柴油機(jī)機(jī)體主軸孔雙材料珩磨工藝淺析
2013-02-28 08:36:58王立萍陳偉忠
柴油機(jī)設(shè)計(jì)與制造 2013年4期
關(guān)鍵詞:工藝結(jié)構(gòu)
王立萍,陳偉忠
(1.一汽解放汽車有限公司無(wú)錫柴油機(jī)廠,無(wú)錫214026;2.無(wú)錫出入境檢驗(yàn)檢疫局,無(wú)錫214101)
柴油機(jī)機(jī)體主軸孔雙材料珩磨工藝淺析
王立萍1,陳偉忠2
(1.一汽解放汽車有限公司無(wú)錫柴油機(jī)廠,無(wú)錫214026;2.無(wú)錫出入境檢驗(yàn)檢疫局,無(wú)錫214101)
柴油機(jī)機(jī)體主軸孔由鋁、鐵2種材料組成,該孔珩磨為雙材料斷續(xù)面長(zhǎng)孔珩磨工藝技術(shù)。本文主要介紹了該結(jié)構(gòu)主軸孔珩磨工藝技術(shù)的研究應(yīng)用過(guò)程,對(duì)主軸孔結(jié)構(gòu)、材料特性、使用的珩磨刀具結(jié)構(gòu)特性、切削參數(shù)等進(jìn)行了分析,并對(duì)珩磨工藝技術(shù)進(jìn)行了切削試驗(yàn)研究。通過(guò)試驗(yàn)實(shí)踐總結(jié)出影響珩磨工藝技術(shù)的各種因素,淺析珩磨工藝技術(shù),有效保證產(chǎn)品質(zhì)量要求。
雙材料 斷續(xù)面長(zhǎng)孔 珩磨工藝
1 前言
隨著轎車柴油機(jī)的發(fā)展和革新,先前的缸體與軸承蓋組成的主軸孔由相同鑄鐵材料配對(duì)的孔轉(zhuǎn)變成了鋁合金缸體與鑄鐵軸承蓋相配對(duì)的雙材料孔,鋁包鐵缸體總成成為革新產(chǎn)品,并能滿足在輕量化設(shè)計(jì)下產(chǎn)品性能達(dá)歐Ⅳ排放要求。珩磨工藝能保證其雙材料主軸孔的粗糙度、圓度和圓柱度等技術(shù)參數(shù)的要求,網(wǎng)紋也能起到儲(chǔ)油潤(rùn)滑作用,確保發(fā)動(dòng)機(jī)的性能。
本文意在對(duì)這種新型主軸孔雙材料珩磨工藝技術(shù)的研究與探索,積累和發(fā)展珩磨工藝技術(shù)。
2 氣缸體結(jié)構(gòu)特點(diǎn)及加工
2.1 氣缸體結(jié)構(gòu)與材料
氣缸體主軸孔上半部材料為YL112,硬度≥90 HBS,抗拉強(qiáng)度不低于245 MPa;下半部框架為鋁框架包鐵主軸承蓋零件,其中本體材料為ZL112,硬度≥90 HBS,抗拉強(qiáng)度不低于245 MPa;主軸承蓋嵌在內(nèi)部框架中,材料為QT400-10,硬度130~180 HBS;組合成的主軸孔為鋁、鐵2種材料的結(jié)構(gòu)孔,如圖1所示。產(chǎn)品設(shè)計(jì)成主軸孔內(nèi)有網(wǎng)紋要
求,故精鏜后需進(jìn)行珩磨工藝。

圖1 缸體主軸孔結(jié)構(gòu)示意圖
來(lái)稿日期:2013-06-15
2.2 主軸孔要求和工藝難點(diǎn)
