唐鋼22螺兩線切分工藝設(shè)計(jì)與實(shí)踐
2012-12-21 03:44:28供稿崔耀輝李艷平牛良朋祖超葛亞東CUIYaohuiLIYanpingNIULiangpengZHUChaoGEYadong
金屬世界 2012年1期
供稿|崔耀輝,李艷平,牛良朋,祖超,葛亞東/CUI Yao-hui, LI Yan-ping, NIU Liang-peng, ZHU Chao, GE Ya-dong
唐鋼22螺兩線切分工藝設(shè)計(jì)與實(shí)踐
Two-Wire Segmentation Process Design and Practice of 22 Spiral Tang Steel
供稿|崔耀輝1,李艷平2,牛良朋1,祖超1,葛亞東1/CUI Yao-hui1, LI Yan-ping2, NIU Liang-peng1, ZHU Chao1, GE Ya-dong1
內(nèi) 容 導(dǎo) 讀
存在的問題
唐山鋼鐵公司第二鋼軋廠二棒生產(chǎn)線為國(guó)產(chǎn)全連軋生產(chǎn)線,設(shè)計(jì)年產(chǎn)棒材60萬t。2003年投產(chǎn)當(dāng)年產(chǎn)量達(dá)到63.8萬t,2004年產(chǎn)量達(dá)到90.2萬t,2005年達(dá)到了年產(chǎn)100萬t的能力。
二棒投產(chǎn)之初主要生產(chǎn)16、18、20三個(gè)兩切分品種和22、25兩個(gè)單線品種五個(gè)規(guī)格的螺紋鋼。其中16螺兩切分和22螺單線兩個(gè)品種是該生產(chǎn)線成品截面積最小的品種。自2007年將16螺改為三切分工藝后,由于孔型系統(tǒng)的限制,16螺三切分只能在一棒生產(chǎn)線生產(chǎn),22螺品種成為該生產(chǎn)線成品截面積最小的品種,如果按照設(shè)計(jì)成品速度14.2 m/s生產(chǎn),小時(shí)產(chǎn)量只能達(dá)到140 t/h,成品出口速度由原設(shè)計(jì)的14.2 m/s提到16 m/s,小時(shí)產(chǎn)量可達(dá)到155 t/h。但是,22螺成品速度在提到16 m/s后,由于受到3#剪至冷床入口處裙板分鋼距離短的限制,裙板容易發(fā)生倍尺鋼亂鋼現(xiàn)象,在現(xiàn)有設(shè)備不進(jìn)行大規(guī)模改造的情況下,已經(jīng)不能再依靠提高成品速度增加小時(shí)產(chǎn)量。由于二棒采取和5#連鑄機(jī)剛性連接的生產(chǎn)方式,而5#機(jī)在正常情況下產(chǎn)量可達(dá)到170 t/h,顯然二棒在生產(chǎn)22螺單線品種時(shí)期的生產(chǎn)能力與5#機(jī)連鑄機(jī)的產(chǎn)能極為不匹配,五號(hào)連鑄機(jī)所生產(chǎn)的鋼坯不能完全消化掉,造成巨大的資源浪費(fèi)。為解決以上制約22螺生產(chǎn)的難點(diǎn)問題,技術(shù)人員在考慮各種因素的基礎(chǔ)上研究了22螺兩線切分生產(chǎn)工藝。
22 螺兩線切分設(shè)計(jì)思路
★在保持中軋機(jī)孔型系統(tǒng)共用的情況下,重新計(jì)算出中軋機(jī)各架鋼料尺寸和相應(yīng)的輥縫值。
★設(shè)計(jì)精軋機(jī)雙切分孔型系統(tǒng)。
★根據(jù)新的孔型和鋼料尺寸設(shè)計(jì)定做了新的中軋機(jī)扭轉(zhuǎn)導(dǎo)衛(wèi)、12#~15#精軋機(jī)進(jìn)、出口導(dǎo)衛(wèi)。
