動車組座椅輸送裝置工藝設計開發
2013-01-13 07:48:50南車青島四方機車車輛股份有限公司孫篤玲安春雷趙成剛
電子世界 2013年10期
南車青島四方機車車輛股份有限公司 孫篤玲 安春雷 趙成剛 雷 達
動車組座椅輸送裝置工藝設計開發
南車青島四方機車車輛股份有限公司 孫篤玲 安春雷 趙成剛 雷 達
本文通過對目前動車組客室座椅的安裝現狀進行分析,開發設計了自動化動車組座椅輸送裝置。通過樣件試制和試驗,進行了座椅安裝流程對比分析,為今后動車組座椅的安裝提供參考。
動車組;座椅輸送裝置;自動化
1.引言
近年來,隨著我國經濟的迅速發展,自動化生產技術在各行各業得到快速發展。在提高勞動生產率、降低勞動強度、改善產品質量、降低生產制造成本、縮短生產周期等方面發揮了巨大的作用。
就動車組而言,整列動車組(8編組)設計以座車為主,座椅數量眾多,座椅的輸送仍大量采用物流叉車與人工搬運的方式,自動化輸送系統一直屬于空白。為適應動車組的快速生產和高質量要求,提高座椅安裝效率,需開發設計現代化的座椅運輸搬運及安裝裝置,對于提高裝備制造水平及生產效率,具有重要的現實指導意義。
2.座椅輸送安裝現狀
目前,動車組座椅的輸送99%以上采用叉車與人抬為主,而這一工序所占工時和勞動強度約占總裝工序的15%以上,在公司快速發展的背景下,已經成為制約生產的瓶頸工序。
因此,研發一種節能環保、投資少、效率高、成本低、產品性能一流的自動化座椅輸送裝置是當前勢在必行的趨勢。
3.座椅輸送裝置模型的建立
該座椅輸送裝置是集座椅儲運一體化及將座椅運送到車內安裝的裝置,主要包括一條座椅輸送裝置、一套座椅支撐工裝。
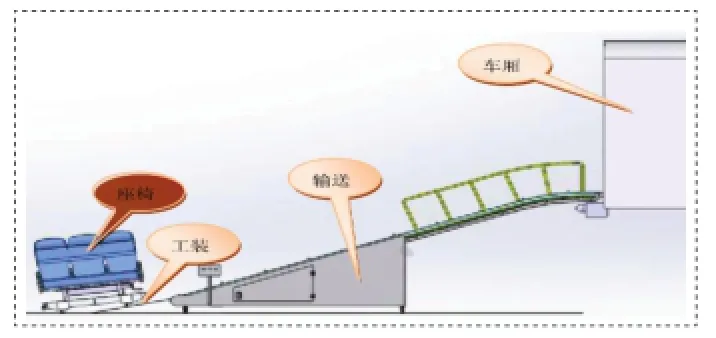
圖1 座椅輸送裝置整體布局圖
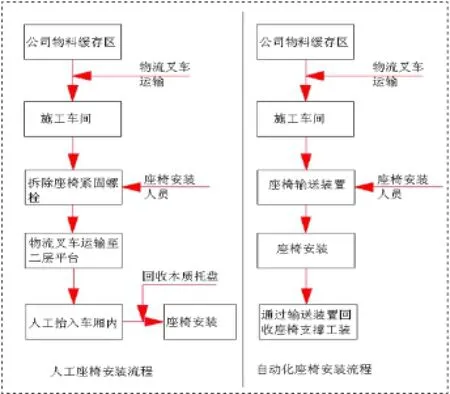
圖2 安裝流程對比圖
座椅支撐工裝用于將座椅固定、轉移、推動到輸送裝置之上,輸送裝置自動將座椅及工裝輸送到車廂之內。完成后,座椅支撐工裝可以通過輸送裝置輸送到地面,座椅輸送裝置整體布局見圖1所示。
3.1 主體結構
3.1.1 座椅輸送裝置
輸送裝置主體機構以鋁合金型材為主,是由前導向板、主導向板、輸送鏈條、后導向板、機架組成。
(1)前導向板
前導向板非工作狀態可以放于主導向板上,節省空間;前導向板由不銹鋼制作而成,將工裝導入輸送裝置。
(2)輸送鏈條
輸送鏈條為帶擋塊的不銹鋼鏈條,噪音低,無需潤滑,干凈清潔。
(3)后導向板
與前導向板類似,非工作狀態可以放于主導向板上,節省空間;由不銹鋼制作而成,將工裝導出輸送裝置。
(4)機架
機架由型材焊接而成,外面有不銹鋼護板。
