淺談H型鋼梁鋼柱制作技術
2013-05-11 08:17:36肖宇
中國新技術新產品 2013年11期
肖宇
(十一冶建設集團有限責任公司,廣西 柳州 545007)
1 制作難度
現代化的電解鋁車間廠房中有大量的H型鋼梁、鋼柱,這些鋼梁鋼柱截面尺寸較大,制作精度要求高且長度較長,由于鋼材有受熱易變形的特點,焊接工藝不當,成型的時候會產生不同程度的變形,若變形量過大,將導致無法矯正甚至產品報廢,所以需要采取一定的措施來保證它們的精度和質量。
2 主要質量控制
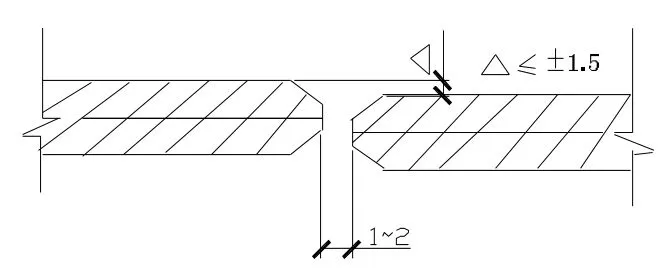
圖1
2.1 防翹曲變形的控制
2.2 焊縫質量的控制
3 施工技術方法
3.1 制作工藝流程
材料檢驗矯平→下料、切割→加工坡口→校平→腹板、翼緣板的拼接→無損探傷→二次下料→腹板、翼緣板的組焊→無損探傷→矯正→組裝焊接筋板、端板→號孔、鉆孔。
3.2 材料檢驗、矯平
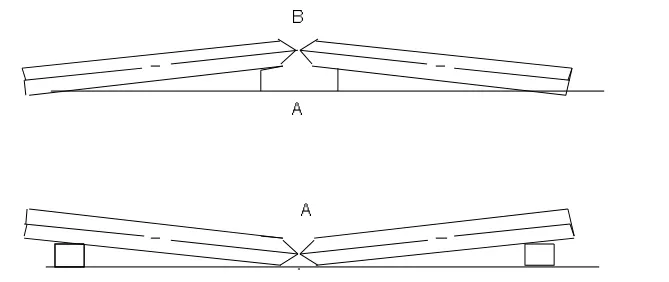
圖2
檢驗平面度,超標的要上輥床進行矯平,予以檢尺分類堆放。
3.3 下料切割
依據的采購腹板、翼緣板定尺材料,用半自動切割機進行下料及切割坡口。并對零件進行編號、標注拼接方向和坡口尺寸。
3.4 翼緣板、腹板的拼接
將鋼板在鋼平臺上放置好,用粉線校直,連接板的中心線處在一條線上并檢查其側彎程度。
拼接要求見圖1示意。
反變形措施。如圖2。
根據拼接板的長度調整墊鐵的位置及高度,A面焊接時,如上圖進行反變形,墊鐵的高度依據翼緣板的長度及厚度進行選用。A面焊完,B面翻個,進行氣刨清根焊接前,如上圖進行反變形,用墊條在A面焊縫位置。翼緣板不能有縱向拼接縫,只允許長度拼接,將拼接的翼板矯平直,堆放整齊。
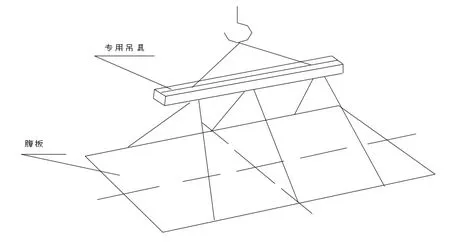
圖3
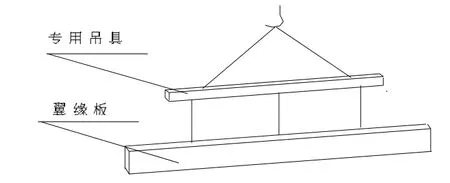
圖4
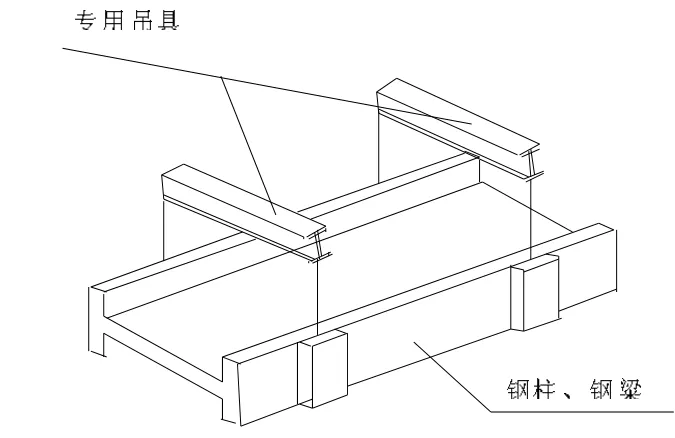
