碳鋼和奧氏體不銹鋼管道焊接焊材選用分析
2013-06-01 09:28:58鐘文彬
化工裝備技術 2013年3期
關鍵詞:不銹鋼
鐘文彬
(上海華誼建設有限公司)
化機制造
碳鋼和奧氏體不銹鋼管道焊接焊材選用分析
鐘文彬*
(上海華誼建設有限公司)
對某管道在安裝監督檢驗中發現的異種鋼焊接焊材選用問題進行了討論和分析,提出了合理的異種鋼焊材選用方法。碳鋼與奧氏體不銹鋼焊接選用25-13型焊材是比較適宜的。建議作出規定,在氧氣管道異種鋼焊接時不得選用18-8型焊材;對采用18-8型焊材焊接的在用氧氣管道異種鋼焊接接頭加強在用監檢力度,以保證氧氣管道的安全運行。
碳鋼 奧氏體不銹鋼 焊接 焊材 氧氣管道
0 前言
GB 16912—1997《氧氣及相關氣體安全技術規程》對各種材質管道中不同工作壓力下的氧氣最高允許流速進行了限定。目前我國冶金行業鋼鐵企業中氧氣管道的工作壓力普遍在0.1~3.0 MPa范圍內,其碳鋼管道最高允許流速規定為15m/s,不銹鋼管道最高允許流速規定為25 m/s。氧氣管道是鋼鐵企業最重要的壓力管道之一,危險性較大,曾發生因各種原因導致氧氣管道瞬間燒損的重大事故。因此,我國各大鋼鐵設計研究院對于最高流速接近15m/s的氧氣管道,在變徑、三通、彎頭處均采用不銹鋼管件,而直管段則仍為碳鋼無縫管。這樣在投資費用增加不多的情況下,安全系數可大大提高,取得事半功倍的效果。但氧氣管道采用碳鋼與不銹鋼材料,隨之而來就產生了異種鋼焊接的問題。
近年來,在冶金行業鋼鐵企業壓力管道安裝監督檢驗中,就發現對于異種鋼的焊接施工圖紙及其技術說明都存在一些問題。例如,某鋼鐵設計研究院規范性文件 《氧氣管道施工說明》規定,碳鋼與不銹鋼焊接采用氬弧焊,焊絲材料采用H0Cr19Ni9或308等,這種選材顯然是不合適的。本文對氧氣管道異種鋼焊接材料的選用進行討論和分析,以期引起各鋼鐵設計研究院、安裝單位和監督檢驗單位的重視,做到合理選用焊材,保證氧氣管道的安全運行。
1 焊接特點和焊材選用原則
1.1 碳鋼與奧氏體不銹鋼的焊接特點
由于兩種材料在化學成分、金相組織、物理性能及力學性能等方面有較大差異,因此在焊接時會產生一系列困難。為保證焊接質量,必須考慮以下一些問題。
1.1.1 稀釋和熔合區的塑性降低問題
(1)焊縫金屬的稀釋
在異種鋼的焊接過程中,由于基體金屬的熔化而使焊縫金屬受到稀釋。
(2)熔合區的塑性降低
異種鋼焊接時奧氏體焊縫金屬中靠近熔合線存在一個窄的低塑性帶,低塑性帶的化學成分和組織均不同于焊縫的其它部分,寬度一般為 0.2~0.6 mm,位置在熔合區中靠近熔合線的邊緣。熔合區的寬度隨使用的焊條種類不同而異。用0Cr19Ni9焊條焊接低碳鋼時,熔合區的寬度馬氏體區為50 μm,馬氏體+奧氏體區為100μm。用Cr25Ni20焊條時,馬氏體區為10μm,馬氏體+奧氏體區為25 μm[1]。用Cr25Ni13焊條時,馬氏體區和馬氏體+奧氏體區寬度均介于上述二者之間。熔合區中低塑性馬氏體組織的存在會明顯地降低接頭的沖擊韌性。
1.1.2 碳的擴散遷移
在焊接、熱處理過程中,或長期處于高溫環境中,碳鋼與奧氏體不銹鋼界面附近會發生反應、擴散而使碳遷移,結果在碳鋼一側形成脫碳層發生軟化,奧化體不銹鋼一側形成增碳層發生硬化。
1.1.3 接頭殘余應力
焊接時除因局部加熱引起焊接應力外,還由于兩種材料的線脹系數不同和奧氏體鋼的導熱性差等原因,產生較大的焊接殘余應力。當接頭處于交變溫度下時,由于形成熱應力或熱疲勞,因此沿著碳鋼與奧氏體不銹鋼的焊接界面會產生裂紋。
