首臺鋼制液化CO2運輸船儲罐建造的技術要點
2013-02-07 10:09:46潘伍覃黃金祥
船舶標準化工程師 2013年2期
潘伍覃,黃金祥
(武漢一冶鋼結構有限責任公司,武漢 430415)
0 引言
CO2是一種工業氣體,用途十分廣泛,常溫下呈氣態,密度為1.9 g/ml。固態CO2俗稱干冰,沸點溫度為-78.5℃(升華)。目前,CO2的運輸方式主要是將CO2氣體加壓液化并采取一定的保冷措施采用儲罐儲存運輸。將罐內溫度維持在-30℃~-17℃,此時液態CO2的飽和蒸汽壓介于1.43 MPa~2.16 MPa之間。將溫度和壓力維持在這樣一個相對合理且容易控制的范圍內,以便保證運輸過程中的安全。
CO2運輸船是一種介于全壓和半冷半壓之間的新興船型。液化CO2運輸船建造的難點是C型獨立液貨儲罐的制造。武漢一冶鋼結構有限責任公司(以下簡稱“公司”)于2011年承建了國內首臺液化CO2運輸船儲罐,由于目前沒有相應的建造規范,在建造過程中主要以《散裝運輸液化氣體船舶構造與設備規范》作為參考依據。
文中主要介紹了液化CO2儲罐罐體材料的采購技術要點、焊接工藝、儲罐制造技術要點、整體熱處理工藝,公司按照技術要點對關鍵工序工藝進行控制,保證了儲罐的質量。
1 主要技術要點
1.1 液化CO2儲罐參數
液化CO2儲罐的相關參數如表1所示,結構形式為臥式圓筒形,兩端采用半球形封頭(圖1)。
1.2 鋼材的采購技術要點
儲罐罐體材料的采購技術條件至少應滿足以下規范中的相關要求,并取得CCS的認可:
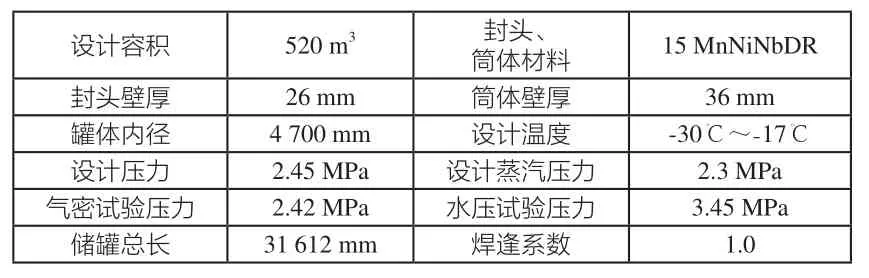
表1 液化CO2儲罐參數
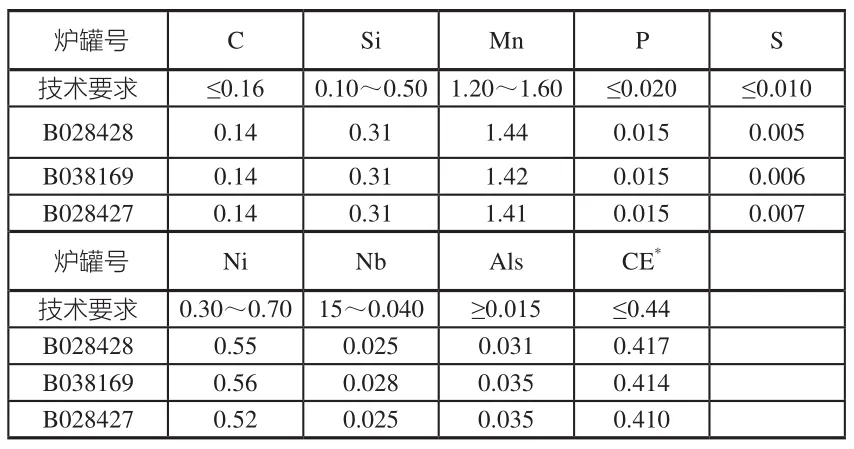
表2 15MnNiNbDR鋼板的化學成份(熔煉分析) (質量分數,%)
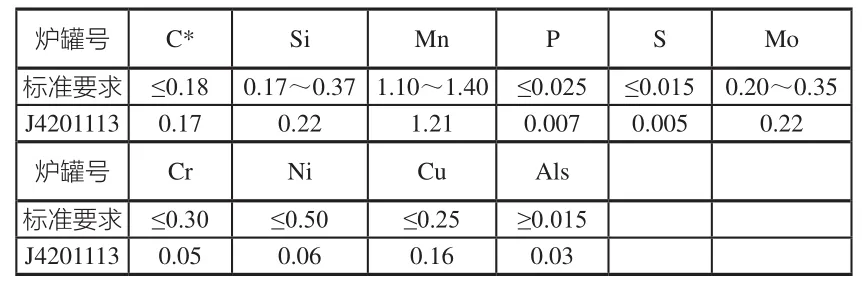
表4 20MnMoD化學成分 (質量分數,%)
1)《散裝運輸液化氣體船舶構造與設備規范》(以下簡稱“散化規”)第6章表6.2規定:設計溫度低于0℃~-55℃的液貨儲罐所用的板材和鍛件應為全鎮靜、鋁處理的細晶粒鋼[1];
2)滿足GB150.2附錄A中對15MnNiNbDR鋼板化學成分及力學性能的要求,其他未規定事項按GB3531《低溫壓力容器用低合金鋼鋼板》;
