TA15鈦合金釬焊工藝與接頭組織性能研究
2013-03-13 05:23:26淮軍鋒郭萬林李天文
航空材料學報 2013年3期
關鍵詞:工藝
淮軍鋒, 郭萬林, 李天文
(北京航空材料研究院,北京100095)
TA15是一種高鋁當量近α型鈦合金,具有良好的熱穩定性,長時間工作溫度可達到500℃[1];它具有良好的焊接性能和工藝塑性,可制成鍛件及多種規格型材,已大量用于制造飛機和發動機承力結構件,尤其是焊接的承力構件[2~5],有關TA15鈦合金的熔焊已有較深入的研究;釬焊研究相對比較少,許多鈦合金的復雜件和精密件的出現,要求對其釬焊進行研究。本工作針對TA15鈦合金,選用鈦基非晶箔帶釬料采用不同工藝對該材料進行了連接。通過掃描電鏡與能譜等手段,分析了釬焊接頭界面的元素分布及釬焊接頭的組織;同時對真空釬焊接頭進行了力學性能測試和斷口分析。
1 實驗材料與方法
1.1 基體材料
實驗用基體材料為TA15合金,加工狀態為軋制后熱處理狀態,其化學成分如表1所示。
1.2 釬焊材料
目前用于鈦合金基體材料的釬焊材料體系較多,硬釬焊用釬料有銀基、鋁基、鈦基和鈀基等[6,7]。考慮到釬焊接頭的工作環境和接頭強度等方面的要求,常規的銀基、鋁基和鈀基等體系的釬焊材料均不能很好地滿足使用要求,鑒于此,選用了一種鈦基釬料作為目標釬料,因為鈦基釬料的釬焊接頭的強度高、耐熱性、耐蝕性均較好,可適用于較惡劣的工作環境[7]。鈦基釬料有 Ti-Zr-Be,Ti-Cu-Ni,Ti-Zr-Cu-Ni等體系,因為Ti-Zr-Be,Ti-Cu-Ni體系釬料的釬焊溫度偏高,釬焊熱循環會對基體材料的綜合性能產生不利影響;本研究選用鈦基釬料為Ti-Zr-Cu-Ni體系的Ti-21Cu-13Zr-9Ni(質量分數/%,下同),在氬氣保護下熔煉出釬料合金棒,將其裝入石英坩堝采用噴射—激冷凝固方法制備出非晶態箔帶,厚度約為30μm。

表1 TA15鈦合金化學成分[4](質量分數/%)Table 1 Compositions of titanium alloy TA15(mass fraction/%)
1.3 釬焊工藝
將待焊接頭的釬焊表面經過研磨、清洗、去除表面氧化膜和油污,按技術要求將釬料和試樣裝配好后入爐。采用兩種工藝參數進行實驗。1#真空釬焊工藝參數:釬焊溫度930℃,保溫時間15 min,真空度不低于1×10-2Pa;2#真空釬焊+擴散處理工藝參數:1#+930℃/60 min擴散處理,真空壓強低于1 ×10-2Pa。
2 實驗結果與分析
2.1 接頭顯微組織分析
圖1是兩種工藝釬縫組織的背散射照片。
在鈦合金中,鋯與鈦是最相似的元素,有相近的熔點,也有同素異晶現象,對鈦的同素異晶轉變溫度影響小,鈦的α和β晶型與鋯的相應晶型能夠組成連續的固溶體。銅、鎳均屬于鈦合金β相穩定元素,可降低鈦的同素異晶轉變溫度[8]。釬料 Ti-21Cu-13Zr-9Ni中銅、鎳的含量總合約為30%,雖然釬焊溫度是930℃,低于TA15鈦合金的β相轉變溫度(990~1050℃),但由于釬料中銅、鎳的作用使近縫區的基體β相轉變溫度降低。從圖1a釬縫背散射組織可以看出:焊接過程中基體上擴散層區域的相發生轉變,球狀α相消失,降溫冷卻的過程中有片狀α相生成并向釬縫中生長。基體的原始界面已經全部弱化,釬縫整體寬度約為125μm,在基體上存在一個約30μm的擴散層,擴散層的存在說明釬料與基體形成了有效的冶金結合;圖1b為釬焊后擴散處理的釬縫背散射組織,釬縫整體寬度約為190μm,釬縫組織有明顯的變化,完全由片狀組織組成;圖1c、圖1d分別是圖1a、圖1b釬縫中心局部的放大照片,根據圖1中不同工藝的焊接接頭的組織對比,釬焊接頭的組織有明顯的變化,釬焊后在焊接溫度下進行擴散處理,可以使釬縫組織趨于穩定的片狀組織。