★根據(jù)生產(chǎn)需要重新優(yōu)化軋機(jī)各架次的鋼料尺寸及相應(yīng)的輥縫值, 換輥換槽工藝優(yōu)化。
★對(duì)軋機(jī)導(dǎo)衛(wèi)油氣管的完善:針對(duì)軋鋼車間特定的生產(chǎn)環(huán)境,完善導(dǎo)衛(wèi)油氣管,防止堵塞。
★軋輥澆槽水管的改造,增加軋槽冷卻效果,提高軋輥使用壽命。
★優(yōu)化2#扭轉(zhuǎn)導(dǎo)衛(wèi)。
★改造及優(yōu)化粗中軋機(jī)扭轉(zhuǎn)導(dǎo)衛(wèi)。
設(shè)備狀況及工藝布置
二棒生產(chǎn)線主要裝備:坯料為165 mm方坯,長(zhǎng)11.8 m,質(zhì)量2.47t。步進(jìn)式加熱爐,加熱能力150 t/h,燃料為煤氣。粗軋 機(jī) 為 φ700 mm×3+φ600 mm×4,水平布置的閉口軋機(jī)。中軋機(jī)為φ500 mm×4,水平布置的閉口軋機(jī)。精軋機(jī)為φ430 mm×2+φ365 mm×4平立交替布置,其中15#軋機(jī)和17#軋機(jī)為平立可轉(zhuǎn)換軋機(jī),最高速度16 m/s。1#剪為起停式曲柄剪,用于切頭、切尾和事故碎斷。2#剪為起停式飛剪,用于切頭和事故碎斷。倍尺剪為起停式單刃飛剪。精整區(qū)有液壓驅(qū)動(dòng)升降裙板、步進(jìn)齒條式冷床等設(shè)備。二棒生產(chǎn)線工藝布置如圖所示。
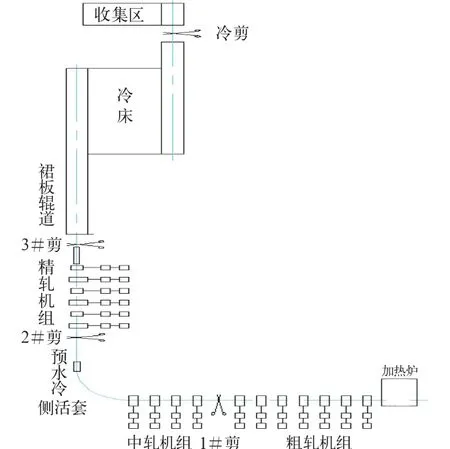
二棒生產(chǎn)線工藝布置簡(jiǎn)圖
設(shè)計(jì)與創(chuàng)新
孔型設(shè)計(jì)
兩線切分軋制技術(shù)的關(guān)鍵點(diǎn)在于切分道次的孔型和切分導(dǎo)衛(wèi)的配合,也是本設(shè)計(jì)最核心的部分。為了達(dá)到切分道次滿足軋件切分的要求,還需要在切分以前的道次形成合理的預(yù)切分軋件。
由于二棒生產(chǎn)線工藝布置獨(dú)特性以及22螺兩線切分對(duì)設(shè)備能力提出的更高要求,需要解決以下問題: 11架軋機(jī)與12架軋機(jī)為90°圍盤設(shè)計(jì),距離長(zhǎng),溫降大,軋件沖對(duì)設(shè)備的擊大;K1、K2由于22螺兩線切分接觸面積大,軋制力大幅度增加,孔型設(shè)計(jì)不合理會(huì)造成設(shè)備扭矩、電流大幅度提高。

22螺二線切分孔型系統(tǒng)示意圖
最終采用的孔型系統(tǒng)如圖所示。此孔型系統(tǒng)創(chuàng)新點(diǎn)為:充分利用尾盤長(zhǎng)、90°轉(zhuǎn)彎特點(diǎn),實(shí)現(xiàn)立園軋件水平咬入K6孔,既滿足了寬展要求,又大幅度降低沖擊負(fù)荷,一舉兩得;優(yōu)化K2孔孔型,在充分滿足縱肋尺寸要求的基礎(chǔ)上,減低了K1、K2兩架電機(jī)負(fù)荷,滿足生產(chǎn)需要。
導(dǎo)衛(wèi)設(shè)計(jì)與優(yōu)化
導(dǎo)衛(wèi)設(shè)計(jì)主要分為切分導(dǎo)衛(wèi)、滾動(dòng)導(dǎo)衛(wèi)、滑動(dòng)導(dǎo)衛(wèi)、K1和K2架次導(dǎo)衛(wèi)設(shè)計(jì);導(dǎo)衛(wèi)優(yōu)化主要包括2架、4架、6架、8架、10架扭轉(zhuǎn)導(dǎo)衛(wèi)的優(yōu)化以及導(dǎo)衛(wèi)零部件的優(yōu)化。
切分導(dǎo)衛(wèi)設(shè)計(jì)