3)《散化規》第6章表6.2規定:C元素的化學成分最大為0.16%(質量分數);
4)GB3531《低溫壓力容器用低合金鋼鋼板》中6.1.3中規定全鋁Alt質量分數可用測定酸溶鋁Als質量分數代替,酸溶鋁的質量分數應不小于0.015%[2];
5)《散化規》第6章表6.2注2規定:厚度為36 mm的鋼板夏比V型缺口試驗溫度應選擇比設計溫度低20℃,即-50℃;

圖1 液化CO2儲罐結構示意圖
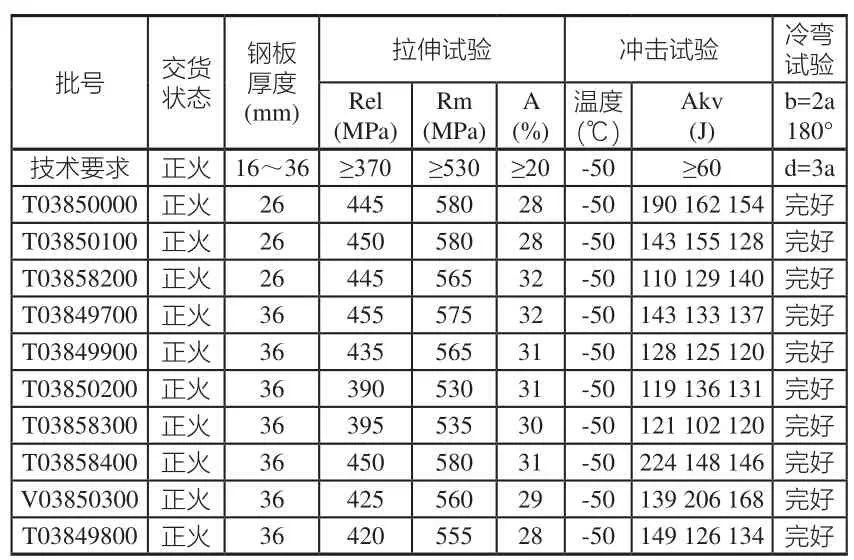
表3 15MnNiNbDR鋼板的力學性能
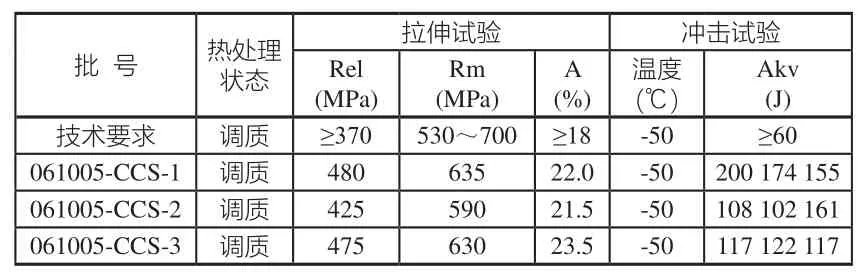
表5 20MnMoD力學性能
6)20MnMoD鍛件應符合NB/T47009《低溫承壓設備用低合金鋼鍛件》中的相關技術條款的要求[3]。
綜上,罐體材料15MnNiNbDR鋼板對化學成分和力學性能的要求如表2和表3中技術要求所示。20MnMoD是與15MnNiNbDR鋼配套的低合金鍛鋼,液化CO2儲罐中人孔法蘭、氣室接管及法蘭等使用該鍛件。20MnMoD鍛鋼對化學成分和力學性能的要求如表4、表5中技術要求所示。
本工程中15MnNiNbDR鋼板實物的化學成分及力學性能見表2、表3。表中數據顯示,實物中C元素的含量很好的控制在技術要求的范圍內,對有害雜質P、S的含量控制也較為嚴格,Als的含量更是達到了文獻[4]中認為的最佳值,Ni元素的含量控制在0.5%左右,很好的保證了材料的低溫韌性。鋼板實物的力學性能指標總體上均有較大的裕量值。20MnMoD鍛鋼技術指標高于NB/T47009-2010《低溫承壓設備用低合金鋼鍛件》和采購技術要求,其中對有害元素S、P含量控制的更嚴。鋼板和鍛鋼均滿足相關規范的要求,亦取得了CCS認可。
1.3 焊材的采購技術要點
按等強匹配原則,15MnNiNbDR鋼選用E55××型的焊條。通過多次焊接工藝性試驗進行焊材的篩選,確定選擇伯樂焊材公司牌號為E5518-C3R焊條。根據CCS《材料與焊接規范》第3篇第2章表2.2.2.3中規定,E55××型焊條應該按5Y42H10級別進行認可[5],其力學性能的技術要求如表6所示。焊條化學成分的技術要求在CCS規范中未做相關要求,可參考GB/T5118《低合金鋼焊條》中的規定,如表7所示。
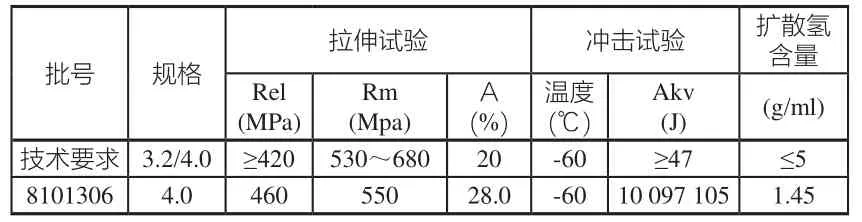
表6 E5518-C3R焊條熔敷金屬力學性能
