定位
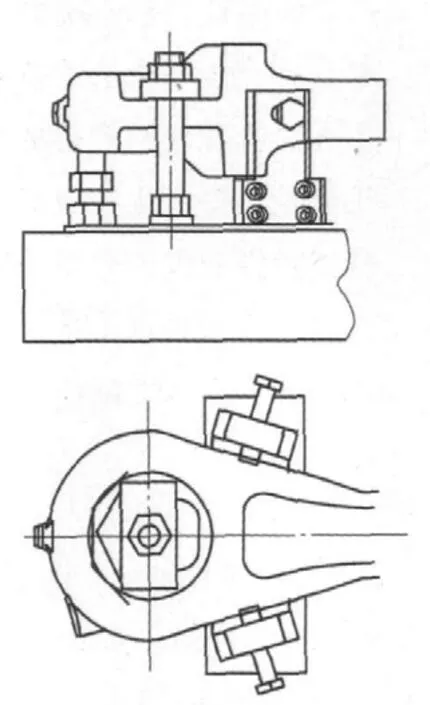
圖6 校調小頭內孔定位
連桿的壓緊結構:合理布置三塊壓板,以確保連桿受到均勻的壓緊力,銑削連桿平面時不產生振動及變形。在連桿大頭非加工面位置處設置兩塊壓板,在連桿小頭內孔中設置一塊壓板。由于連桿壓緊點與定位面不在同一垂直線上,所以在壓緊力作用時連桿體會受到扭力而產生壓緊變形,常規(guī)的解決方案是在三塊壓板壓緊點的對應位置處設置三個壓緊可調支承以防止壓緊時變形的產生,但是僅憑經驗調節(jié)可調支承與連桿底面接觸,有可能將連桿頂起而與定位面分離,也有可能可調支承頂面還沒有與連桿底面接觸,由此可見,將可調支承調節(jié)至臨界的狀態(tài)很難做到。為了使可調支承的調節(jié)有定量可靠的直觀顯示,在連桿大頭平面小頭平面處分別放置一只百分表(見圖7),此時再分別調整可調支承,同時再觀察百分表數值的變化,確定可調支承與連桿底面接觸后再分別壓緊連桿,此時繼續(xù)觀察百分表顯示是否有變化,如果有變化說明壓緊時連桿已產生微量的變形,再調節(jié)連桿底部的可調支承使百分表的數值再恢復到壓緊前的數值,以校正連桿的壓緊變形稱之為反變形,此時在可調支承狀態(tài)下壓緊的連桿是不存在壓緊變形的,因而保證了連桿銑削加工完成壓板松開后平面度的要求。

2.連桿第二工位基準面加工夾具的研制
(2)夾具的研制 夾具設計思路:以第一工位已加工的連桿大頭平面和連桿小頭平面作為連桿的平面定位,限制連桿的三個自由度;再以連桿大頭已加工側面基準a作為連桿大頭的定位,及以連桿小頭已加工側面基準c、端面基準d作為連桿小頭的定位,限制連桿的另外三個自由度。連桿側面基準b用作檢測基準,在線檢測前道工序基準面的加工質量。夾具的具體設計過程如下(見圖8):
平面定位結構:以連桿大頭平面和小頭平面作為主基準定位平面,因此其平面度誤差會給定位精度帶來影響,故采用了四點平面接觸,既有利于平面的調整,又提高了平面定位的精度。在連桿大頭處設置三塊定位塊,連桿小頭處設置一塊定位塊,連桿大小頭定位塊的高度差為(10±0.005)mm。
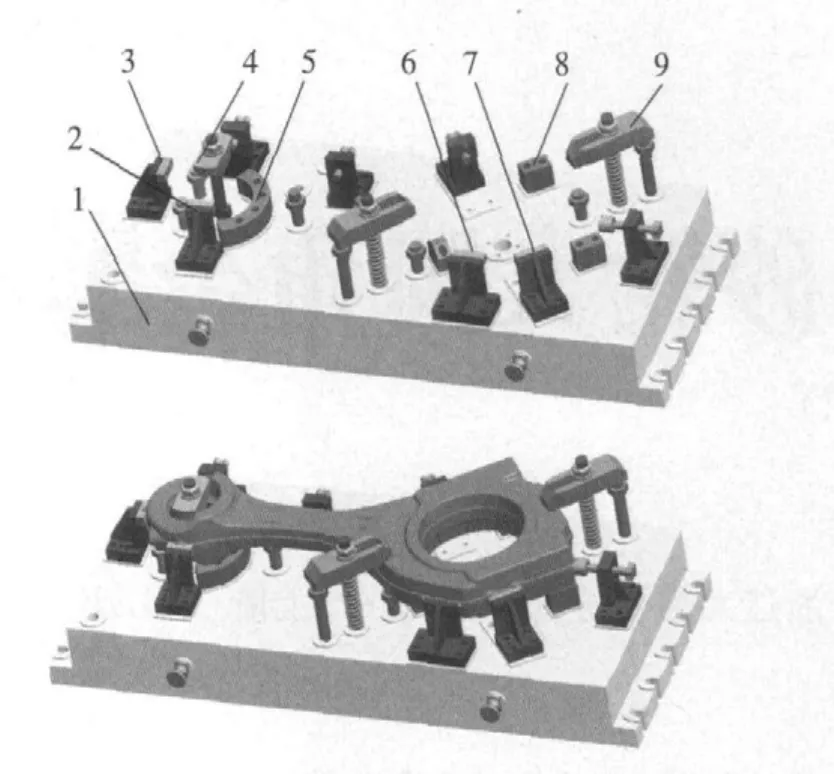
圖8 連桿第二工位基準面加工夾具
連桿大頭定位結構:在連桿夾具大頭處設置一個定位塊,作為連桿側面基準a的定位,并在對應的位置設置可調支承以確保側面定位的可靠性。在裝備大頭處還設置有檢測基準塊,它與連桿側面基準b之間有0.1mm的間隙,每次連桿定位完成后用塞尺及時檢測前道工序基準面的加工質量,以防止批量性質量事故的發(fā)生。
連桿小頭定位結構:在連桿裝備小頭處設置兩個定位塊,作為連桿側面基準c、端面基準d的定位。
由于裝備的三個側面定位尺寸及一個檢測基準的精度要求都很高,并且后續(xù)幾道工序也要使用這四個側面基準,而不同的工裝四個側面基準要做到完全一致是有難度的,所以制作一根標準連桿樣板,它作為所有連桿裝備四個側面基準的組裝校調標準,確保了所有連桿裝備側面基準尺寸的完全一致性。
連桿的壓緊結構設計與第一工位的壓緊結構相同。
3.結語
專用裝備是針對某一產品的一定工序而專門設計的,因而可不考慮其通用性,所以裝備可以設計成結構緊湊,操作方便。筆者在詳細分析了連桿的形狀結構特點的基礎上,結合加工中出現的一些具體技術問題,成功研制了兩套連桿基準面加工夾具,確保了基準面的加工精度,為連桿后續(xù)一系列關鍵的精加工工序的加工提供了可靠的保證。
