PLC在滌綸短纖盛絲往復機中的運用
2013-05-29 06:59:58蔣文彬
電氣技術 2013年11期
蔣文彬
(恒天九五重工邵陽紡織機械有限公司技術中心,湖南 邵陽 422000)
現在的大型的滌綸短纖生產線中,前紡生產線的穩定性以及可靠性直接影響到整個生產線的產量以及質量,作為前紡生產線中最關鍵部分,盛絲往復機就顯的尤為重要。其運行的穩定性以及精確性直接與整條生產線廢絲量的多少,以及產量效益直接掛鉤。下面我將具體闡述我公司生產的盛絲往復機的原理、以及其在工廠實際運用中的優勢。
1 系統組成
該往復機的電氣主要由橫動大車、縱動小車、進桶、出桶的異步電機組成。電機由西門子MM440變頻器控制,橫動大車、縱向小車、進桶、出桶電機的起停由S7-300PLC 集中控制,每臺電機的運行速度都是通過一個TP177A 觸摸屏來設定和顯示參數,這樣更方便生產時的靈活調整。其盛絲往復機的具體結構如圖1所示。
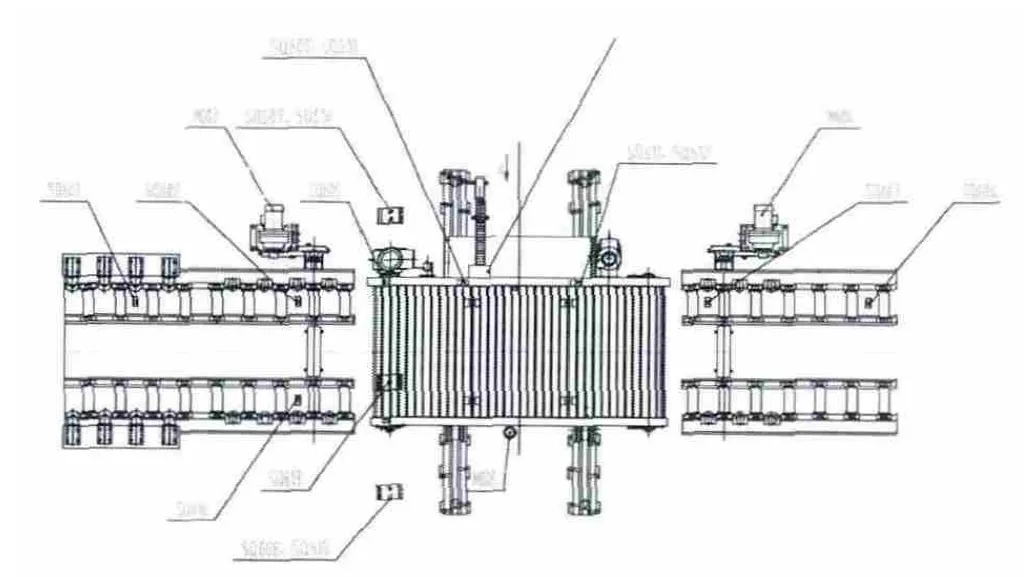
圖1 往復機結構圖
2 簡單的工藝介紹
2.1 機上電器元件名稱及說明。
光電開關SQ601,前端有空桶。感應在往復機前端是不是有空桶擺放。
光電開關SQ602、SQ616,空桶定位。往復機進行盛絲桶更換動作時,空桶運行到此處等待換桶運動。
光反射感應開關SQ605,橫動進桶開關。此開關作用為進行換桶時,進行推絲板等的連鎖動作。
光電開關SQ609、SQ610、SQ611、SQ612,左端、左越位、右端、右越位,往復機縱向往復運動時的限位開關。
光電開關SQ607、SQ614、SQ608、SQ615,前端、前越位、后端、后越位,往復機橫向往復運動時的限位開關。
光電開關SQ613,中心線位置。
光電開關SQ603 后端有滿桶,進出桶動作時連鎖。
光電開關SQ604 滿桶越位,提示往復機后端有盛好絲的滿桶。
2.2 主要控制開關及說明
空桶定位,首次手動入桶時將空桶運行到入桶等待位置。
慢速運桶,手動將位于往復機上的盛絲桶開出。