圖5
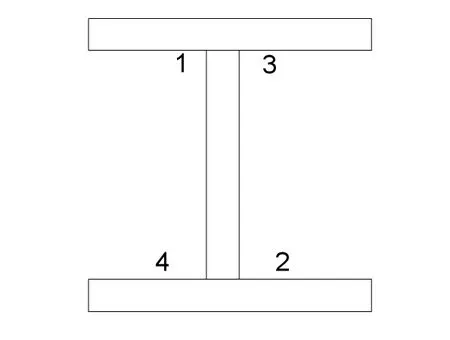
圖6
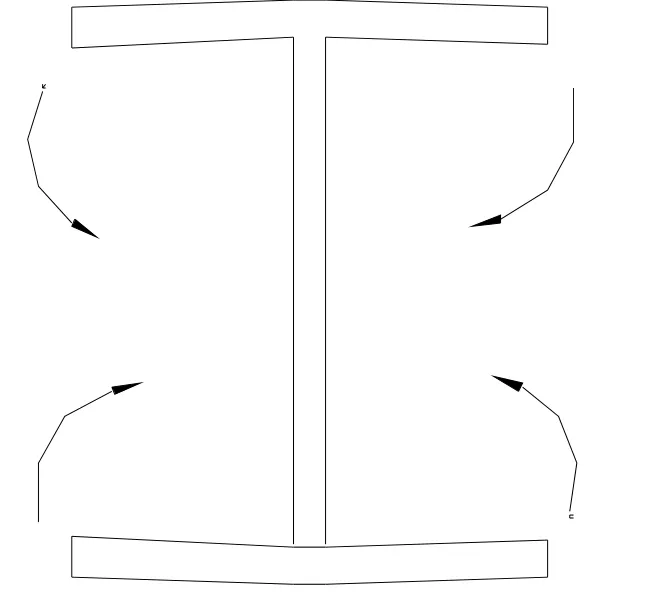
圖7
U=36~37V
3.5 翼緣板、腹板的組對
將腹板吊入組裝架,為保證腹板平整,采用圖3示方法吊裝。
翼緣板上劃組裝線,將翼板吊入組裝胎,按圖4示意方法吊裝,垂直放進組裝。
按組裝線將腹板、翼板在組裝胎具上點焊加固,吊裝胎具吊裝時,按圖5示方法吊出組裝架。
3.6 焊接
鋼柱、鋼梁是由四條T形角焊縫焊接,而鋼柱、鋼梁的重量、板厚、焊接性能大等原因會產生焊接應力,導致翼緣板的角變形和撓曲變形。撓曲變形中有上拱或下撓以及左(右)旁彎,處理不當還可能產生難以矯正的扭曲變形。因此,除制造工藝采取反變形措施,選擇合理的焊接工藝是保證焊接質量,減小焊接變形的最主要方法。
在總結焊接經驗的基礎上,進行焊接工藝評定試驗,結合實際對各種焊接方法進行技術比較,確定以CO2氣體保護焊,自動埋弧焊為主的焊接工藝。即對接焊縫用CO2焊打底、埋弧焊填充封面、腹板和翼緣板之間的四條角焊縫采用CO2焊打底、埋弧焊在操作臺上進行焊填充封面,其它角縫均用CO2焊焊接。
焊接規范:
CO2焊焊絲牌號為H08Mn2SiA、直徑ф1.2mm,埋弧自動焊焊絲牌號為H08MnA、焊劑為 431。
翼板的對接縫焊接
A面二氧化碳焊接二層
第一層:I=200~220A U=30~34V
第二層:I=220~250A U=30~34V
A面埋弧自動焊封面
I=420~460A U=36~37V V=450~530mm/min
B面碳弧氣刨清根,磨光機修磨焊縫,二氧化碳填充焊2層,埋弧自動焊封面一遍,其焊接技術參數與A面一樣。
腹板對接焊縫焊接
第一層:I=150~180A U=30~32V
第二層:I=200~220A U=30~33V
A面埋弧自動焊填充封面焊1層:
I=400 ~430A U=36 ~37V V=500~550mm/min
