SMT生產關鍵工藝分析
2013-04-29 17:43:11田哲宇張雪
科技創新導報 2013年9期
關鍵詞:質量
田哲宇 張雪
摘 要:表面貼裝技術是新一代的電子組裝技術,自出現以來它以其產品自身體積小、重量輕的特點動搖了通孔插裝技術的“統治地位”,使電子設備微電子化、小型化成為可能,成為板級電路組裝技術的主流,在各種電子行業有非常廣泛的應用。
關鍵詞:SMT 生產工藝 質量
中圖分類號:TG40 文獻標識碼:A 文章編號:1674-098X(2013)03(c)-00-01
隨著貼裝元件的小型化,SMT生產精密程度越來越高,如何有效地使用設備,合理地設計工藝已經成為影響SMT生產質量和效率的重要因素,下面將對生產中的三個主要環節進行分析。
1 絲網印刷
焊膏印刷質量對表面貼裝產品質量影響很大,有60%的返修板子是因焊膏印刷不良引起的,它有很強的工藝性,涉及到參數非常多,若設計不良,必將對整個生產造成影響。其影響因素主要有以下4個方面。
1.1 印刷厚度
印刷厚度大體上是鋼網厚度與鋼網和PCB板間距的和,但是也可以通過刮刀壓力進行細微調節,刮刀的壓力直接影響印刷錫膏的質量,壓力太小,則錫膏的量不足;壓力太大,則印刷錫膏太薄。2種情況都會影響焊接質量。最好是將壓力調節到把鋼網表面的錫膏刮干凈,又不會對鋼網有太大壓力,這需要憑經驗針對不同設備進行調節,無法定量,這也是印刷工藝難度大的原因之一。
1.2 印刷速度
印刷過程中,印刷速度要配合上錫膏流進速度,網板孔越小速度要越慢,要讓錫膏有足夠的時間流過網板,否則會導致錫膏量不足。在進行高精度印刷時,速度一般在20 mm/s左右。添加錫膏要本著“少量多餐”的原則,這樣既可以節省錫膏也可以減少錫膏在空氣中暴露的時間。
1.3 網板脫離
網板的脫離對印刷的效果影響很大,脫離不好會導致錫膏邊緣不整齊或錫膏量不足,直接影響后續工序。現在有一種震動脫離方式:在脫離的時間網板還在做上下往復動動,較傳統直接脫離方式有一定可取之處。
1.4 網板清洗
網板清洗可根據產品的要求以及錫膏的成分設置,一般機車電子批量小錫膏也不是很特殊,10塊清洗一次即可。
2 貼片
貼片機是SMT生產的核心設備,在整條生產線中,貼片的速度遠低于印刷、回流等設備,所以貼片是生產速度的瓶頸,合理的設計貼片工藝有助于提高生產效率。貼片機的工藝要注重質量和速度,影響貼片的質量主要有3個方面。
2.1 元件正確
要求各裝配元器件的類型、型號、標稱值和極性等特征標記要符合產品的裝配圖和明細表要求,不能貼錯位置。
2.2 位置正確
元器件貼裝位置要滿足工藝要求。Chip元件自定位能力比較強,貼裝時元件寬度方向有75%以上搭接在焊盤上;長度方向兩上端頭只要接到相應的焊盤上并接觸焊膏,回流焊時就能夠自定位,但如果其中一個端頭沒有接一到焊盤上或沒有接觸焊膏,回流焊時就會產生移位或吊橋;對于SOP、SOJ、QFP、PLCC、BGA等器件的自定位作用比較小,貼裝偏移是不能通過回流焊糾正的。如果貼裝位置超出允許偏差范圍,必須進行人工調整后再進入回流焊爐。否則回流焊后必須返修,會造成工時、材料浪費甚至后影響產品可靠性。生產過程中發現貼裝位置超出允許偏差范圍時應及時修正貼裝程序。