手動落桶,在往復機自動運行過程中按此按鈕將進行換桶動作。定長復位,重置往復機運行時間或者盛絲總長度。橫向起動,往復機將自動進行橫向往復運動。縱向起動,往復機將自動進行縱向往復運動。向前寸動、向后寸動、向左寸動、向右寸動,往復機手動進行四個方向的運動,方便往復機故障時以及需要手動運動時的操作。
3 PLC 硬件配置
PLC 控制系統由于其簡單易于實現,可靠性好,是代替繼電器控制系統的有效方法。采用PLC 控制是實現往復機及其復雜順序動作系統的有效方法。PLC 硬件編制軟件采用西門子的STEP7 V5.5版本,組態 CPU313C-2DP 做為主站,通過西門子通用PROFΙBUS 通信協議將四臺西門子MM440 變頻器進行組態。四臺變頻器分別對應橫動、縱動、進桶、出桶電機控制,如圖2所示。
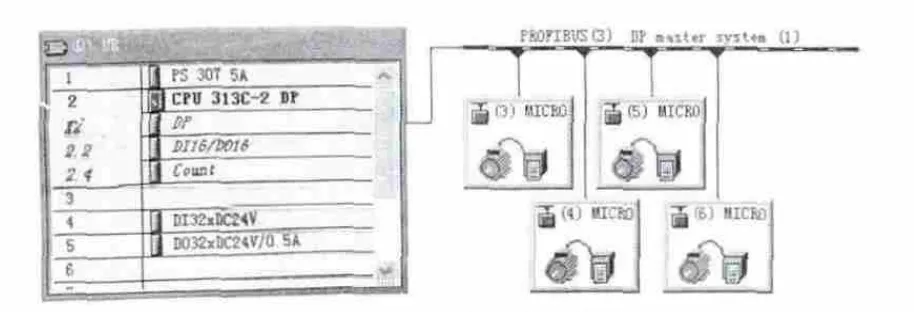
圖2 PLC 硬件配置圖
3.1 PLC 編程邏輯思路
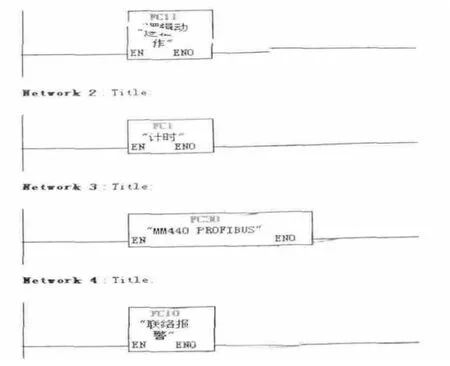
圖3 PLC 主程序塊
在變頻器通信子程序中,PLC 程序可以控制變頻器的起停、以及變頻器運行的頻率在TP177A 觸摸屏上可以修改。這樣可以方便在實際生產過程中方便調整各個運行方向的運行速度,橫向速度慢、縱向速度快使的桶內的絲落的均勻、平整。進桶和出桶速度可調方便在進行換桶運動時進行更好的速度上的聯接。具體設定畫面如圖3所示。
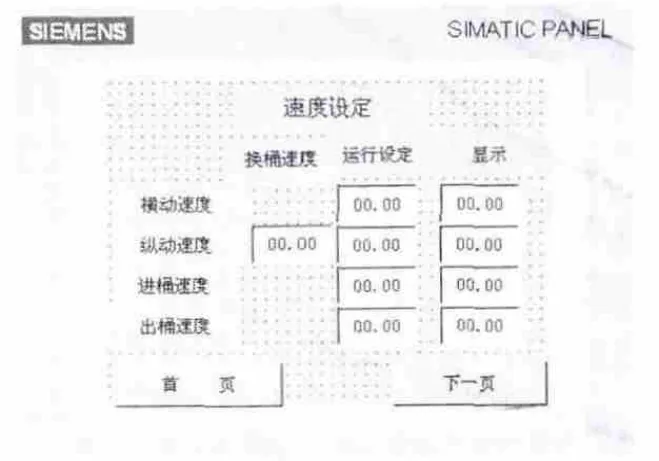
圖4 往復機電機速度設定
由于是異步電機系統,異步電機當負載發生變化時其運行速度會有一定的變化,落絲工藝速度一定,程序上采用時間控制,計時子程序PLC 可以進行時間上的設定與調整,編程過程中應該加入時間矯正對中程序,當往復機運行到設定的時間后,往復機剛好自動運行到中間位置,進行自動換桶動作,這時往復機的時間自動重置,自動進行新的往復運行周期。時間的設定可以在觸摸屏中進行,方便在生產中隨時調整。具體設定畫面如圖4所示。
