邯鋼CSP線供冷軋用SPHC/CQ級熱軋鋼帶性能免檢探究
2012-12-21 03:44:28供稿田維政王雷國張學江TIANWeizhengWANGLeiguoZHANGXuejiang
金屬世界 2012年1期
供稿| 田維政,王雷國,張學江/ TIAN Wei-zheng,WANG Lei-guo,ZHANG Xue-jiang
邯鋼CSP線供冷軋用SPHC/CQ級熱軋鋼帶性能免檢探究
The Inquisition of CSP Line Exempts from Inspection for the Cold Rolling with the SPHC/CQ Level hot Rolling Steel Belt Performance of Handan Iron and Steel
供稿| 田維政,王雷國,張學江/ TIAN Wei-zheng,WANG Lei-guo,ZHANG Xue-jiang
內 容 導 讀
邯鋼薄板坯連鑄連軋(CSP)生產線于1999年12月投產,該生產線是一條具有國際先進水平的現代化帶鋼生產線,其關鍵設備和技術從德國西馬克引進,具有工藝流程短、節約能源、生產成本低等特點,主要生產優質低碳鋼、管線鋼、汽車結構鋼、優質碳素結構鋼和花紋板等系列產品。同時,為充分發揮該生產線的優勢,在2005年邯鋼冷軋項目建成投產后,邯鋼在CSP線成功自主研發了生產SPHC/CQ級熱軋鋼帶的新型工藝路線,為冷軋提供尺寸精度高、表面質量優、性能穩定的優質原料。邯鋼冷軋工序主要工藝為酸洗-冷連軋、全氫罩式爐退火和精整等過程,其產品附加值高、性能穩定,廣泛用于建材、家電、輕工、機電和汽車等行業。
生產流程
目前,邯鋼CSP線供冷軋用SPHC/CQ級熱軋鋼帶,主要經過轉爐初煉和LF精煉及CSP連鑄和六機架連續軋制、表面質量檢驗等過程,并在表面質量檢驗過程中按現行標準規定對鋼帶按批取樣,進行力學性能檢驗,合格后方可放行至冷軋工序。在冷軋工序經酸洗、軋制、退火、平整等工藝后,再按批取樣檢驗力學性能,合格后銷售冷軋商品卷。見圖1。
探究分析
SPHC/CQ級鋼水成分分析
邯鋼通過多次生產實踐,在煉鋼工序成功采用嚴格控制C、Si、自由N和適度降低Mn含量及適度粗化晶粒等措施,實現了對SPHC/CQ級冷軋供料鋼水的成分控制,并制定了專門的工藝控制規程和成分內控標準。供冷軋用SPHC/CQ級鋼水的成分平均命中率2008年為98.16%,2009年為98.89%,2010年為99.11%。同時,鋼水成分的過程控制能力指數Cpk值,表明過程能力充分,見表1。
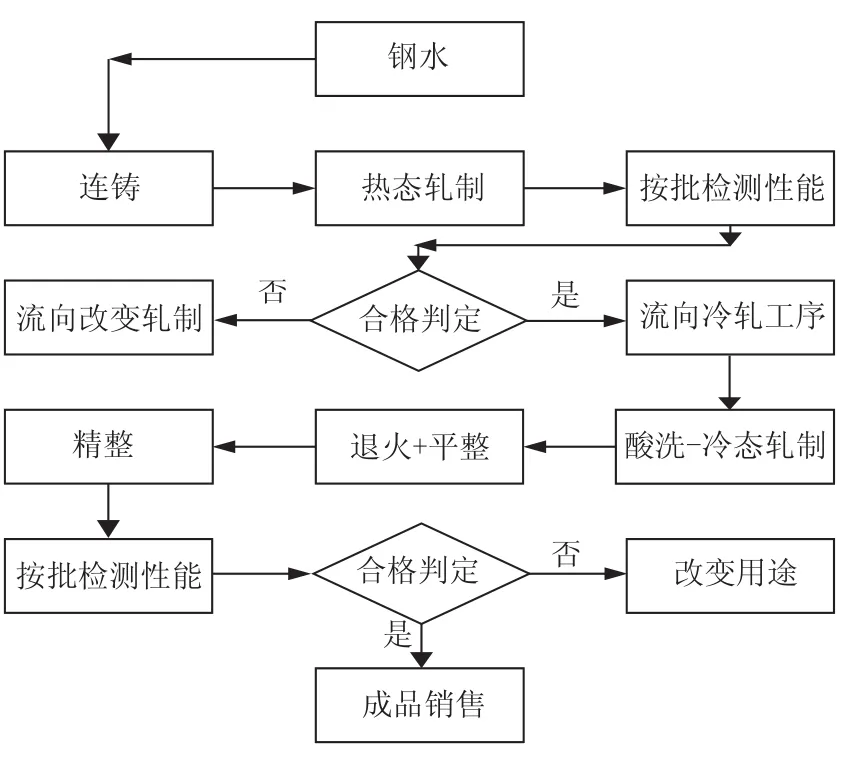
圖1 生產物流簡要流程圖
SPHC/CQ級熱軋鋼帶性能分析
邯鋼SPHC/CQ級熱軋鋼帶要求控制的性能主要包括屈服強度、抗拉強度和延伸率等性能,對其性能控制的主要目的是為冷軋工序提供具有良好冷加工性能的優質原料。
邯鋼自2005年成功研發供冷軋用SPHC/CQ級熱軋鋼帶至今,已生產SPHC/CQ級熱軋鋼帶520余萬 t,其中 2006~2007 年兩年性能合格率均在98.5%以上,自2008年以來,CSP線生產SPHC/CQ級熱軋鋼帶性能控制水平大幅提高,據統計,2008年~2010年CSP生產SPHC/CQ級熱軋鋼帶性能合格率均為100%。
屈服強度
屈服強度通常是衡量鋼材塑性的決定性指標,同樣,SPHC/CQ級熱軋鋼帶屈服強度的高低對其冷加工成型性能也產生較大影響。邯鋼現行Q/HGn0115內控標準規定,SPHC/CQ級熱軋鋼帶屈服強度應≤370 MPa,抗拉強度及延伸率無要求。為此,對2008年~2010年CSP生產SPHC/CQ級熱軋鋼帶不同厚度的屈服強度進行過程特性值分析可見,SPHC/CQ級熱軋鋼帶屈服強度平均值在295~312 MPa,波動極差僅為17 MPa,性能控制穩定。同時,不同厚度鋼帶的屈服強度過程能力指數Cpk值為1.33~1.61,過程能力充分,技術管理能力較高。
