重型絲杠加工難點攻關
2013-06-17 08:12:48陜西漢江機床有限公司漢中723003曾永力閆篤政馬宇理
金屬加工(冷加工) 2013年5期
關鍵詞:工藝
陜西漢江機床有限公司 (漢中 723003) 曾永力 閆篤政 馬宇理
前兩年我公司承接了兩根規格為φ 160mm×20mm×8 700mm的重型絲杠(見附圖)。在此之前,公司從未承接過這種大規格的滾珠絲杠及軸類零件的加工,對于此規格的滾珠絲杠,我們首次加工,加工中技術人員與生產工人共同合作,克服了重重困難,對關鍵工序進行了多項技術攻關,終于按期將產品交付給用戶,現將加工中難點攻關總結如下,以供大家參考,若有不妥之處,望多提出寶貴意見。
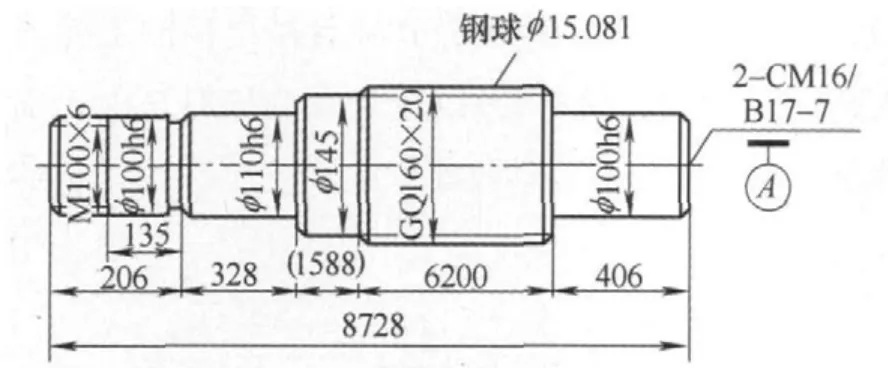
重型絲杠尺寸圖
1.工藝分析
該滾珠絲杠材料采用GCr15軸承鋼,公稱直徑φ160mm,長度8 728mm,導程20mm,按照滾珠絲杠副承載要求,設計采用鋼球直徑15.081mm。加工的難度主要集中在零件重量大,零件重量約1 600kg,直徑大,長度長,導程相對小,選用鋼球大,零件要求淬硬層深,加工中因淬硬層深,對淬硬層深度要求又特別嚴,故熱處理難度大。同時隨著零件重量的增大,外圓及螺紋滾道的加工也成了難題。
2.工藝路線安排
毛坯預處理→粗車→調質→半精車→除應力→精車→淬火→磨削滾珠螺紋外圓及其他外圓→粗加工滾珠螺紋滾道→除應力→半精加工滾珠螺紋滾道→探傷→除應力→中心孔加工→磨削滾珠螺紋外圓→精加工滾珠螺紋滾道→時效→中心孔加工→磨滾珠螺紋外圓及其他外圓→精磨滾珠螺紋滾道。
3.加工難點及主要對策
(1)外磨 本零件精車后總長8.73m、重量達1.7t,屬于大型零件,對外磨來講,大直徑零件的加工,工件的圓度和徑向圓跳動難以保證。外圓磨削的基準中心孔是零件加工的基準,它的好壞直接影響到零件的精度,若基準不好,則零件磨削質量就難以保證。對于如此大的零件,中心孔的精度直接影響著零件的加工精度,要想達到工件圓度小于0.01mm,徑向圓跳動小于0.02mm的工藝要求,關鍵是中心孔的加工,因絲杠直徑大,在中心孔機床上無法進行中心孔的精加工,為保證零件的加工要求,我們在車床上采用多次研磨中心孔逐步提高其精度的方法,加工出符合要求的中心孔,完全保證了后續加工,順利完成了零件的加工,具體方法如下:
加工基準的研磨:由于受粗加工車床自身結構及加工精度的限制,零件粗加工完成后,外圓錐度、圓度誤差較大,同時利用中心鉆直接加工的中心孔精度不高,若工件直接上外圓磨床磨削,外圓的圓度誤差將直接復映到工件上,造成加工后的工件外圓圓度誤差大,后道工序無法加工。針對這一情況,增加加工基準的研磨工序,先對支撐外圓進行拋研。拋研中,嚴格控制幾個支撐外圓尺寸一致性在0.01mm之內,圓度公差在0.005mm之內,表面粗糙度值Ra=0.2μm。然后對中心孔進行精研,中心孔的研磨在CW6163×10m車床上進行。研磨之前搭中心架于支撐外圓處,校正各基準外圓的上母線、側母線在0.02mm以內,搭中心架控制各支撐外圓處跳動在0.01mm以內,開始精研兩端中心孔。