圖1 TA15鈦合金釬縫微觀組織形貌 (a)1#工藝:930℃/15 min;(b)2#工藝:1#+930℃/60 min擴散處理; (c)1#工藝釬縫中心部分高倍;(d)2#工藝釬縫中心部分高倍Fig.1 Microstructure of brazed TA15 alloy joint(SEM)(a)1#process:930℃/15 min;(b)2#process:1#+930℃/60 min; (c)the middle parts of 1#process sample;(d)the middle parts of 2#process sample
2.2 界面元素分布情況分析
表2是圖1中所標記釬縫中不同區域的能譜分析數據,標記1,5為釬縫中面掃描能譜分析區域,標記5中Ti,Al,V,Mo元素的含量明顯高于標記1中對應元素的含量,而Ni,Cu,Zr元素的含量明顯低于標記1中相應元素的含量;因為2#工藝是在1#工藝上進行了擴散處理,所以相對1#工藝其釬縫區內基體富含的元素Ti,Al,V,Mo濃度較高,釬料富含的元素Ni,Cu,Zr濃度較低。標記2,3,4,6,7為釬縫中不同相能譜分析區域,從表3中可以看出屬于β相穩定元素V,Ni,Cu富集于焊縫中白色β相中,屬于α相穩定元素Al富集于焊縫中黑色α相中,Zr屬于中性元素,所以在兩相中的含量相當。
圖2是真空釬焊與擴散處理工藝釬焊界面各元素分布圖,掃描長度為釬縫間隙的1.1倍,線掃描區域為圖1中標記8處,從圖2可以看出,基體材料中的Ti,V,Al元素已經大量地向釬縫中擴散;Ti,V元素分布較均勻,Al元素在釬縫與基體中的含量已經沒有明顯的“臺階性”變化;釬料中主成分元素Zr,Ni,Cu和基體材料作用明顯,雖然鋯與鈦是最相似的元素,但由于Zr元素原子半徑較大,較難通過熱運動而擴散,因此在釬縫中仍較多的存留,但是尖銳的“臺階”狀過渡明顯消弱;Ni元素和Cu元素在釬縫中的擴散分布比較相近;圖2中Ni,Cu元素的峰值頻起與項掃描通過兩相(α相和β相)區有關,Ni,Cu元素大量富集于β相中。根據Cu,Zr,Ni界面分布圖,結合表3中微區1對應的焊縫中間區域面掃描的元素含量中Cu,Zr,Ni含量之間的比值和釬料成分中Cu,Zr,Ni含量之間的比值對比可以看出,釬料主成分中Cu,Zr,Ni三個元素在釬接過程中的擴散行為比較,Cu元素擴散速率較慢,Zr元素擴散速率居中,Ni元素擴散速率較快,符合文獻[9]中給出的Cu,Zr,Ni三個元素擴散規律。從焊縫總體來看擴散效果比較理想。
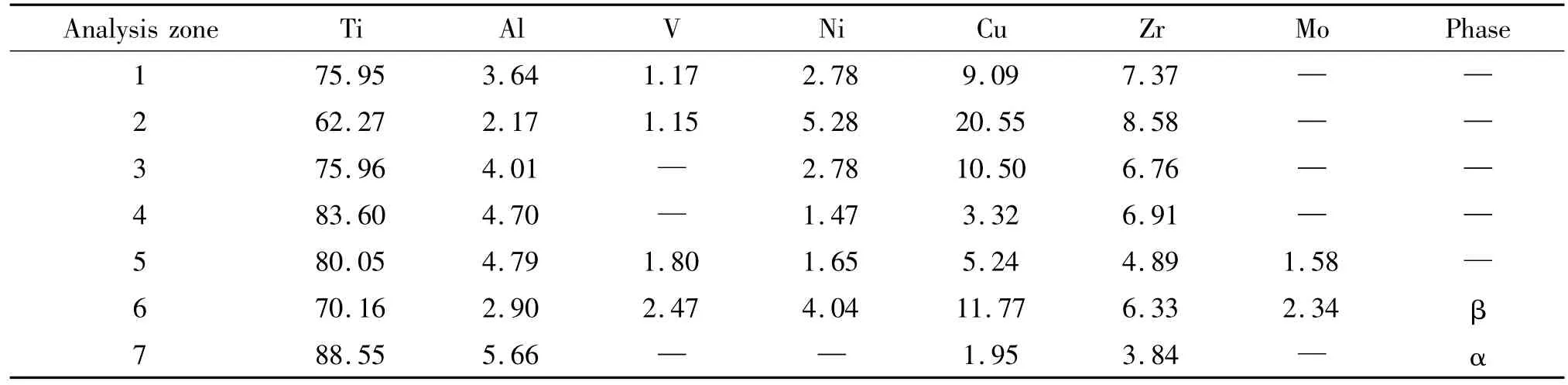
表2 圖1釬縫中不同微區的化學成分(質量分數/%)Table 2 EDS analysis results of the different micro-zones in the brazing joint shown in Fig.1(mass fraction/%)

