基于灰評估技術評價噴墨打印紙質量
2012-12-31 13:18:14陳蘊智
中國造紙學報 2012年1期
關鍵詞:評價
陳蘊智 徐 婧
(天津科技大學,天津,300222)
隨著噴墨印刷技術的不斷成熟及其應用領域的不斷擴大,彩色噴墨打印紙的需求量也在不斷上升。高光澤彩色噴墨打印紙通常有較高的白度,具有良好的吸墨性,打印出來的圖像顏色鮮艷飽滿、清晰亮麗,在室內陳設有良好的耐光性和色牢度,特別適合照片影像輸出和廣告展示板制作。造紙商和供應商都在努力提高彩色噴墨打印紙的質量等級,以滿足用戶對高光澤彩色噴墨打印紙質量的要求。如何科學準確地評價紙張的打印質量是人們越來越關注的問題[1]。比較傳統的方法是用肉眼或借助放大鏡和顯微鏡,觀察和判斷打印圖像或文字的清晰度,這是一種以習慣和審美觀點對圖像質量評定的極為主觀的方法,結果因人而異。計算機圖像分析法是一種很優秀的質量評估方法,現已廣泛應用到印刷質量檢測中。然而,目前這些方法還是停留在檢測噴墨打印紙某些性能指標的階段,得到的結果只是一些離散的指標評測值,只能對紙張某一方面的打印性能有所界定,最終還是通過主觀意識評判哪種噴墨打印紙總體的打印質量比較好,無法得到一個科學準確的綜合評價結果。為解決這一問題,本實驗采用客觀評價技術手段借助KDY專業測試版,利用密度計、色度計及顯微鏡拍攝儀等設備對不同紙樣打印圖像的色密度、印刷反差、色域、色差等進行測試,并將每一指標的最優值組成一個序列(最優對象),采用灰評估模型計算出每種紙樣打印性能與最優對象的關聯度,最終得到每種高光澤彩色噴墨打印紙打印質量的綜合評價結果。
1 實驗
1.1 材料與設備
選擇市面常見的7種高光澤彩色噴墨打印紙,所有紙樣均為A4幅面,具體參數見表1。