該主軸孔1、5檔同軸度為φ0.015;2、3、4檔相對(duì)相鄰檔跳動(dòng)為0.015,相對(duì)1、5檔跳動(dòng)為0.02;所有主軸承孔圓柱度都為0.01;珩磨后主軸孔表面粗糙度應(yīng)達(dá)到表1所規(guī)定的要求。
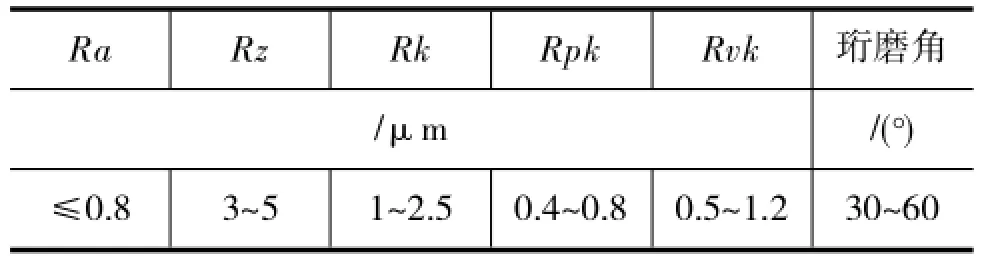
表1 主軸孔珩磨網(wǎng)紋要求
3 磨削方案分析
3.1 磨頭結(jié)構(gòu)分析
一般如圖2所示的長(zhǎng)度相對(duì)較短,粗、伸縮式磨條和導(dǎo)條布置在同一圓周上的整體式珩磨頭結(jié)構(gòu),在設(shè)備主軸與連桿為浮動(dòng)連接式結(jié)構(gòu)的連續(xù)孔磨削中能很好地保證連續(xù)孔的圓柱度、圓度和粗糙度。而對(duì)于如圖3所示的孔徑相對(duì)較小、斷續(xù)長(zhǎng)孔來(lái)說(shuō),一方面磨條和導(dǎo)條難以布置在同一圓周面上,另一方面短磨頭無(wú)法保證斷續(xù)孔的圓柱度要求。象這種磨條伸縮時(shí)獨(dú)立地支撐在脹芯機(jī)構(gòu)上的磨削工具在磨削軟、硬材料結(jié)合的雙材料孔徑時(shí)會(huì)產(chǎn)生偏移狀況。因此適應(yīng)上述斷續(xù)孔要求的磨頭結(jié)構(gòu)必須考慮這些因素。
3.2 珩磨頭結(jié)構(gòu)設(shè)計(jì)
根據(jù)主軸孔這一特性,珩磨頭結(jié)構(gòu)必須考慮軟、硬2種材料在磨削時(shí)防止磨頭引偏的結(jié)構(gòu)。磨頭在進(jìn)給運(yùn)動(dòng)時(shí)采用雙側(cè)導(dǎo)向結(jié)構(gòu),克服了導(dǎo)條與磨條小尺寸難以布置在同一圓周上的困難,并幫助珩磨頭進(jìn)給時(shí)避免因孔斷續(xù)后著力變化而產(chǎn)生的竄動(dòng)、偏移狀況(見(jiàn)圖4)。結(jié)構(gòu)設(shè)計(jì)如下:
(1)珩磨頭漲縮芯軸設(shè)計(jì)成多錐支撐,保證珩磨工件的圓度。
(2)粘珩磨條的座子采用弧形片狀結(jié)構(gòu),選用耐磨、抗壓強(qiáng)度高且尺寸穩(wěn)定性強(qiáng)的工具鋼材料。工作時(shí)各弧件都能接觸工件的兩半圓,避免因工件兩半圓的材料不同而使珩磨時(shí)偏向軟的一方,來(lái)保證珩磨后工件的圓度。

圖2 珩磨粗短孔珩磨頭結(jié)構(gòu)示意圖

圖3 細(xì)長(zhǎng)斷續(xù)孔結(jié)構(gòu)示意圖
(3)珩磨頭上珩磨條的長(zhǎng)度跨越2個(gè)主軸孔支撐肩。工作中磨條均能接觸前后檔的位置,避免珩磨時(shí)發(fā)生偏移而撞壞珩磨條。
(4)珩磨頭采用雙側(cè)合金導(dǎo)向條來(lái)保證珩磨后主軸孔的同軸度。
(5)珩磨頭結(jié)構(gòu)中運(yùn)用微調(diào)螺釘,以調(diào)節(jié)珩磨頭的漲縮量來(lái)保證珩磨調(diào)試時(shí)不會(huì)撞主軸孔,可以
方便地適應(yīng)珩磨機(jī)的步進(jìn)量的快慢和大小的調(diào)整。