B面焊縫的焊接:碳弧氣刨清根,磨光機清理焊縫,二氧化碳填充焊二層,再用埋弧自動焊封面焊,保證焊縫寬度為20~25mm,焊縫余高為 1~2mm。
T形角焊縫焊接
因考慮到只用一名焊接技術工人,無法采用對稱焊接,故在焊接專用胎上,按圖6示意順序進行焊接。二氧化碳打底一遍:
第一遍:I=180~230A
U=30~32V
用埋弧自動焊填充封面焊1遍
I=400~430A
V=480~500mm/min
其它角焊縫的焊接,鋼柱、鋼梁的其它角焊縫采用二氧化碳焊接。
3.7 主焊縫檢查要求
H型鋼梁柱的主要焊縫焊接作為該單項工程的特殊工序。
保證焊接質量,應對其檢查作以下要求:
①焊縫探傷選用超聲波探傷,焊縫質量等級達到二級。
②焊縫過渡平緩,成形良好。
③焊縫在影響區表面不允許出現裂紋、氣孔、弧坑和夾渣等缺陷。
④焊縫咬邊深度應小于0.5mm,咬邊連續長度不應大于100mm。
⑤焊縫上的溶渣和兩側飛賤應清除干凈。
⑥主要焊縫應打上焊工鋼印號。
3.8 校直
H型鋼梁、鋼柱焊接完成后,會出現較為明顯的角向變形,如圖7,這里我們采用專用翼緣板矯直機,對其進行校平。
3.9 高強螺栓孔加工
鋼梁、鋼柱結點采用摩擦型高強螺栓聯接鋼腹板及鋼梁翼緣板與鋼柱焊接固定的混用辦法,分別承受彎矩、剪力和軸向力。
為了使高強螺栓能有效地承受剪力和軸向力,必須提高摩擦型的加工精度,使其均勻受力,來達到質量要求。所以這里將高強螺栓委托螺栓標準件廠加工,并要達到國家標準規定等級10.9級(性能等級),螺栓的長度以緊固反露出3~5圈螺栓為宜。螺栓孔的加工必須保證安裝的互換性,鉆孔必須使用專用鉆孔模具。聯接摩擦型采用砂輪機打磨的處理方法,處理好的摩擦面及摩擦型保持清潔,嚴禁摩擦面刷油漆或沾上油污。
[1]羅邦富,選魏明,陳明輝,等.鋼結構設計手冊[M].北京:中國建筑工業出版社,1988.
[2]中國機械工程協會焊接學會.焊接手冊[M].北京:機械工程出版社.1993.
[3]GB50205-2001鋼結構工程施工質量驗收標準.[S].
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