2.3 壓力(貼片高度)合適
貼片壓力(Z軸高度)要恰當合適。壓力過小,元件引腳浮在焊膏表面,焊膏與元件不能充分接觸,在傳輸和焊接時容易產生位置偏移,另外如果高度過高,貼片時元件相當于從高處扔下,也會造成位置偏移:貼片壓力過大,焊膏擠出量過多,容易造成焊膏粘連,回流焊接時容易產生短路,同時也會由于滑動造成貼片位置偏移,嚴重時還會損壞元器件。
影響速度的是編程與feeder(供料器)的擺放,目前很多機器都帶有智能feeder和優化編程功能,這使貼片機的編程大為簡化,但是最佳的程序還是要根據不同產品和設備經過人工不斷摸索改進而來。
3 回流焊
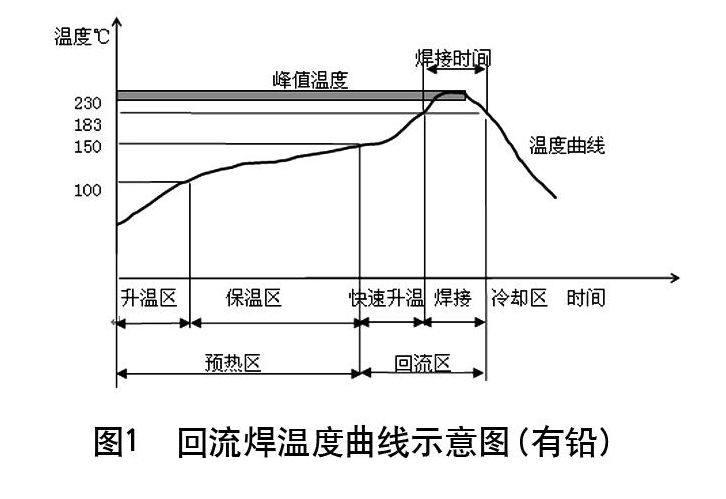
回較焊的基本工作方法就是通過設定不同溫區的溫度與鏈條速度達到焊膏需要的焊接曲線,圖1就是某種焊膏的溫度曲線,當PCB通過回流爐時,可以達到圖1的曲線,那么焊接質量(其他工序相同情況)是最好的。所以回流工藝就是控制溫度曲線的工藝,正確的焊接曲線將保證高品質的焊點。
從圖1中可以看出,在快速升溫階段,溫度從150 ℃快速升到183 ℃(有鉛焊接),這就意味著預熱區最后一個溫區與回流區第一個溫區之間至少存在60 ℃以上的溫差,否則無法達到如此快速的升溫,但是由于PCB在爐腔內是運動的,所以兩個爐腔又不是完全隔離,這便成為回流焊接設備的又一個重要參數,相鄰溫區溫差。
由于現代技術的發展,一些較好的品牌,這個溫差目前已經可以達到100 ℃,完全可以滿足無鉛焊接的要求。
有了以上的認識,我們就可以開始調整設備進行程序的編制,編制時應注意一下幾點:(1)升溫區是要是把室溫的PCB盡快加熱,升溫速度應不超過4 ℃/S,通常設置不大于2 ℃/S以防止熱沖擊。(2)保溫區溫升速率略低于升溫段,使各種元件的溫度趨于平衡減少溫度差。(3)回流區溫度需迅速上升使焊膏成為融化狀態,回流段的峰值溫度視所用焊膏的不同而不同。回流時間不要過長,以防對PCB和元件造成不良影響。(4)冷卻區應盡可能快的進行冷卻,使焊點凝固。冷卻降溫速率一般為不超過10 ℃。在無鉛焊接中,通常會向爐內充入氮氣,防止高溫氧化等不良現象出現。但是這樣就會增加成本,所以應根據產品的具體情況使用充氮氣工藝。
4 結語
工藝是應用技術,雖然以上對SMT生產中的幾個關鍵工藝點進行了分析,但是在生產中仍需針對不同產品和設備設計出不同的工藝流程。對于工藝設計,沒有最好只有更好。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54