1.2 焊材選用原則
選擇焊接材料時,必須充分考慮異種鋼焊接接頭的使用性能、稀釋作用、碳遷移、熱物理性能、焊接應力和抗熱裂性能等一系列問題。
一般情況下,選擇焊接材料時可以根據舍夫勒組織圖按熔合比估算純奧氏體或奧氏體加少量一次鐵素體組織的焊縫成分。由于碳鋼母材的稀釋作用,18-8型焊接材料不可能滿足要求,25-20型焊接材料又可能因單相奧氏體組織而容易產生熱裂紋,所以采用25-13型焊接材料通常是比較合適的[2]。
2 異種鋼焊接工藝評定
現將部分冶金安裝單位的碳鋼與奧氏體不銹鋼焊接工藝評定有關數據作一簡要匯總,如表1所示。
3 討論和分析
以上僅隨機羅列了一小部分冶金安裝單位的碳鋼與奧氏體不銹鋼焊接工藝評定簡要數據。根據這些數據,可以就以下一些問題展開討論和分析。
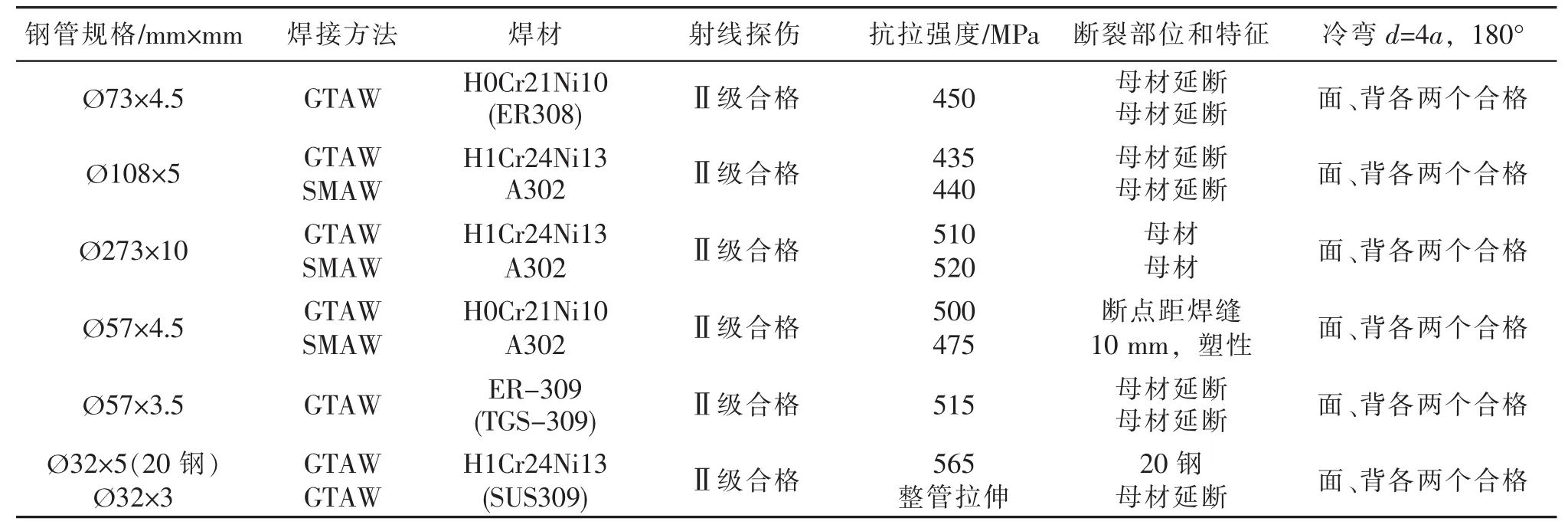
表1 部分冶金安裝單位的碳鋼與奧氏體不銹鋼焊接工藝評定數據
3.1 焊接工藝評定的局限性
焊接工藝評定僅反映了異種鋼焊接接頭的力學性能數據。因此,粗略地來看以上焊接工藝評定均是合格的。但實際上,對于異種金屬焊接接頭深入研究的方法還有很多種,常用的方法還有金相分析和電子顯微鏡分析、顯微硬度測定、高溫和低溫下的力學性能測定等,如果采用兩種或兩種以上測定方法結合起來,才能較全面地判定接頭的疲勞強度和蠕變性能。
(1)由于氧氣管道是在常溫狀態下運行的,20鋼+0Cr19Ni9的焊接工藝評定無沖擊韌性考核要求,因此掩蓋了采用0Cr21Ni10(308)18-8型焊絲焊接接頭熔合區的馬氏體區和馬氏體+奧氏體區寬度明顯大于采用1Cr24Ni13(309)25-13型焊絲焊接接頭熔合區的弱點。熔合區的寬度越寬,沖擊韌性就越低。
(2)焊接工藝評定不要求金相分析和電子顯微鏡分析。 如經金相分析, 采用 1Cr24Ni13和0Cr21Ni10焊絲焊接接頭熔合區的馬氏體區和馬氏體+奧氏體區誰寬誰窄將一覽無遺。
(3)焊接工藝評定不要求顯微硬度測定,因此采用 1Cr24Ni13焊絲焊接接頭熔合區硬度低于0Cr21Ni10焊絲焊接接頭熔合區硬度的優點也不能顯現。
3.2 焊材的選用
從表1可以看到,焊條牌號選用基本一致,且是合適的25-13型A302焊條;焊絲選用有所不同,部分選用不合適的18-8型0Cr21Ni10焊絲,這是一個必須注意的嚴重問題。
通常,碳鋼與奧氏體不銹鋼的焊接應注意選用熔合比小、稀釋率低的焊接方法。手工焊條電弧焊(SMAW)的熔合比為15%~30%,手工鎢極氬弧焊(GTAW)的稀釋率受有無填充金屬及焊接工藝條件的影響很大,熔合比可在10%~100%之間波動。過度稀釋時焊縫金屬中將形成脆性馬氏體組織,并有出現裂紋的可能[1]。因此在控制熔合比的同時,選用 Cr-Ni含量高的 25-13型 1Cr24Ni13焊絲比18-8型0Cr21Ni10焊絲來得更為合適。
3.3 壓力管道監檢中應加強相關檢測抽查比例
近年來,壓力管道的管理工作逐步走上正軌,設計、制造、安裝、檢驗等各環節的管理得到加強,實行了許可證制度,各個單位和個人水平參差不齊的局面有所改變,壓力管道的安全狀況得到改善,促進了新建管道的 “優生優育”。表1從一個側面反映出大多數安裝單位已在氧氣管道異種鋼焊接中選用合適的25-13型焊材,個別安裝單位不適宜的選用情況正逐步得到扭轉和制止。但是,我國冶金行業鋼鐵企業在用氧氣管道異種鋼焊接接頭遺留下的先天焊材選用不當的情況,應該引起有關方面足夠的重視。