圖2 經擴散處理后的TA15合金釬焊接頭合金元素分布(掃描區域如圖1中標記8處)Fig.2 Element distribution of diffusion treated brazed TA15 alloy joint
2.3 釬焊接頭的力學性能
采用兩種工藝,釬焊出了完好的對接接頭,加工成標準的拉伸試樣對焊接接頭進行了力學性能測試,測試結果如表3所示。
1#工藝釬焊的接頭強度相對比較低,但其接頭的室溫拉伸強度已達到基體材料拉伸強度的93%,高溫拉伸強度達到基體材料拉伸強度的92%;
2#工藝釬焊的接頭強度相對比較高,已經等強于焊接工藝熱循環后的基體材料強度,其室溫拉伸強度為基體材料拉伸強度的98%,高溫拉伸強度為基體材料拉伸強度的94%,真空釬焊接頭通過擴散處理,釬縫區域元素均勻化,釬縫組織趨于穩定的片狀組織,明顯改善了接頭強度,能夠很好滿足TA15鈦合金連接強度的技術指標。
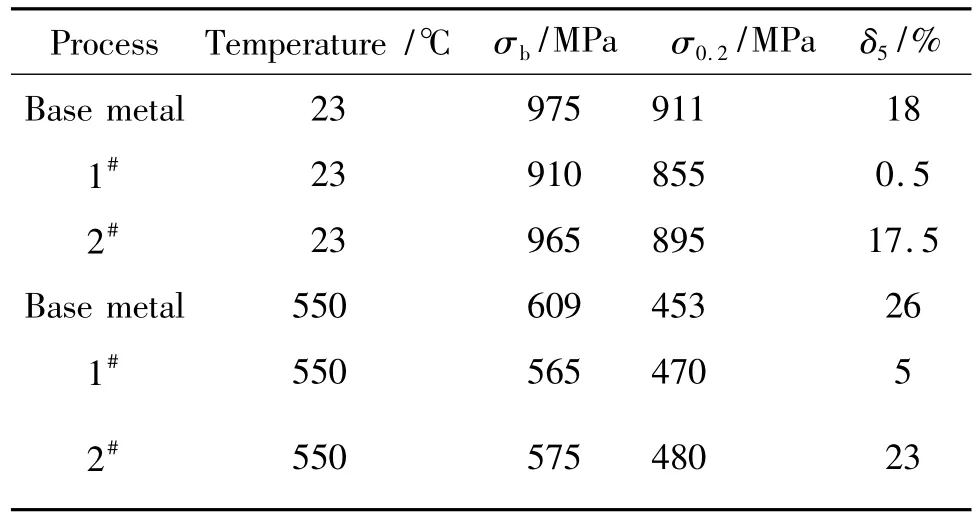
表3 TA15合金及釬焊接頭力學性能Table 3 Mechanical properties of brazed TA15 alloy joints
2.4 釬焊接頭的斷口分析
采取宏觀和微觀分析方法,對TA15鈦合金不同釬焊工藝焊接的接頭斷口進行分析。圖3是不同工藝斷裂試樣的宏觀照片,圖3a是1#工藝真空釬焊接頭斷裂試樣的照片,宏觀斷口沒有明顯的塑性變形,斷口比較平齊,室溫高溫拉伸試樣都斷在釬縫處,表4中的斷后伸長率δ5比較低;圖3b是2#工藝真空釬焊后擴散處理的接頭斷裂試樣的照片,宏觀斷口有明顯的塑性變形,室溫高溫拉伸試樣都韌斷在基體上,表4中的斷后伸長率δ5比較高,接近于集體斷后伸長率。

圖3 釬焊接頭斷裂試樣 (a)1#工藝斷裂試樣;(b)2#工藝斷裂試樣Fig.3 Fracture photographs of brazing joint (a)photographs of 1#process;(b)photographs of 2#process
圖4是1#工藝真空釬焊的形貌。圖4a是室溫拉伸后斷口的低倍形貌,斷口的裂紋源位于上方比較亮的白色區域,斷口從上往下有放射狀的痕跡,圖4b是圖4a的高倍形貌照片,從圖4b的微觀形貌可以看出斷裂界面有解理臺階,準解理面——許多小解理面沒有嚴格地沿著一定的晶體學平面進行,而最后的撕裂則表現為微小的撕裂棱;根據斷口的宏觀和微觀形貌斷定1#工藝真空釬焊接頭室溫斷裂特征為脆性斷裂。

圖41 #工藝釬焊接頭斷口形貌 (a)斷口的低倍形貌;(b)斷口的微觀形貌Fig.4 Fracture surface of 1#process joint (a)macrostructure of fracture surface;(b)microstructure of fracture surface
3 結論
(1)采用Ti-21Cu-13Zr-9Ni釬料釬焊TA15鈦合金合理可行。
(2)采用Ti-21Cu-13Zr-9Ni釬料釬焊TA15鈦合金的釬焊接頭,通過930℃/60 min擴散處理后,釬焊接頭室溫和高溫抗拉強度分別達到母材的98%和94%。
(3)采用Ti-21Cu-13Zr-9Ni釬料釬焊的TA15鈦合金釬焊接頭脆斷于釬縫,通過930℃/60 min擴散處理后的接頭韌斷于基體。