圖4 珩磨細(xì)長(zhǎng)斷續(xù)孔珩磨頭剖面圖
(6)磨頭為小角度長(zhǎng)倒錐進(jìn)入結(jié)構(gòu);珩磨頭與連桿為浮動(dòng)連接,珩磨頭進(jìn)入主軸孔后不會(huì)壓傷材料較軟的鋁半圈孔壁。
4 磨削參數(shù)設(shè)置試驗(yàn)與匹配
4.1 珩磨角的確定
圖5為珩磨角與Va、Vt的關(guān)系圖。
由于珩磨頭長(zhǎng)度較長(zhǎng),初次試驗(yàn)時(shí)轉(zhuǎn)速選取低一點(diǎn),選為80 r/min,則圓周速度為

根據(jù)產(chǎn)品圖紙技術(shù)要求中珩磨角的范圍,取珩磨角θ為45°,則往復(fù)速度如下:

按照這樣的選取值試磨削,實(shí)際測(cè)得θ值比45°小,即理論計(jì)算值與實(shí)際操作結(jié)果不相符合。

圖5 珩磨角與Va、Vt關(guān)系圖
分析原因發(fā)現(xiàn),在往復(fù)過(guò)程中珩磨頭與工件表面間存在摩擦阻力的影響;且珩磨油壓力、珩磨油粘度、珩磨頭脹出壓力對(duì)摩擦阻力均有影響,使往復(fù)速度值比理論值小,僅從理論公式去考慮與實(shí)際情況不相符合。因此試驗(yàn)時(shí)設(shè)定圓周速度后,連續(xù)提高往復(fù)速度,測(cè)量珩磨角。當(dāng)Va設(shè)定值提高到理論值的1.75倍時(shí),即Va=5.6×1.75=9.98 m/min時(shí)實(shí)際測(cè)得網(wǎng)紋交叉角約為45°。
4.2 粗糙度網(wǎng)紋要求的確定
根據(jù)產(chǎn)品圖樣對(duì)網(wǎng)紋Ra、Rz、Rk等的要求,從圖6支承長(zhǎng)度率Abbott曲線圖看出,這些參數(shù)要求是相關(guān)聯(lián)的。要達(dá)到這些要求不僅與磨條的磨粒規(guī)格有關(guān),而且還與珩磨機(jī)工作的各項(xiàng)參數(shù)設(shè)置有關(guān)。操作人員必須具備一定的操作技能。
珩磨要求中沒(méi)有材料比率Mr1、Mr2的要求,珩磨頭就設(shè)計(jì)成一次性成型磨,磨粒選用微粉級(jí)粒度規(guī)格,在Nagel機(jī)一種珩磨模式下操作。
試驗(yàn)中設(shè)定在某一項(xiàng)參數(shù)不變的情況下改變其它參數(shù)并隨時(shí)檢測(cè)數(shù)據(jù)結(jié)果,多次設(shè)定某項(xiàng)參數(shù)改變其它參數(shù),通過(guò)磨削試驗(yàn),大量實(shí)驗(yàn)數(shù)據(jù)表明:
(1)微粉磨粒的規(guī)格能影響Rz、Rvk的大小,磨粒直徑越大其值越大。
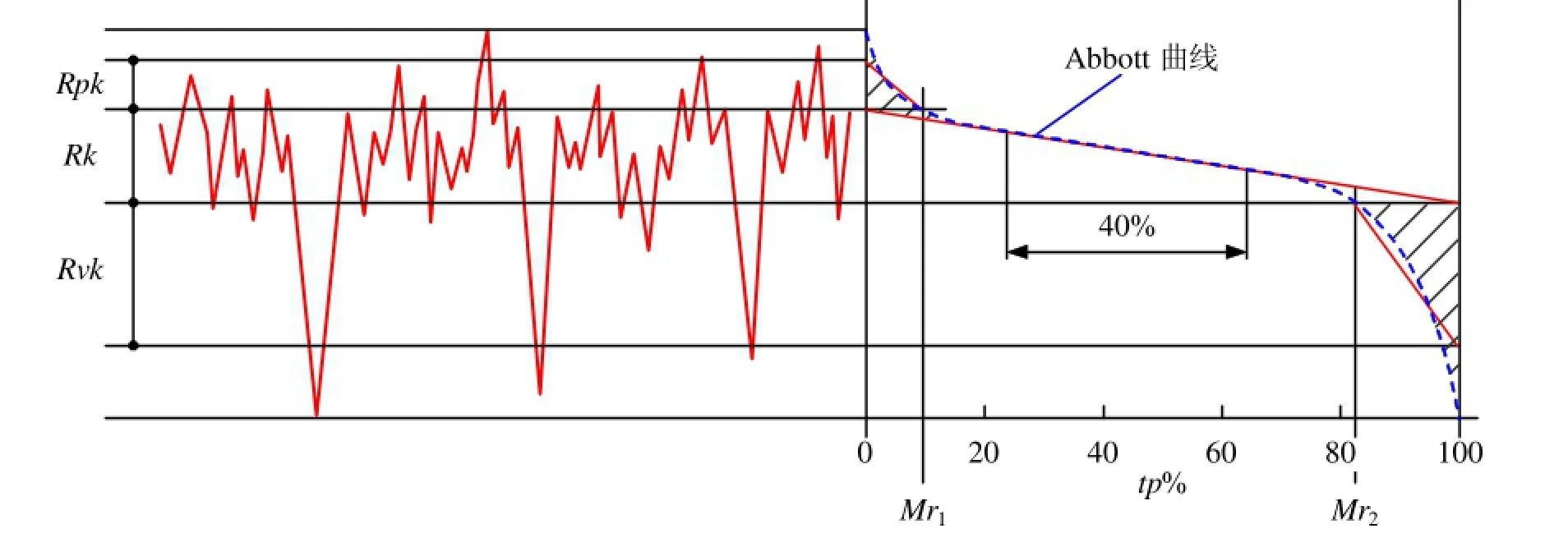
圖6 支承長(zhǎng)度率曲線圖