為了現(xiàn)場(chǎng)使用方便,使其產(chǎn)生通用性,減少更換時(shí)間,對(duì)切分導(dǎo)衛(wèi)主體型式不做變化,對(duì)重要部位進(jìn)行重新設(shè)計(jì),使其適應(yīng)新品種的生產(chǎn)要求。主要設(shè)計(jì)部位有:切分輪、切分嘴子、切分盒。經(jīng)過反復(fù)摸索實(shí)踐,將切分輪的角度設(shè)定在90°,切分輪的角度合適,鋼料形狀、尺寸正確,同時(shí)避免了切分輪“吃掉”鋼料的現(xiàn)象發(fā)生,以便保證K2孔充滿,成品質(zhì)量調(diào)整容易。
滾動(dòng)導(dǎo)衛(wèi)設(shè)計(jì)

4D5E導(dǎo)衛(wèi)改造后形狀
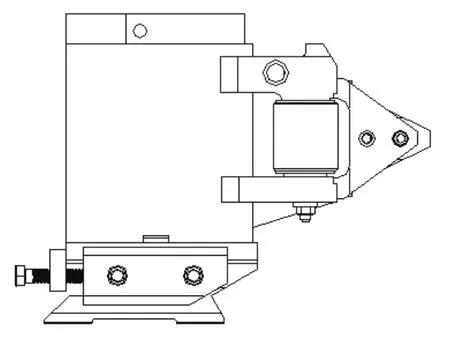
RE75導(dǎo)衛(wèi)改進(jìn)后的示意圖
考慮22螺兩線切分14#、15#、16#、17#鋼料的尺寸大小,根據(jù)雙排4D5E、RE75導(dǎo)衛(wèi)的特點(diǎn),將其引入22螺切分,經(jīng)過幾次的摸索實(shí)踐,取得了實(shí)效,具體設(shè)計(jì)見圖示。
所使用的4D5E雙排輪導(dǎo)衛(wèi)不是通用的4D5E導(dǎo)衛(wèi),是4D5E和4D4E導(dǎo)衛(wèi)的綜合完善, 其結(jié)構(gòu)和大小,很適合大規(guī)格品種的預(yù)切分和切分入口使用,原09系列和4D4E雙排導(dǎo)衛(wèi)最大只能應(yīng)用于20螺以下品種生產(chǎn)。改進(jìn)后的4D5E雙排導(dǎo)衛(wèi)的導(dǎo)輪等易損件與4D4E導(dǎo)衛(wèi)通用,在很大程度上節(jié)約了成本及備件儲(chǔ)備量。
改進(jìn)后的RE75導(dǎo)衛(wèi)導(dǎo)輪直徑大、采用渦輪蝸桿偏心調(diào)整,從而對(duì)鋼料夾持非常穩(wěn)定。同時(shí)又給RE75導(dǎo)衛(wèi)加裝耐磨滑塊,成功的解決了導(dǎo)輪距軋輥遠(yuǎn)的矛盾,保證鋼料平穩(wěn)進(jìn)入軋槽。
K1架入口導(dǎo)衛(wèi)優(yōu)化改造
二棒22螺17#入口導(dǎo)衛(wèi)原使用0930導(dǎo)衛(wèi),使用過程中頻繁的出現(xiàn)燒導(dǎo)衛(wèi)現(xiàn)象,造成堆鋼事故及成品廢鋼增加。噸位為200~300 t,每班需要更換3~4次。每次更換需要拆卸導(dǎo)衛(wèi)油氣管,調(diào)整軋線順線,需要15 min左右。經(jīng)分析發(fā)現(xiàn),0930導(dǎo)衛(wèi)導(dǎo)板比較單薄僅為8.68 mm,在使用過程中鋼料稍有變化或者導(dǎo)衛(wèi)不順線將會(huì)將導(dǎo)板掰斷,而0940導(dǎo)衛(wèi)導(dǎo)板壁厚為13.16 mm。所以0940導(dǎo)衛(wèi)比0930導(dǎo)衛(wèi)導(dǎo)板耐磨、堅(jiān)固、使用周期長(zhǎng)。在使用0910導(dǎo)衛(wèi)以后經(jīng)試驗(yàn)跟蹤,下線的導(dǎo)衛(wèi)均為到軋制噸位正常更換,未發(fā)現(xiàn)燒導(dǎo)衛(wèi)及倒鋼造成成批廢鋼現(xiàn)象。軋制噸位可達(dá)500~600 t,是0930導(dǎo)衛(wèi)壽命的2~3倍。
扭轉(zhuǎn)導(dǎo)衛(wèi)的優(yōu)化
