CKA6150數控車床刀架工作原理和典型故障分析
2013-03-17 01:16:26史利娟
機床與液壓 2013年16期
史利娟
(北京工業(yè)職業(yè)技術學院機電系,北京100042)
數控機床是機電一體化技術的產物,它綜合了機械、電子、計算機和通信等先進的技術,結構復雜。在機床使用過程中,會發(fā)生多種多樣、各不相同的故障,故障的類型按照發(fā)生故障的部位有數控裝置的硬件故障和軟件故障、PLC 的硬件故障和軟件故障、伺服系統(tǒng)故障和機床主體部分故障;按照發(fā)生故障的類型有機械故障和電氣故障;按故障發(fā)生后有無報警顯示可以分為硬件報警顯示、軟件報警顯示和無報警顯示等。當機床發(fā)生故障后進行故障原因分析時,發(fā)現引起該故障的原因一般也都比較復雜,這給數控機床的故障診斷和維修帶來不少困難。
刀架在數控機床的運行過程中起著重要的作用,若其出現故障,會給加工造成很大的影響;而且刀架故障在數控車床故障中占有很大的比例。基于此,作者以CKA6150 數控車床的四方刀架為例,對其工作原理和常見故障進行分析。
1 CKA6150 刀架工作原理
CKA6150 數控車床所用刀架是四方刀架,其實現換刀的過程主要由以下幾個過程組成:
(1)換刀指令的輸入和轉換
通過控制面板或程序向數控系統(tǒng)輸入換刀指令,數控系統(tǒng)分析處理后經PLC 向控制刀架電機正轉的繼電器、接觸器發(fā)出指令;繼電器接觸器觸點閉合,刀架電機正轉。這一部分主要是將輸入的指令信號通過數控系統(tǒng)和機床電氣控制回路轉換成刀架的旋轉運動。
(2)刀架正向轉動的實現
電機的旋轉運動通過渦輪、蝸桿、絲杠傳動機構帶動刀架開始轉動。
(3)刀架反向鎖緊的實現
輸出刀架反向運行或者說刀架正轉什么時候結束,是通過刀架上的霍爾元件將其到位信號傳到數控系統(tǒng),數控系統(tǒng)接收到該信號后,向控制電機反轉的繼電器、接觸器發(fā)出控制信號,使其動作,實現電機的反向運行,再通過電機的反向鎖緊機械機構實現對刀架的反向鎖緊,電機反向運行的時間是由數控系統(tǒng)的反向鎖緊時間確定的。鎖緊時間到后,控制其停止運動。
刀架換刀過程還可以如圖1所示。
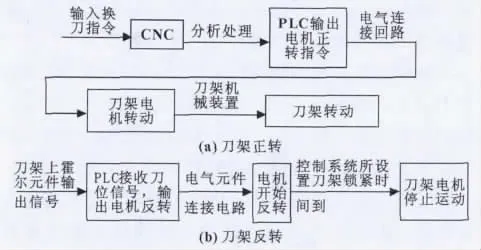
圖1 刀架換刀過程
分析刀架工作原理可以看出:換刀過程的實現需要數控裝置、機床電氣控制回路和刀架機械機構的配合共同完成,若某一部分有問題,都會造成刀架換刀故障。也就是說,當出現故障時可能是某一方面的問題,也可能是多方面的問題,需要仔細地進行故障的分析和診斷。
2 典型故障分析
(1)自動換刀不能正常進行
故障現象:當在控制面板中輸入調刀指令控制刀架進行換刀時,刀架沒有動作。
故障分析:由前面工作原理可以看出,從控制面板輸入換刀指令到看到刀架的運動,需要數控車床的PLC、電氣、刀架機械結構等部分共同完成。由此可以分析出,發(fā)生此故障的原因:換刀指令未從控制系統(tǒng)輸出、換刀指令未傳到刀架電機、刀架電機故障、刀架機械故障。
(2)手動換刀不能正常進行,自動換刀功能正常
故障現象:當在手動模式下,通過控制面板上“刀位選擇”和“刀位轉動”按鍵進行手動換刀時,刀架沒有動作;而當通過控制面板輸入“TXXXX”換刀指令,進行自動換刀時,刀架能夠進行正常換刀。
故障分析:從前面的故障現象可以看出,當自動換刀能夠進行時,說明刀架電機和刀架機械機構以及刀架上霍爾元件是沒有問題的;在進行手動換刀時是通過控制面板上的按鍵電路和PLC 進行換刀指令的輸出,指令輸出信號的傳遞是和自動換刀是相同的,從而可以分析出發(fā)生此故障的原因是:PLC 故障或者是按鍵電路故障。
(3)換刀過程中找不到某一刀位號
故障現象:在對某一刀位號刀具進行調刀時,刀架轉到此刀具時,不會停止而繼續(xù)進行旋轉,而在進行其他刀位號的換刀時則不會發(fā)生此現象。
故障分析:對刀位號所對應刀具的尋找,主要是由刀架上的霍爾元件和PLC 共同完成的。當刀架旋轉到所需要的刀位號后,它所對應的霍爾元件輸出狀態(tài)發(fā)生變化,此狀態(tài)經連接電路傳到PLC 控制系統(tǒng),從而完成刀位信號的尋找。由此分析出現此故障原因可能是:霍爾元件故障、信號傳遞線路故障或著是PLC 部分故障。
(4)換刀過程出現刀位號錯誤
故障現象:在進行換刀的過程中換刀能夠正常進行,但當換刀指令完成后,刀架端蓋上的刀位號與換刀指令輸入的刀位號不一致。
故障分析:在機床換刀過程中,從兩個地方可以看到刀位號的顯示:(1)輸入TXXXX 指令時顯示的刀位號;(2)刀架的端蓋上有刀位號的顯示。當機床換刀結束后,兩處刀位號的顯示保持一致。這兩者的一致性是由PLC 和霍爾元件線路共同保證的,而端蓋上的刀位號顯示順序是不能更改的。由此可以判斷發(fā)生此故障的原因是:PLC 刀位號定義與霍爾元件線路連接發(fā)生了沖突。
3 結論
數控車床刀架的換刀過程由PLC 控制部分、電氣元件和連接線路以及機械部分共同完成,當其出現故障進行分析和診斷時,要在充分了解其工作原理的基礎上進行故障分析,先確定故障具體發(fā)生的原因是機械方面還是電氣方面,然后再針對具體故障確定相對應的排除方法。
【1】魏彩喬,陳明,王曉光.數控車床刀架的故障分析與維修[J].機床與液壓,2005(7):198,190.
【2】侯曉方.數控車床電動刀架故障診斷與維修[J].機床與液壓,2010,38(8):91-92.
【3】史利娟,仲叢和,李小國.閥零件硬車加工切削參數的設計[J].煤礦機械,2010(1):116-118.
【4】姚道如,汪功明,辛禮兵.數控機床故障診斷的模糊方法[J].機床與液壓,2009,37(12):231-233.
【5】史利娟,陳金英.基于Labview 的切削力監(jiān)控系統(tǒng)[J].北京工業(yè)職業(yè)技術學院學報,2008(7):58-60.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
制造技術與機床(2019年12期)2020-01-06 03:17:48
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
制造技術與機床(2017年4期)2017-06-22 11:18:05
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
