電機整體輻筋軸的工藝分析
2013-04-29 23:44:04蔡彩華錢偉君
中華建設科技 2013年8期
蔡彩華 錢偉君
【摘要】大型高速電機轉子品質是決定電機可靠性壽命的重要標志,本文通過大電機整體輻筋軸加工過程的介紹,控制整體輻筋軸加工的質量均勻性,提高轉子的平衡精度,降低電機振動,取得了顯著效果。
【關鍵詞】整體輻筋軸;轉子平衡精度;電機振動
1. 引言
電機軸是電機輸出功率的載體,軸的可靠性決定著電機的可靠性壽命。對小功率電機來說,軸多用焊接筋板軸,能節(jié)約鋼材,工藝簡單,被大多數(shù)電機廠家采用。而對大功率高速電機來說,焊接筋板軸由于工藝的波動,可靠性差,平衡精度很難保證,對整機振動不利。
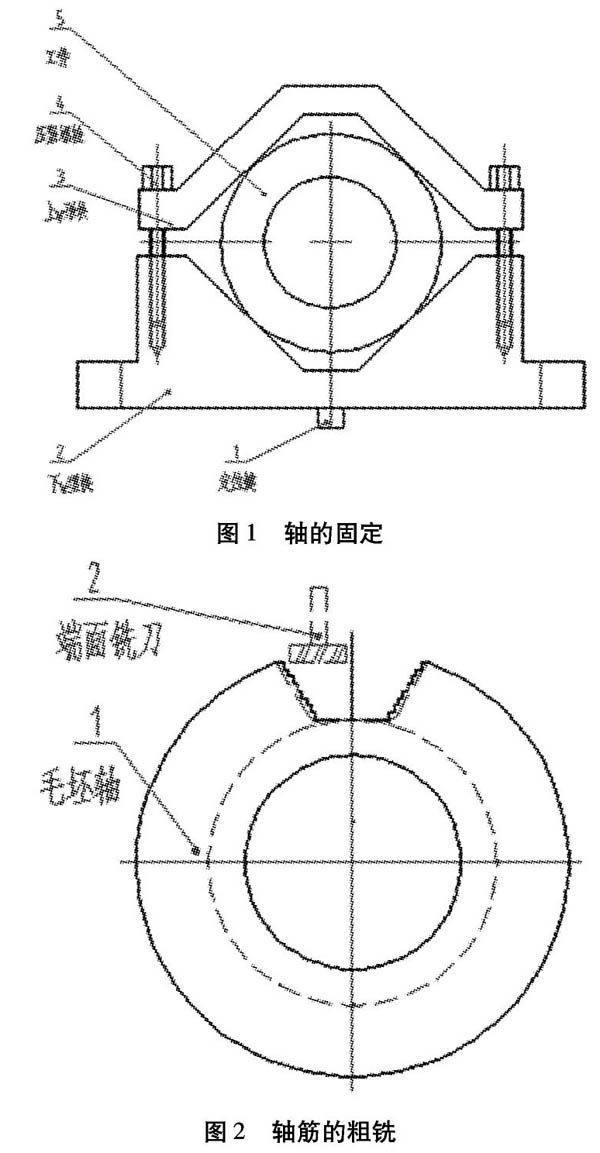
圖1 軸的固定
圖2 軸筋的粗銑2. 電機整體輻筋工藝
2.1 軸的工藝分析。我公司生產(chǎn)YKS1000-4 10000 KW 電機軸采用整體輻筋板軸結構,電機轉速1500r/min,轉子質量12500Kg,軸毛坯重7000Kg,需要剔出的廢料近2000Kg(包括送檢樣件),加工工作量非常之大。為加工該軸,我們進行了周密工藝策劃,確定工藝重點和關鍵難點。由于該電機轉子殘留不平衡量要求控制在10g左右,其組成轉子主要零件:轉子沖片、銅條、銅端環(huán)、護環(huán)基本是質量均勻件,產(chǎn)生不平衡因素較小,轉子壓圈、風扇為焊接件,存在一定不平衡量,但是可控量,軸的質量不均勻成為產(chǎn)生振動的主要因素,我們對軸殘留不平衡量控制目標為500g以下,軸精加工成活后,需先進行校動平衡,在軸兩端筋板上加重,以消除其存在的不平衡量,達到轉子的平衡要求。我們把重點放在軸輻筋的加工上,以減少質量不均勻產(chǎn)生的不平衡對電機造成的損害。
2.2 電機整體輻筋工藝過程。
2.2.1 根據(jù)軸毛坯結構進行分析,決定軸輻筋的加工分為粗、精兩次加工,位于凹型槽中的實體是需要剔除的廢料。依據(jù)公司現(xiàn)有設備,我們決定利用現(xiàn)有8米刨床的銑削功能,安裝銑頭來完成軸輻筋的加工,解決切削量大的問題,提高加工效率。由于該軸毛坯為圓柱形,且毛重7000 Kg 左右,加工時軸的旋轉調(diào)整難以實現(xiàn),我們在剔除面的對稱面兩端設計了2 XM30 工藝螺紋孔,用于加工時軸的旋轉調(diào)整。工藝孔位于軸的剔除面上,加工時先加工無螺孔區(qū)域最后加工有螺孔區(qū)域,待有螺孔區(qū)域加工完成后,又可以利用在筋板上裝C形卡頭來實現(xiàn)軸的旋轉。
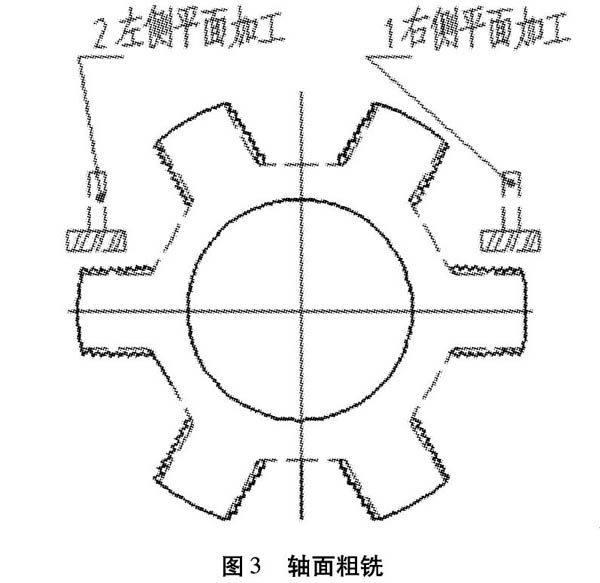
圖3 軸面粗銑 2.2.2 工件在銑削中的切削力很大,用V形壓板夾緊,工件的自由度沒得到充分限制,加工尺寸精度不好保證,為了防止加工中軸的轉動,在第一個筋板槽加工時要選擇適當加工位置,在工藝螺孔上裝一個吊環(huán),充分利用工藝螺孔的兩種作用,既起到加工前后的調(diào)整作用,又起到增加約束的作用。軸向自由度采用在軸兩端面增加限位擋塊,擋塊下端與機床相連接,完成軸的夾緊工作。