(1)對于新安裝氧氣管道,在開工資料審定階段,監檢人員應審核圖紙、材料一覽表中是否有異種鋼焊接接頭存在,圖紙技術說明、施工技術說明、施工方案中選用的焊材是否合適。在焊接施工階段,如果是奧氏體不銹鋼同種材料焊接,宜采用18-8型焊絲;與異種鋼焊接,應采用25-13型焊絲,同時要采取交叉立體施工,防止焊材混用。目前,一般在焊絲一端注明鋼號,如未注明應要求安裝單位設法予以區分,可在焊絲一端涂色標加以區別。施焊時要控制好熔合比。
(2)對于采用18-8型焊材的在用氧氣管道異種鋼焊接接頭應加強在用監檢力度,全面檢驗時應增加射線探傷抽查比例;必要時應割管進行各種性能測試,以保證氧氣管道的安全運行。
4 結語
(1)氧氣管道異種鋼焊接焊材宜采用25-13型1Cr24Ni13(或309)焊絲和A302焊條;施焊時要防止焊材混用,并控制好熔合比。
(2)氧氣管道異種鋼焊接時,焊材不宜采用18-8型0Cr21Ni10(或308)焊絲;其焊接接頭熔合區的馬氏體區和馬氏體+奧氏體區較寬,沖擊韌性較低,如控制不當,過度稀釋,焊縫金屬中將形成脆性馬氏體組織,并有出現裂紋的可能。
(3)采用18-8型焊材的在用氧氣管道異種鋼焊接接頭應加強在用監檢力度,全面檢驗時應增加射線探傷抽查比例;必要時應割管進行性能測試,以保證氧氣管道的安全運行。
[1]何康生,曹雄夫.異種金屬焊接 [M].北京:機械工業出版社,1986.
[2]中國機械工程學會焊接學會.焊接手冊(第 2卷)[M].第3版.北京:機械工業出版社,2008.
Analysis on M aterial Selection of Carbon Steel and Austenitic Stainless Steel PipelineWelding
ZhongWenbin
Discussed and analyzed the material selection issue of dissimilar steel welding that found in a pipeline installation inspection,and gave a reasonable method for dissimilar steel welding material selection.The 25-13materialwasmore suitable for carbon steel and austenitic stainless steelwelding.The 18-8material shouldn't be used for oxygen pipeline dissimilar steel welding,and in service inspection for dissimilar steel welding joint that used 18-8material should be enhanced to ensure the safe operation of oxygen pipeline.
Carbon steel;Austenitic stainless steel;Welding;Weldingmaterial;Oxygen pipeline
TG 42
2013-01-15)
*鐘文彬,男,1969年生,工程師。上海市,200232。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16