表1 不同高光澤彩色噴墨打印紙的具體參數
設備:Epson Stylus Photo 1800彩色噴墨打印機、XRite 418反射式密度計、GretagMacbeth Eye-One分光光度計(也用于紙樣光澤度的測量)、Pixera 600ES顯微照相拍攝儀、Profile Maker 5.0色彩管理軟件、Media Cybernetics Image-Pro Plus 6.0圖像分析軟件。
1.2 實驗方法
1.2.1 色密度
打印CMYKRGB實地色塊,用密度計分別測量每種噴墨打印紙的色密度并計算平均色密度。色密度越高,說明墨點的連貫性越好,打印的圖像色彩越鮮艷逼真。
1.2.2 印刷反差
打印10%~100%灰梯尺并依次測量其色密度,作階調復制曲線,最后計算曲線斜率。打印圖像色密度作為灰度的函數,曲線的斜率越大,說明紙張能夠表現的灰度范圍越寬,階調再現性越好。
1.2.3 色差
使用分光光度計測量7種高光澤彩色噴墨打印紙10%~100%CMYKRGB的L*、a*、b*值,根據1976色差公式計算色差。色差越小,紙樣色彩復制的忠實性越好。
1.2.4 色域
打印it8.7-3色標,然后利用分光光度計測量各色的L*、a*、b*值,利用Profile Maker 5.0軟件生成ICC文件,得到每種噴墨打印紙的色域分布情況。計算色域面積,色域越大,噴墨打印紙的再現性能越好。
1.2.5 墨點圓度
利用顯微照相拍攝儀將放大100倍的墨點圖像拍攝下來,然后利用Image-Pro Plus 6.0圖像分析軟件測量和計算墨點圓度。
1.2.6 線寬
利用顯微照相拍攝儀將放大100倍的不同粗細的線條圖像拍攝下來,然后利用Image-Pro Plus 6.0圖像分析軟件測量和計算線寬。
1.2.7 墨色均勻性
測試版中30%的灰色方塊、30%的灰色長條、黑色實地塊、30%的CMY色塊,這些都是用來測量墨色均勻性的。利用密度計和分光光度計,在每一測試區域的不同位置測量6次,并通過檢驗每一測試區域內色密度及色度值的波動性,以反映紙張打印圖像的均勻性。
1.2.8 滲色
利用顯微拍攝儀拍攝測試版中橫縱不同方向且線寬不等的彩色線條,用Image-Pro Plus 6.0圖像分析軟件測量并計算彩色線條印在空白區域和印在有色區域兩個部分的線寬,然后計算差值,差值的絕對值越大則滲色現象越嚴重,噴墨打印紙的打印性能越差。
1.2.9 文本面積
利用顯微照相拍攝儀將放大100倍的文字拍攝下來,然后利用Image-Pro Plus 6.0圖像分析軟件測量9磅字母“e”的文本面積,即利用Image-Pro Plus 6.0圖像分析軟件中“Count/Size”—“Measure”—“Area/Box”工具,可測量文字與背景面積的比值。
1.2.10 打印圖像的主觀評價
高光澤彩色噴墨打印紙打印質量的評價除了客觀測評外,還需要進行主觀評測,并將兩者結合,這樣才能使評價的結果更真實、準確。選取7幅GATF提供的標準測試圖和1幅佳能專業照片測試圖作為此次主觀評價實驗的圖像(見圖1)。
圖1 主觀評價測試圖
1.3 灰評估
灰色關聯理論是灰色系統中理論最成熟、應用最廣泛的部分[2-4]。多層次灰評估模型見圖2。
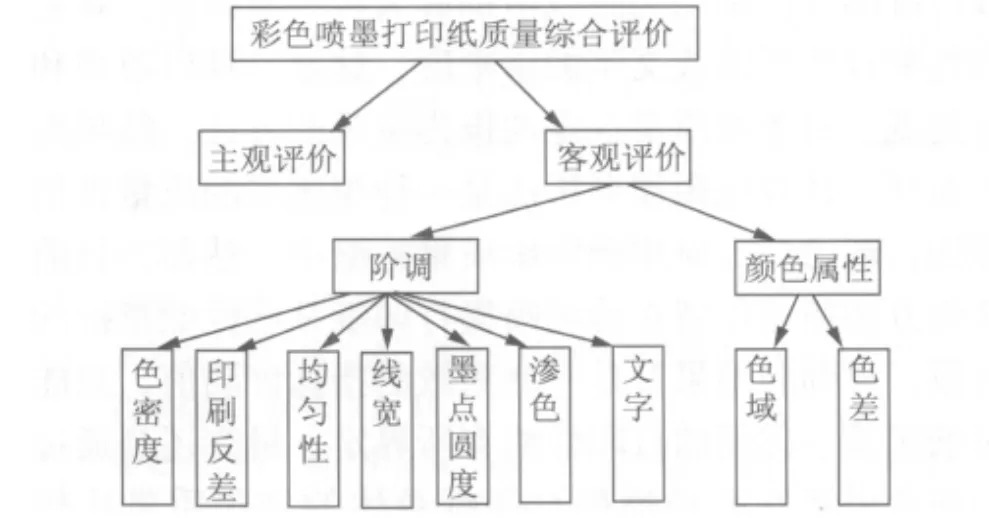
圖2 多層次灰評估模型
多層次灰評估模型的主要思路是多次應用單層次灰評估方法,具體步驟為:先對第K個指標進行單層次綜合評估,得到評判結果Rk,再將Rk作為上一層綜合評判矩陣A中的一個列向量,最后進行第一層綜合評估。單層次(目標Bk)灰色評估的數學模型如下:

其中,Rk=(rk1,rk2,…,rkm),為m個評估對象的關聯度矩陣;rki(i=1,2,…,m)表示第i個評估對象的關聯度。Rk=W×Ek,其中,W=(w1,w2,…,wn)為指標權重矩陣,Ak為指標系數矩陣,Ek為關聯系數矩陣:
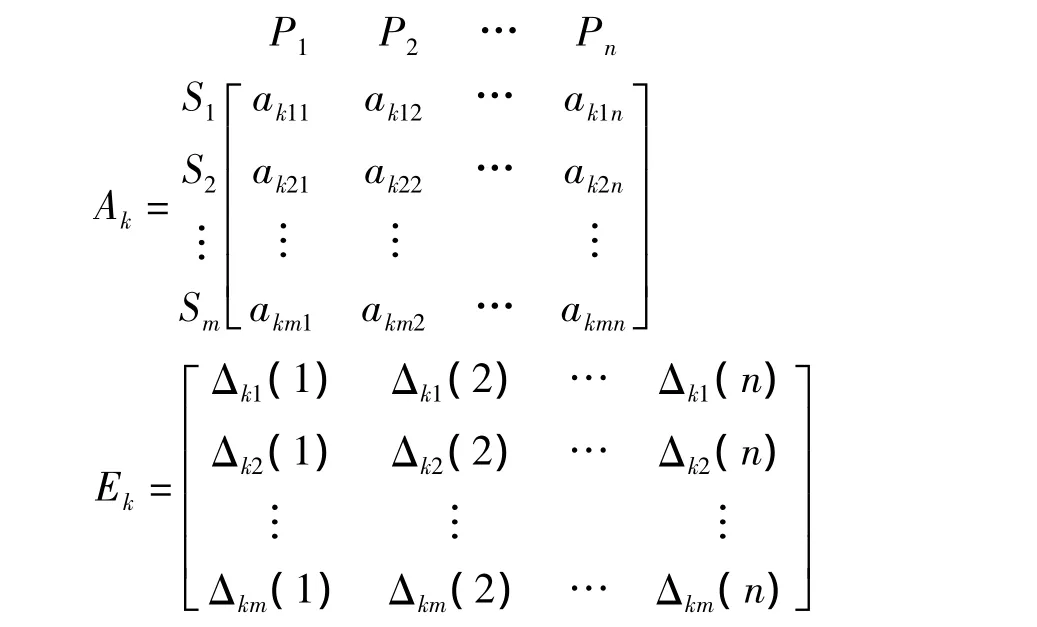
式中,S表示紙樣,P表示指標,akij表示在目標Bk下第i個評估對象的第j個指標的指標值,Δki(j)表示在目標Bk下第i個評估對象第j個指標與最優對象中第j個最優指標的關聯系數。
(1)確定最優對象S0,其元素分別為ak01,ak02,…,ak0n。

其中,D1為收益性指標下標的集合,D2為成本性指標下標的集合,最優對象S0的各元素是諸評估對象對應指標中的最優值。
(2)原始數據規范化處理

(3)關聯度計算

其中,Δkij=a’k0j-a’k|ij。
根據關聯度大小得出綜合結果,然后進行彩色噴墨打印紙紙張質量排名。
2 結果與討論
2.1 紙張打印性能測試
2.1.1 色密度
色密度越高,噴墨打印圖像的色澤越鮮艷。1#~7#噴墨打印紙色密度見表1。由表1可知,色密度平均值最大的為2#噴墨打印紙,最小的為6#噴墨打印紙。
2.1.2 印刷反差
1#~7#噴墨打印紙的階調復制曲線斜率見表2。由表2可知,曲線斜率值最大的為2#噴墨打印紙,最小的為5#噴墨打印紙。
2.1.3 色差
根據1976色差公式計算出1#~7#噴墨打印紙的色差ΔEab,結果見表3。由表3可知,色差最大的為5#噴墨打印紙,最小的為2#噴墨打印紙。
2.1.4 色域
1#~7#噴墨打印紙的色域面積見表4。由表4可知,色域面積值最大的為5#噴墨打印紙,最小的為7#噴墨打印紙。