(2)上、下越程的大小影響著整個(gè)斷續(xù)孔的圓柱度要求,太大呈現(xiàn)出兩頭大中間小現(xiàn)象,太小則呈現(xiàn)出兩頭小中間大現(xiàn)象[1]。另外假如當(dāng)下越程的大小受到工件結(jié)構(gòu)影響不能大時(shí)可以采用其它方式改變孔形,如珩磨頭直徑上下部差異,規(guī)圓時(shí)調(diào)大珩磨頭下部直徑;在珩磨壓力一定下縮短珩磨時(shí)間等方法。
(3)采用一次性珩磨,珩磨壓力越大,Rvk值就會(huì)越大。
(4)珩磨時(shí)間長(zhǎng),Rk、Rvk都會(huì)減少,但對(duì)Rpk來(lái)說(shuō),一開(kāi)始隨珩磨時(shí)間的加長(zhǎng)而快速下降,當(dāng)達(dá)到一定程度時(shí)即使時(shí)間加大其變化甚微。
(5)珩磨時(shí)步距的設(shè)定也會(huì)影響粗糙度的大小,步距設(shè)大粗糙度也會(huì)變大。
(6)珩磨油對(duì)粗糙度也會(huì)有影響,珩磨油粘度大就相當(dāng)于潤(rùn)滑力加大,摩擦系數(shù)小磨粒滑過(guò)的速度快與壁接觸淺了,粗糙度也會(huì)變小。
(7)對(duì)于新的磨頭,需要經(jīng)過(guò)一定的修刃磨削后讓磨粒帶有弧面,左旋與右旋的結(jié)合運(yùn)用也能使磨粒銳利均勻;然后再進(jìn)行各項(xiàng)參數(shù)的調(diào)節(jié)會(huì)使實(shí)驗(yàn)過(guò)程中更能找到規(guī)律,容易判斷出影響各參數(shù)的因素。
試驗(yàn)數(shù)據(jù)表明,當(dāng)珩磨壓力選為20%,沖程速度分別設(shè)置為20 m/min、15 m/min和12.5 m/min,珩磨時(shí)間為2~3個(gè)循環(huán),其它參數(shù)為定值時(shí),粗糙度能達(dá)到工件圖紙要求。上、下越程大小在25 mm左右時(shí),適當(dāng)差異可確保同軸度、跳動(dòng)達(dá)到工件圖紙要求。
4.3 試驗(yàn)檢測(cè)數(shù)據(jù)
珩磨工藝中產(chǎn)品要求關(guān)聯(lián)并需同時(shí)達(dá)標(biāo)的要素較多,能同時(shí)做到這些要素均達(dá)標(biāo)并非易事。經(jīng)過(guò)反復(fù)試驗(yàn)和改進(jìn),最終抽樣檢測(cè)數(shù)據(jù)見(jiàn)表1。

表1 珩磨后產(chǎn)品所需技術(shù)參數(shù)檢測(cè)數(shù)據(jù)表
5 結(jié)論
(1)通過(guò)大量探索性試驗(yàn)研究,確定了合適的珩磨角、粗糙度網(wǎng)紋磨削參數(shù),獲得了雙材料組合的斷續(xù)面主軸孔珩磨工藝的一些方法,填補(bǔ)了企業(yè)在這一領(lǐng)域的空白。
(2)對(duì)主軸孔結(jié)構(gòu)、材料特性、使用的珩磨刀具結(jié)構(gòu)特性、切削參數(shù)等要素的分析和試驗(yàn)實(shí)踐總結(jié)出影響珩磨工藝技術(shù)的各種因素,能有效掌握提高珩磨工藝技術(shù),從而縮短新技術(shù)應(yīng)用周期,最終保證產(chǎn)品質(zhì)量要求。