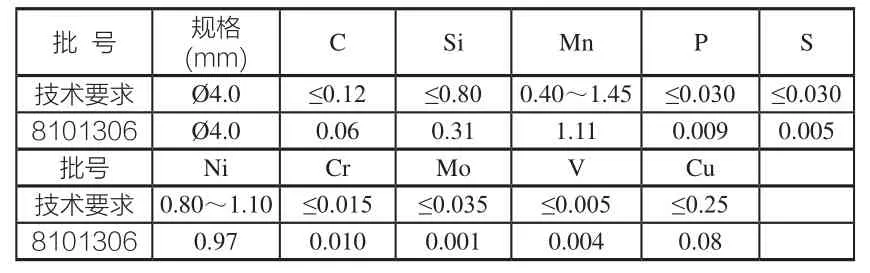
表7 E5518-C3R焊條熔敷金屬化學成分 (質量分數,%)
本工程中焊條實物的力學性能和化學成分見表7、表8。從表中數據可以看出:焊條和母材性能相當,尤其是低溫沖擊裕量較大,同時擴散氫含量低,能有效防止焊后冷裂紋的產生;焊條中P、S含量的控制嚴格,低C元素和高Ni元素的組合能有效的保證低溫韌性。通過選擇合適的焊接材料,有力的保證了產品焊縫的性能。
1.4 焊接工藝
液化CO2儲罐主要采用焊條電弧焊。按《散化規》第6章6.1條款和CCS《材料和焊接規范》第3篇第3章第2節的規定需要進行平、立、橫三個位置的焊接工藝評定,同時需要按液化CO2儲罐現場要求進行模擬焊后熱處理(SR處理)。
要保證焊縫的低溫韌性,在焊接時應盡量的避免Ni及Cr、Mo等合金元素的燒損。經過采用不同的焊接參數進行多次焊接試驗,確定了適合15MnNiNbDR鋼的工藝參數:焊縫坡口采用不對稱X型坡口,大坡口55°~60°,小坡口60°~65°;預熱溫度不低于100℃,層間溫度控制在100℃~150℃,后熱溫度200℃~250℃,保溫時間0.5 h~1 h。其他焊接工藝參數如表8所示。

表8 焊接工藝參數
15MnNiNbDR鋼焊接技術措施:采用分層多道焊接,在焊接過程中嚴格控制電流,適當提高焊接速度以控制焊接線能量不超過35 kJ/cm,減少合金元素尤其是Ni元素的燒損。嚴格控制層間溫度,避免母材高溫停留時間過長,有效阻止熱影響區晶粒長大,使母材熱影響區軟化程度降到最低,同時焊后采取緩冷措施,防止冷卻速度過快而導致焊縫表面形成碎硬層[6,7]。
本工程焊接工藝評定試驗結果如表9所示,試驗結果符合CCS相關規范的要求,并取得CCS認可。表中數據顯示,經過SR處理后,試板抗拉強度和-50℃低溫沖擊韌性良好,尤其是低溫沖擊試驗結果遠高于規范要求的34 J,焊縫金屬的力學性能也與母材非常接近。焊接工藝的合理亦是本工程質量的保證。
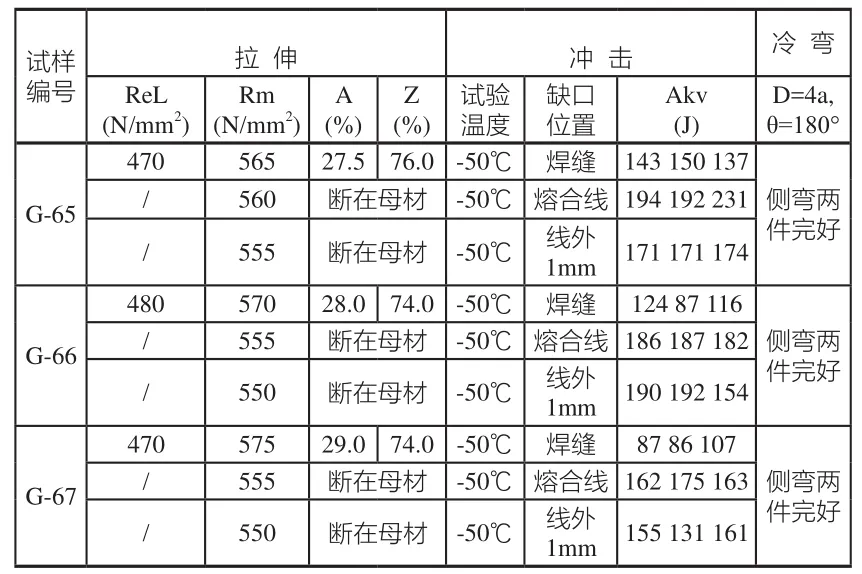
表9 焊接試驗結果
1.5 儲罐制造技術要點
液化CO2儲罐半成品在車間制造,然后運輸至現場組焊。在制造安裝過程中應注意以下幾點:
1)由于是低溫容器,鋼板不允許采用鋼印進行標記移植,尤其是焊縫附近不允許打焊工鋼印。鋼板在吊裝轉運過程中避免刻劃。筒節在卷制的過程中,應及時清理輥床和鋼板表面,避免氧化渣損傷鋼板表面。以上情況均易產生缺口效應,導致應力集中以致材料發生低溫脆性斷裂。
2)嚴格按照工藝排版圖下料,保證下料尺寸的精度,每個筒節均要求預裝,檢查焊接接頭對口錯邊量不大于2.5mm和棱角度不大于4mm。避免強力組裝產生拘束應力,不允許采用鐵錘敲打成型以避免局部位置產生冷作硬化。儲罐的半球形封頭的殼板采用專業模具多點多次壓制成型,冷成型的環境溫度要高于5℃。
3)半成品在運輸過程中要采用托架包裝防止變形。現場組焊前應復查筒節尺寸,組裝應在平臺上進行,保證每圈筒節的最大直徑和最小直徑差控制在20mm內。單個筒節可采用可調節的“米”字撐加固。
1.6 儲罐整體熱處理要點
CCS《材料和焊接規范》第3篇第7章第4節規定:Ⅰ級受壓容器,當材料厚度超過20mm時應進行焊后消除應力熱處理。液化CO2儲罐(圖2),總長為31 600 mm,內徑為4 700 mm,船罐截面長高比6.7 : 1。由于CO2船儲罐外形過于“細長”,采用內部燃油法進行熱處理時,首先要保證儲罐受熱均勻。而深井泵座和人孔的不對稱布置則不利于內部熱流的循環及廢氣的排放,容易導致某些部位溫度過高而另一些部位溫度又達不到,造成熱處理過程中局部溫差過大,這樣有可能不利于消除應力反而會因為溫差過大造成局部變形不均形成內應力,同時可能使儲罐著火點處因為火力集中,也使得氣室處可能會受自重影響塌陷。

圖2 液化CO2船儲罐焊后圖
本工程采用了專利技術——分段導熱裝置,對內部燃燒產生的熱氣流進行了有效控制,使CO2儲罐在熱處理過程中受熱均勻,達到了熱處理消應力的目的。通過對儲罐熱處理前后的應力測試(表10),測試部位包含了儲罐的封頭縱縫、封頭環縫、筒體環縫、筒體縱縫,殘余應力比熱處理前平均下降了約55%,結果表示達到了理想效果。
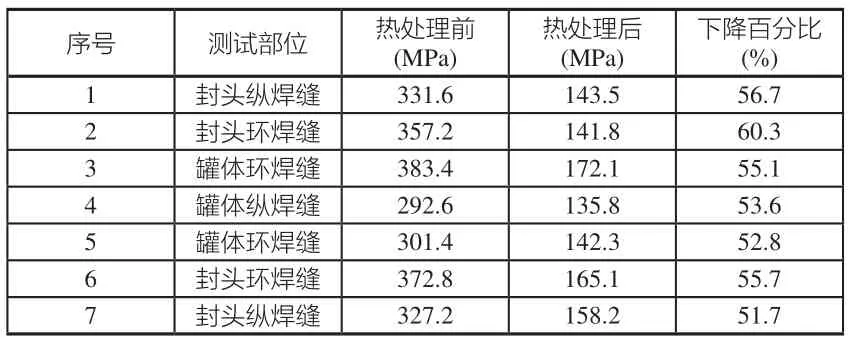
表10 儲罐熱處理前后應力對比數據
2 建造依據的標準
在沒有專門標準規范的前提下,建造首臺鋼制液化CO2儲罐除借鑒了《散化規》外,還參考了國內各行業標準,包括:
1)根據現有船舶類規范如CCS《材料與焊接規范》、國家壓力容器標準規范如GB150.2《壓力容器-第二部分:材料》、GB3531《低溫壓力容器用低合金鋼板》及NB/T47009《低溫承壓設備用低合金鋼鍛件》等從采購的技術條件上保證材料的性能,使其加工性和焊接性均滿足工程需要,并得到船級社的認可。