3.1.2 座椅支撐工裝
座椅工裝主體機構是由座椅定位及卡緊裝置、萬向輪收縮/伸出裝置、外側框架組成。用于將動車座椅固定、移動、打包、輸送、運輸。
(1)座椅定位及卡緊裝置
定位由四個銷釘組成,45#鋼經熱處理,耐磨,耐撞擊。卡緊裝置包括卡爪、轉動軸、拉桿、鎖緊卡板及腳踏板組成;卡爪、轉動軸、拉桿、鎖緊卡板由45#鋼經熱處理制作而成,耐磨,耐撞擊,使用壽命長;腳踏板做防滑處理,便于踩踏。
(2)萬向輪收縮/伸出裝置
萬向輪收縮/伸出裝置由萬向輪、齒輪、齒條、轉動軸、拉桿、腳踏板組成。齒輪齒條由40Cr經熱處理制作,轉動軸、拉桿、鎖緊卡板由45#鋼經熱處理制作而成,耐磨,耐撞擊,使用壽命長;腳踏板做防滑處理,便于踩踏。
(3)外側框架
外側框架材質為鋁合金,質量輕,防銹,可以代替轉運托盤。
3.1.3 電氣控制系統
本系統由PLC、變頻器等組成,動力電源380v/50HZ,性能可靠,操作方便。
設備電控系統由電控柜、操作控制臺組成。控制柜上設有完成輸送過程全部控制按鈕、指示燈、數字顯示裝置等,對整機的操作控制及各工作狀態進行控制。
采用雙控制面板方式,下方為固定控制面板,上方為遙控控制面板,通過磁鐵可吸附于車廂之內。
另外,考慮了短路保護、電機的過載保護功能等。
3.2 座椅輸送流程
采用自動化座椅輸送裝置后的座椅輸送方式。
4.對比分析
4.1 安裝流程對比分析
使用人工與自動化座椅安裝流程對比見圖2所示。
4.2 效益分析
通過使用自動化的座椅運輸裝置后我們不難發現:
(1)固定座椅方面:將座椅安裝孔落入工裝定位銷之內,通過踩踏腳踏板帶動卡爪可將座椅牢固固定于工裝之上,再次踩踏腳踏板可將座椅松開,人工搬下座椅,省去了座椅安裝人員拆除與木質托盤緊固螺栓工序,降低了工人勞動強度,減少了人員配置1人;
(2)移動座椅方面:踩踏腳踏板可以將萬向輪伸出工裝之外,可以手動推動座椅至座椅輸送裝置上,省去了物流叉車將座椅運輸至二層平臺的工序,降低了叉車的使用率,節約了生產制造成本;省去了座椅安裝人員將座椅抬入車廂內的工序,降低了工人勞動強度,減少了人員配置1人;
(3)改用座椅支撐工裝,整套工裝為純機械裝置,工裝之間可以通過定位銷及卡爪固定,牢固,可靠,安全,便于轉運,使用壽命長,節約了生產制造成本。
5.結束語
通過對座椅輸送裝置的投入生產及現車試驗,動車組座椅輸送及組裝生產線在生產效率、工人勞動強度和經濟效益提升方面取得顯著成效,希望能為制造行業自動化組裝提供一些參考。
孫篤玲(1966—),女,大學本科,高級工程師,現供職于南車青島四方機車車輛股份有限公司。
安春雷(1982—),男,碩士,工程師,現供職于南車青島四方機車車輛股份有限公司。