表1 1#~7#噴墨打印紙的色密度
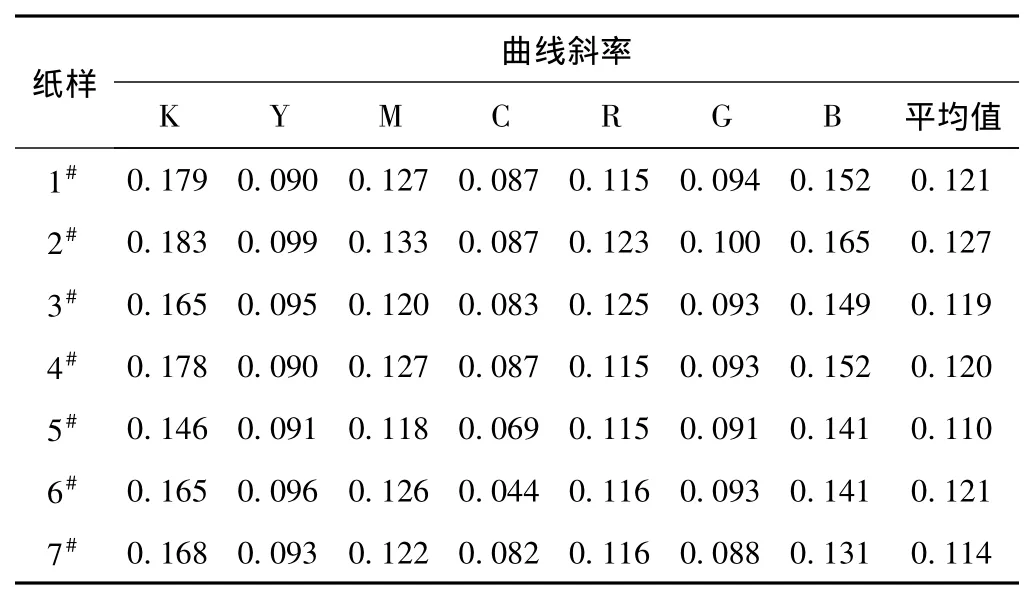
表2 1#~7#噴墨打印紙的階調復制曲線斜率

表3 1#~7#噴墨打印紙的色差ΔEab

表4 1#~7#噴墨打印紙的色域面積
2.1.5 墨點圓度
墨點圓度直接反應墨點的幾何形狀,墨點圓度越大,說明墨點越接近圓形,進而越接近墨點的理想再現效果。1#~7#噴墨打印紙的墨點圓度計算結果見表5。從表5可以看出,5#噴墨打印紙的墨點圓度最大,墨點的再現效果最好。相比之下,3#噴墨打印紙的墨點圓度最小,墨點再現效果最差。

表5 1#~7#噴墨打印紙的墨點圓度
2.1.6 線寬
1#~7#噴墨打印紙的線寬見表6。原稿線寬為250dpi,紙樣線寬越接近250dpi,說明紙樣打印的線條質量越好。由表6可知,4#噴墨打印紙無論縱向線寬還是橫向線寬,都是最接近250dpi的紙樣,所以其線條的粗細再現程度最符合色彩復制的要求。7#噴墨打印紙次之,而線條寬度偏差最大的是2#噴墨打印紙,對于色彩的忠實再現性有很大影響,所以2#噴墨打印紙的線條打印質量最不理想。
2.1.7 墨色均勻性
1#~7#噴墨打印紙打印圖像的墨色均勻性情況見表7。用方差的方法來反映紙樣打印圖像的墨色均勻性的情況,方差越大,表明紙樣打印圖像的墨色均勻性越低。從表7可以看出,1#噴墨打印紙的方差最小,其顏色均勻性最好,而5#噴墨打印紙的方差最大,其顏色均勻性最差。
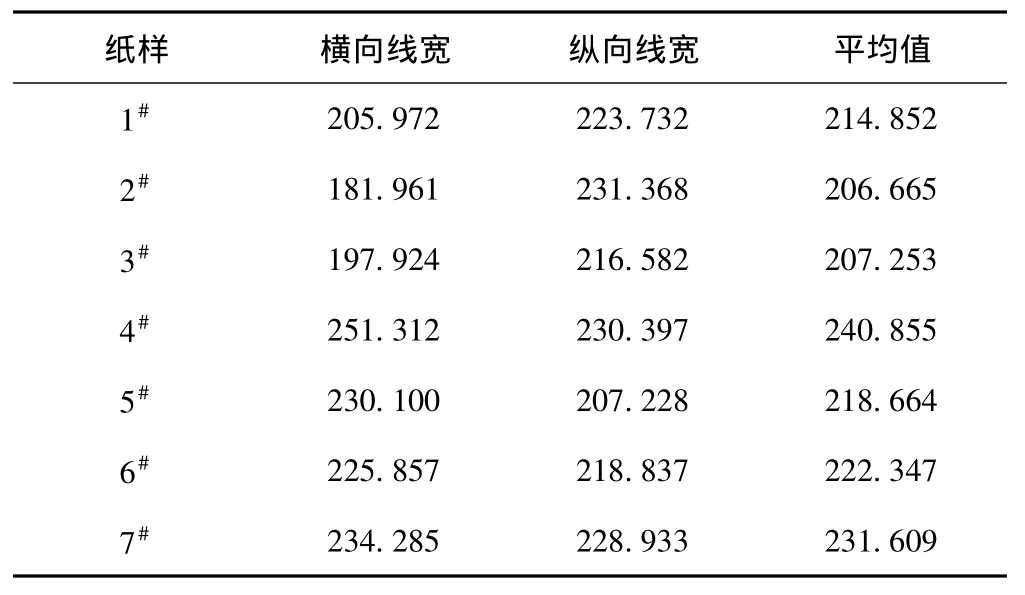
表6 1#~7#噴墨打印紙的線寬 dpi
2.1.8 滲色
1#~7#噴墨打印紙彩色線條的滲色情況見表8。由表8可知,2#噴墨打印紙的滲色平均值最大,滲色現象最嚴重,而1#噴墨打印紙滲色的平均值最小,滲色現象最不明顯。
2.1.9 文本面積
1#~7#噴墨打印紙的文本面積見表9。由表9可知,3#噴墨打印紙的文本面積最小,文字邊緣最清晰。而5#噴墨打印紙的文本面積最大,文字邊緣的毛細現象最嚴重。
2.1.10 打印圖像的主觀評價
1#~7#噴墨打印紙打印圖像主觀評價的綜合得分見表10。由表10可知,1#~7#噴墨打印紙的主觀評價綜合得分由高到低排為1#>2#>7#>5#>3#>4#>6#。
2.2 高光澤彩色噴墨打印紙打印性能的綜合評價
灰色關聯分析是一種多因素統計分析方法,它是以各因素的樣本數據為依據,用灰色關聯度來描述因素之間關系的強弱、大小和次序。如果樣本數據反映出兩因素變化的態勢基本一致,則它們之間的關聯度較大;反之,關聯度較小。