抗拉強度和延伸率
抗拉強度和延伸率對SPHC/CQ級熱軋鋼帶冷加工成型的影響,雖不比屈服強度的波動關鍵,但若通過對其控制獲得高抗拉強度、延伸率和低屈服點的性能,則有利于增強熱軋鋼帶的冷加工成型性。邯鋼主要以優質的鋼水和專料專控的軋制工藝為充分保證,實現對SPHC/CQ級熱軋鋼帶抗拉強度和延伸率的穩定控制。為分析SPHC/CQ級熱軋鋼帶抗拉強度和延伸率控制情況,選用SPC評價過程控制的單值-移動極差圖,對2008年~2010年抗拉強度和延伸率控制情況進行分析,依據SPC控制圖分區定義及8條判定準則判斷,顯示其抗拉強度和延伸率的落點符合控制要求,表明其過程控制穩定。
SPCC/CQ級冷軋鋼帶性能分析
以SPHC/CQ級熱軋鋼帶為原料生產的SPCC/CQ冷軋鋼帶,在經過了冷軋工序的酸洗-軋制、全氫罩式退火和平整等工藝后,將改變原有性能而具有了CQ級冷軋鋼帶的組織和性能。邯鋼現行Q/HG009冷軋標準規定,SPCC/CQ級冷軋鋼帶延伸率應≥28%,屈服和抗拉強度不做要求。據統計,2008年~2010年SPCC/CQ級冷軋鋼帶性能合格率均為100%。為此,以2010年冷軋工序生產的SPCC/CQ級冷軋鋼帶為代表,隨機抽取4078批不同厚度SPCC/CQ級冷軋鋼帶的性能數據,對其延伸率、屈服強度和抗拉強度控制情況進行直方圖分布分析表明,在現有邯鋼冷軋工藝控制條件下,以CSP線SPHC/CQ級熱軋鋼帶為原料生產的SPCC/CQ級冷軋鋼帶性能穩定且正態分布顯著,過程能力指數CPk值均在大于1.67的Ⅰ級范圍,質量保證能力不僅穩定還有所過剩。
結束語
綜上所述,邯鋼CSP線生產的SPHC/CQ級熱軋鋼帶性能穩定可靠,而且對供冷軋用熱軋鋼帶來說,熱軋和冷軋過程可看為一個整體工序,熱軋狀態檢測的力學性能僅供冷軋工藝控制參考,冷軋鋼帶的性能才是用戶最終的使用性能。并且自2008年以來的連續3年SPHC/CQ級熱軋鋼帶性能合格率均為100%。因此,在現有的CSP工藝條件下,可對供冷軋用SPHC/CQ熱軋鋼帶的力學性能進行免檢或定期抽檢,致以減少試樣切損及取樣對生產節奏的影響,也節省取樣、送樣和相關試驗等環節的人力與物力。
[1] 楊冠洲. CSP連鑄機扇形段輥子使用壽命的提高.邯鋼科技,2008(7):7
[2] 馬逢時. 六西格瑪管理統計指南. 北京:人民大學出版社,2010
[3] 崔忠圻. 金屬學與熱處理.北京:機械工業出版社,2006
通過應用統計技術工具,對邯鋼CSP線生產供冷軋用SPHC/CQ級熱軋鋼帶的成分、性能等各項質量特性進行研究分析,充分展現SPHC/CQ級熱軋鋼帶為冷軋提供優質原料的質量保證能力,同時分析了以其為原料生產的SPCC/CQ級冷軋鋼帶的性能可靠性,從而得出供冷軋用SPHC/CQ級熱軋鋼帶可免檢力學性能的研究結論,以節約資源和降低成本。
河北鋼鐵集團邯鋼公司質量檢驗部,河北 邯鄲 056015
表1 SPHC/CQ級熱軋鋼帶鋼水成分特性Cpk值統計表
注:以上年份統計數據頻數均為1000爐以上
年份 SPHC/CQ熔煉成分企業內控標準(質量分數)C≤0.07% Si≤0.05% Mn≤0.30% P≤0.025% S≤0.01% Als≥150×10-62008 3.21 2.81 5.22 3.31 2.12 1.51 2009 3.56 2.87 5.35 3.39 2.89 2.19 2010 4.19 3.10 6.22 3.73 3.72 2.28
田維政(1981—),男,工程師,2002年畢業于重慶科技學院金屬壓力加工專業,現工作于河北鋼鐵集團邯鋼公司質量檢驗部,E-mail:hangangzhiliang@163.com
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03