[1]曹京霞,方波,黃旭,等.微觀組織對TA15鈦合金力學性能的影響[J].稀有金屬,2004,28(2):362-364. (CAO J X,FANG B,HUANG X,et al.Effects of microstructure on properties of TA15 titanium alloy[J].Chinese Journal of Rare Metals,2004,28(2):362-3640.)
[2]儲俊鵬,張慶玲,李興無,等.普通退火對TA15合金拉伸性能的影響[J].金屬學報,2002,38(增刊1):81-83. (CHU J P,ZHANG Q L,LI X W,et al.Effect of common annealing on tensile properties of TA15 alloy[J].Acta Metallurgica Sinica,2002,38(S1):81-83.)
[3]李興無,張慶玲,沙愛學,等.變形溫度對TA15合金組織和性能的影響[J].材料工程,2004(1):8-11. (LI X W,ZHANG Q L,SHA A X,et al.Effect of deformation temperature on microstructure and properties of TA15 alloy[J].Journal of Materials Engineering,2004(1):8-11)
[4]中國航空材料手冊編輯委員會.中國航空材料手冊第4卷[M].第2版.北京:中國標準出版社,2002.74.
[5]賀飛,陳海峰,王玉會.顯微組織對TA15合金高溫拉伸性能的影響[J].材料工程,2012(2):13-15. (HE F,CHEN H F,WANG Y H.Effect of microstructure on high temperature tensile properties of TA15 titanium alloy[J].Journal of Materials Engineering,2012(2):13-15.
[6]張啟運,莊鴻壽.釬焊手冊[M].北京:機械工業出版社,1998.259.
[7]郭萬林,李天文,淮軍鋒.高溫鈦合金TG6釬焊工藝與接頭組織分析[J].航空制造技術,2007(增刊1):203-204. (GUO W L,LI T W,HUAI J F.Brazing technology and joint microstructure analysis of high temperature titanium alloy TG6[J].Aeronautical Ical Manufacturing Technology,2007(S1):203-204.)
[8]鮑利索娃E A.鈦合金金相學[M].陳石卿譯.北京:國防工業出版社,1986,4.
[9]郭萬林,李天文.鈦合金釬縫中元素的擴散行為研究[J].稀有金屬,2001,25(5):345-347. (GUO W L,LI T W.Study on diffusion behavior of elements in brazing joint of ritanium alloys[J].Chinese Journal of Rare Metals,2001,25(5):345-347.)
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