表7 7種紙樣的墨色均勻性
先確定最優對象,它是由每一對應指標中的最優值組成的序列。然后分別計算1#~7#噴墨打印紙打印性能與最優對象的關聯度,關聯度越大,紙張打印性能總體水平越接近最優水平;反之,關聯度越小,說明其總體噴墨打印性能越不理想。1#~7#噴墨打印紙打印性能與最優對象的關聯度見表11。由表11可知,1#~7#噴墨打印紙的關聯度由大到小排名為:2#>5#>1#>3#>7#>4#>6#。

表8 1#~7#噴墨打印紙彩色線條的滲色

表9 1#~7#噴墨打印紙的文本面積

表10 7種紙樣打印圖像主觀評價綜合得分

表11 1#~7#噴墨打印紙打印性能與最優對象的關聯度
3 結語
目前,人們對噴墨打印紙打印質量的評價還停留在檢測某些性能指標的階段,得到的結果是一些離散的指標評測值,只能對紙張某一方面的打印性能有所界定,無法得到一個科學準確的綜合評價結果。本實驗基于灰評估技術,將主觀評價與現代測量方法相結合,利用密度計、分光光度計等設備,結合Image-Pro Plus 6.0圖像分析軟件對不同彩色噴墨打印紙的打印性能(如色密度、印刷反差、色域、色差、墨點圓度等)進行了比較完整的評測,并將每一指標的最優值組成一個序列(最優對象)采用多層次灰評估模型計算出每種噴墨打印紙打印性能與最優對象的關聯度,關聯度越大說明其整體打印質量越好,評價結果較科學準確。
[1]劉世昌.印品質量檢測與控制[M].北京:印刷工業出版社,2000.
[2]肖新平,宋中民.灰技術基礎及其應用[M].北京:科學出版社,2005.
[3]WEN Kun li,WU J H.AGO for Invariant Series[J].The Journal of Grey System,1998,10(1):17.
[4]鄧聚龍.灰色系統理論教程[M].武漢:華中理工大學出版社,2005.
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
現代檢驗醫學雜志(2016年3期)2016-11-15 01:59:56
中學語文(2015年21期)2015-03-01 03:52:11
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
西南軍醫(2015年1期)2015-01-22 09:08:16
中國音樂教育(2014年9期)2014-05-20 10:26:24
治淮(2013年1期)2013-03-11 20:05:18
俄羅斯問題研究(2012年1期)2012-03-25 09:54:51