2.2.3 首先設計兩個等高V形支撐塊和V形壓板,V形塊與機床相連,鑲定位鍵與機床T形槽導正,保證與機床的平行,V形塊支撐在軸基準圓上,利用壓板壓緊。見圖1。
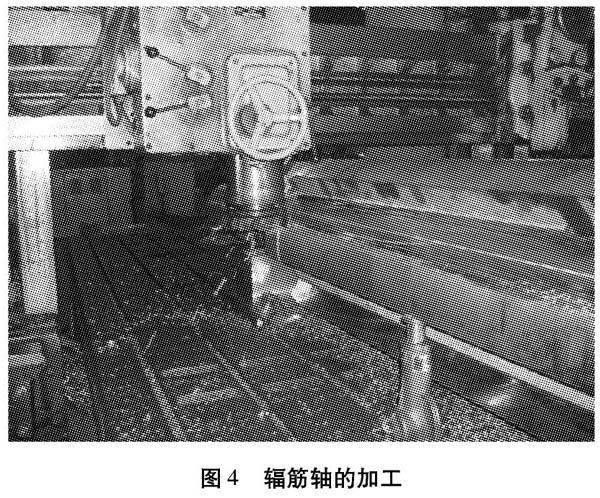
圖4 輻筋軸的加工2.2.4 工藝路線安排:(1)毛坯軸進廠后,圓鋸床先截掉第一次樣件——(2)在車床上車出軸筋板外圓尺寸(留加工量),車兩端V形鐵支撐基準、車筋板端面樣件臺階——(3)在筋板端面放粗銑筋板樣件線——(4)8米刨床進行軸筋的粗銑見圖2——(5)8米刨床進行軸大平面的粗銑見圖3——(6)刨削圓角——(7)車軸端面應力圓角——(8)調(diào)質處理。
2.3 過程控制。
(1)按粗銑加工樣件軌跡線進行銑加工,如圖2. 切削用量:每次吃刀深度6mm,在筋板端面以樣件線為基準對刀,控制每次進刀。銑頭轉速選擇80r/min ,銑削速度75 mm/min,加工后的加工面呈鋸齒形,凹面底部為平面。因加工面長1.9米,刀具必須有一定的耐用度,選擇YT15硬質合金刀片,當依次六個面的廢料剔除后,再按第一次放樣線進行平面的銑加工(銑平鋸齒面),旋轉一次銑兩個平面,見圖3. 加工完后最后進行刨圓弧角,該道工序完工后進行調(diào)質處理(HB229~251)。調(diào)質回廠后,再在1.6米車床上進行半精車各臺階和的加工。二次在軸筋板端面放精加工筋板樣件線,重復上述加工。見圖4。
(2)由于高速電機軸平衡精度要求相當高,而軸質量的均勻性是保證平衡精度的決定因素,為保證軸加工后的質量均勻對稱,加工前用高度尺測量兩側筋板水平位置的高度尺寸和筋板厚度,并設計對刀樣板,以便隨時可以測量加工面相對機床的角度和筋板加工厚度尺寸。
3. 結果
經(jīng)過對加工過程中的控制,達到了我們預期的效果,軸殘留不平衡量450 g,經(jīng)過校平衡,軸殘留不平衡量為100g。待轉子壓圈、轉子鐵心、銅條、銅端環(huán)、護環(huán)、內(nèi)風扇、平衡環(huán)裝配成后,最大殘留不平衡量為250g,經(jīng)過轉子的整體高速精準校平衡,最大殘留不平衡量控制在10g以下,電機試驗整機振動值最大1.6mm/s ,達到了我們預期目標,為我公司產(chǎn)品進入大電機的生產(chǎn)行列奠定了基礎。同時積累了大電機生產(chǎn)的經(jīng)驗,為一些有通用設備的廠家加工整體筋板軸提供了可借鑒的工藝。
4. 結論
通過對高速電機整體筋板軸加工過程的介紹,使得整體輻筋軸的工藝簡便可行,對大電機零件加工必須強化過程控制,才能提高轉子平衡精度,保證高速電機運行的可靠性,提高電機的壽命。
[文章編號]1619-2737(2013)08-21-793
[作者簡介] 蔡彩華(1960-),學歷:大專,職稱:工程師,機械制造專業(yè),從事中型、高低壓電機產(chǎn)品工藝工作。