2)進行了多項焊接工藝試驗,參考CCS《材料與焊接規范》和NB/T47014《承壓設備焊接工藝評定》等標準制定試驗項目,通過試驗數據確定選材和焊接工藝參數,保證工藝的合理和可操作性。并取得船級社的焊接工藝認可。
3)借鑒了低溫容器建造的相關經驗,參考HG/T20585《鋼制低溫壓力容器技術要求》,在制造安裝過程中嚴格按施工工藝執行,嚴把質量控制要點。
4)采用了專利技術,實現了CO2儲罐的整體熱處理,熱處理的工藝要求參考GB150《壓力容器》和GB12337《鋼制球形儲罐》,達到了消應力的目的。
3 結束語
通過參考相關規范,細化了液化CO2儲罐建造過程中的技術要點,從根本上保證了產品建造的質量。液化CO2儲罐的成功建造是綜合利用各行業標準規范和制造經驗指導新產品建造施工的一種嘗試。CO2氣體的工業用途很廣泛,目前主要依賴于公路運輸。在液化CO2儲罐主要是作為船運CO2的儲存裝置,它的成功建造為水路運輸液化CO2帶來極大便利,也開發了其水路運輸市場。
[1] 中國船級社. 散裝運輸液化氣體船舶構造與設備規范(2006)[S].
[2] GB3531-2008, 低溫壓力容器用低合金鋼鋼板[S].
[3] NB/T47009-2010, 低溫承壓設備用低合金鋼鍛件[S].[4] 李成棟, 低碳鋁鎮靜鋼溶酸鋁控制[J]. 鋼鐵, 1983,18(6):25-30.
[5] 中國船級社. 材料與焊接規范(2009)[S].
[6] 黃金祥, 馬寧. -50℃用15MnNiNbDR鋼制2000m3液氨球罐焊接工藝[J]. 石油化工設備, 2009,38(4):60-63.
[7] 方國愛, 劉國慶, 陸戴丁, 等. -50℃用15MnNiNbDR鋼板及焊接接頭低溫韌性[J].石油化工設備,2007,36(6):28-33.
猜你喜歡
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
云南化工(2021年11期)2022-01-12 06:06:14
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
北部灣大學學報(2021年4期)2021-04-28 08:01:04
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