(3)通過(guò)試驗(yàn)研究對(duì)珩磨工藝技術(shù)有了進(jìn)一步的了解,并能進(jìn)一步學(xué)會(huì)如何調(diào)節(jié)珩磨設(shè)備設(shè)置參數(shù),進(jìn)一步體會(huì)到設(shè)置參數(shù)對(duì)各粗糙度網(wǎng)紋參數(shù)的影響,從而進(jìn)一步提升工藝技能;積累了珩磨工藝經(jīng)驗(yàn)并走向成熟,為以后順利解決新品機(jī)型出現(xiàn)不同規(guī)格的類似孔珩磨技術(shù)打下了基礎(chǔ)。
(4)深入試驗(yàn)而研究出的成熟的主軸孔斷續(xù)面雙材料孔珩磨工藝,對(duì)確保輕型柴油機(jī)產(chǎn)品質(zhì)量并能推廣運(yùn)用于市場(chǎng)具有重要意義。
1孟少農(nóng).機(jī)械加工工藝手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2007.
Analysis of Honing Process for Crankshaft Hole of Double Materials
Wang Liping1,Chen Weizhong2
(1.FAW JieFang Automotive CO.LTD Wuxi Diesel Engine Works,Wuxi 214026,China; 2.Wuxi Entry-Exit Inspection and Quarantine Bureau·PRC,Wuxi 214101,China)
The crankshaft hole of a diesel engine is made up of two kinds of material,which needs a special honing processing.The honing processing for such hole is developed by analyzing the features of the hole and the frame,material characteristics,tooling as well as cutting parameters,and by cutting tests.The factors that affect honing processing are resulted from the tests.The honing processing ensures the product quality effectively.
two kinds of material,long and intermittent hole,honing process
王立萍(1968-),女,高級(jí)工程師,主要研究方向?yàn)楣に嚰夹g(shù)研究與應(yīng)用。
10.3969/j.issn.1671-0614.2013.04.008
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03