外圓磨削:外磨在M K1450×10m磨床上進行。改變外圓支撐方式,加工采用兩頂尖上活,工件裝到機床后,中心架支撐在原研磨位置,校準拋研后的外圓母線在控制范圍內,再磨出其他支承外圓至工藝要求尺寸,移動中心架到所磨位置,重新校正母線至要求,進行外圓的磨削。如此多次重復以上步驟,逐步提高加工精度最終將絲杠外圓加工在工藝要求范圍內。
(2)螺紋滾道的加工 絲杠設計采用φ15.081mm的鋼球,考慮到熱處理工藝及設備,工件采用整體淬火工藝后加工螺紋滾道,螺紋滾道的粗加工,若在螺紋磨床上磨削加工,單邊加工余量7mm左右。加之螺距20mm,圓弧R8.37mm,磨削過程中,砂輪接觸面積大,散熱不好,絲杠發熱厲害,極易產生磨削燒傷、磨削裂紋,導致螺紋滾道磨削退火,硬度降低,產生報廢。為了改善螺紋磨床磨削螺紋的不足,保證產品質量及按期執行合同。我們利用近幾年摸索的螺紋加工新方法,在10m車床上大膽采用CBN刀具進行硬車削加工螺紋代替磨削加工的方法,順利完成了螺紋滾道的粗加工及半精加工、底徑開槽、齒頂倒角等工序。具體如下:
對10m車床進行加工前的改造:①冷卻水路改造。因絲杠過長,不能懸空車削,要增加中心架,原有一路水管不夠用。在此基礎上,再增添一個冷卻泵,裝三通管,增加了兩路水管,這樣中心架支頭的冷卻、潤滑問題就解決了。②床頭箱交換齒輪及花鍵套軸承的改進。由于絲杠自身重量太大,絲杠旋轉轉矩過大,花鍵套發熱過快,為防止抱死打齒、導致螺紋爛牙,絲杠梗刀,無法正常連續工作。將花鍵套內孔兩端鏜出,裝上兩組滾動軸承,用滾動代替滑動。
硬車削的準備:①車刀采用立方氮化硼車刀,刀柄采用專用刀柄。②工藝方案采取分層加工螺紋先進行粗加工、最后用專用R成形車刀精車螺紋,車至半精磨尺寸。③滾道車完后,接著車削底徑槽及螺紋的齒頂倒角。
螺紋滾道的精磨及終磨:螺紋滾道的精磨機終磨加工在我廠自行研制的SK7450×100十米數控螺紋磨床上進行,在螺紋精磨前我們對中心孔進行了精細研磨,中心孔研磨后,在十米外圓磨床上對工藝的輔助基準——滾道外圓進行了精密磨削,磨削結束后,安排熱處理工序、消除磨削應力、重新精研中心孔及工藝輔助基準——滾道外圓的精密磨削,最后進行螺紋的終磨。
前道工序加工質量的重視,熱處理工序的合理安排,磨削工藝參數的合理選用,加之在螺紋滾道的精加工及終加工中又采取了一些相應的措施,最終成功完成了螺紋的精加工,保質保量的給用戶交了貨。
4.結語
加工重型滾珠絲杠雖然存在一定的工藝難度,但只要我們發揚三結合精神,想辦法、在生產實踐中不斷創新,勇于尋求解決問題的方法、思路,并付諸于實踐,一切問題均會得到解決。通過以上重型滾珠絲杠的加工,摸索出了一套利用我廠現有設備加工重型滾珠絲杠及大型軸類零件中心孔、外圓磨削、螺紋加工的經驗,為我廠承接重型滾珠絲杠及大型軸類零件的加工奠定了基礎。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