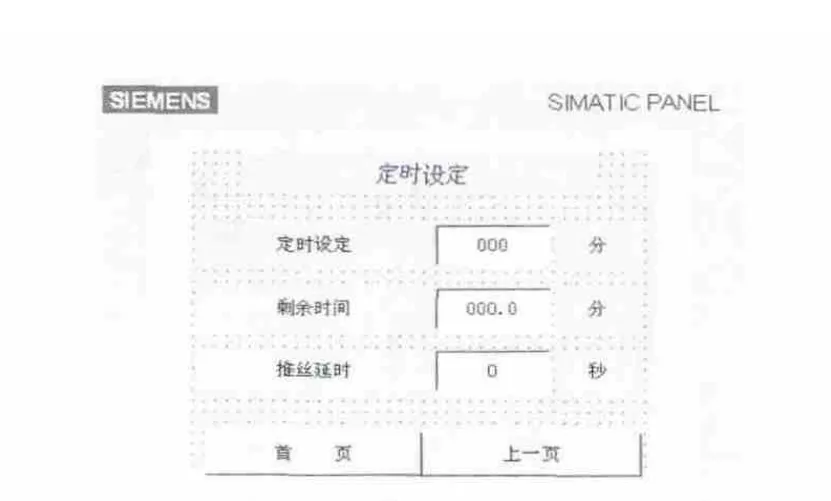
圖5 往復機時間設定
3.2 具體自動運行順序動作如下
設備第一次運行時將空桶擺放在往復機進桶段往復機空桶光電開關處,按手動落桶,空桶運行到盛絲機上開始做往復運動,盛絲時間開始計時。此時將另外一個空桶擺放與前段空桶位置處,當運行剩余時間快結束時,警報響起,空桶運行到空桶等待位,往復機進行對中動作,在時間剩余時間為零時,往復機處于中間位置開始進行換桶動作,當兩桶之間的空隙處運行到落絲位置時進行推絲板動作,將絲打入第二個桶中,此時時間重置,滿桶由出桶電機帶入滿桶位置等待操作人員處理,往復機繼續做周期性往復動作。
編程時應該注意往復機在換向時,應該做在四周進行延遲電機啟動的程序,這樣可以避免在盛絲桶中,中間的絲堆高,四周的絲低的情況。以及每個往復機的動作都可以手動實現,方便操作人員及時處理生產過程中發生的各種情況。
3.3 實際生產檢驗
經過實際生產過程中檢驗,每桶絲的最大誤差為6s,按照一般工藝落絲速度每分鐘1200m、后紡牽伸每分鐘60m 計算,各桶絲之間的最大誤差為120m,尾絲處理時間2min,相比其他盛絲往復裝置大大縮短了后處理加工設備處理尾絲的時間。大大的提高了整個生產線的效率、產能。
4 結論
西門子PLC 控制的異步電機往復機裝置,其計時精準、運行可靠、維護方便等特點,在我廠生產的滌綸短纖維紡絲生產線中已經成功運用,得到用戶的廣泛認可。
[1] SΙMATΙC S7-300 使用手冊.
[2] SΙMATΙC STEP7 V5.2 編程.
[3] SΙMATΙC PROFΙBUS-DP 現場總線通信.
猜你喜歡
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
電子制作(2017年7期)2017-06-05 09:36:13
作文周刊·小學一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37
自動化博覽(2014年12期)2014-02-28 22:34:39