由于22螺雙線切分工藝改進(jìn)以后粗中軋機(jī)鋼料的改動(dòng),使得粗中軋機(jī)頻繁發(fā)生斷導(dǎo)板、導(dǎo)衛(wèi)葉片掰耳朵的現(xiàn)象。研究發(fā)現(xiàn),2#、4#、6#出口鋼料扭轉(zhuǎn)角度值偏小,扭轉(zhuǎn)角度最大只能達(dá)到70°~ 80°,不能順利地將出口鋼料扭轉(zhuǎn)90°。2#出口鋼料為220×93的扁料,由于扭轉(zhuǎn)不到位會(huì)對(duì)3#入口導(dǎo)板側(cè)壁損壞巨大,造成3#導(dǎo)板斷裂,同時(shí)造成4#鋼料不規(guī)則,導(dǎo)致5#入口導(dǎo)輥,葉片承受的軸向力過大,造成5#葉片掰耳朵,最終導(dǎo)致堆鋼。經(jīng)統(tǒng)計(jì)在22螺雙線切分試運(yùn)行的前兩個(gè)月份每架次消耗導(dǎo)板達(dá)10副以上。
基于以上問題我們對(duì)二棒扭轉(zhuǎn)導(dǎo)衛(wèi)扭轉(zhuǎn)輥角度進(jìn)行了優(yōu)化改造,將2#扭轉(zhuǎn)輥由原來的46.4°改為40°;將4#、6#扭轉(zhuǎn)輥由原來的42°改為44°;同時(shí)也將8架、10架扭轉(zhuǎn)輥角度進(jìn)行了相應(yīng)的改造。并將5#葉片外形進(jìn)行了改動(dòng),將其葉片耳朵位置進(jìn)行了加固。改造后,扭轉(zhuǎn)效果得到了明顯改善。經(jīng)過兩個(gè)月的觀察,3#導(dǎo)板斷裂,5#葉片掰耳朵以及堆鋼事故明顯減少。
工藝改進(jìn)后效益
產(chǎn)量提高
根據(jù)22螺單線生產(chǎn)和雙切分后2010年和2011年平均班產(chǎn)對(duì)比,可以看出22螺改為雙線切分軋制后,平均班產(chǎn)量比原單線提高171 t。
作業(yè)率提高
22螺雙線切分工藝改進(jìn)后,成品軋制速度降低,裙板事故減少,作業(yè)率提高。由于22螺改為雙線切分軋制后,成品速度使用9 m/s,使裙板輥道的參調(diào)整范圍加大,倍尺鋼在裙板輥道內(nèi)運(yùn)行平穩(wěn),基本杜絕了倍尺鋼在裙板輥道內(nèi)亂鋼、堆鋼的事故發(fā)生。
產(chǎn)能匹配
二棒與5#連鑄機(jī)產(chǎn)能匹配,減少了鋼坯再加熱環(huán)節(jié),煤氣消耗降低帶來經(jīng)濟(jì)效益。采用22螺雙線生產(chǎn)工藝后,5#連鑄機(jī)與二棒生產(chǎn)線生產(chǎn)能力不匹配的問題得到了徹底解決,5#連鑄機(jī)所生產(chǎn)鋼坯將采用直供方式為二棒生產(chǎn)線生產(chǎn)消化。
設(shè)備維護(hù)效益
使用兩線切分工藝后,大幅度降低了終軋速度,大幅度降低了裙板事故,尤其是對(duì)后部精整液壓系統(tǒng)、裙板動(dòng)作精確度等系統(tǒng)都減輕了設(shè)備維護(hù)壓力,保證了設(shè)備長(zhǎng)周期運(yùn)轉(zhuǎn)。
針對(duì)唐鋼連軋棒材生產(chǎn)線22螺生產(chǎn)中存在產(chǎn)量低、裙板事故高、與連鑄機(jī)能力不匹配等問題,尤其是針對(duì)國(guó)產(chǎn)化全水平軋機(jī)獨(dú)特的工藝布置,進(jìn)行兩線切分設(shè)計(jì)、改造,先后對(duì)孔型系統(tǒng)、切分導(dǎo)衛(wèi)、成品導(dǎo)衛(wèi)等重新設(shè)計(jì)與優(yōu)化, 取得理想的生產(chǎn)效益和設(shè)備管理效益。
1河北鋼鐵集團(tuán)唐山鋼鐵公司第二鋼軋廠,河北 唐山 063000;2河北鋼鐵集團(tuán)唐鋼技術(shù)中心,河北 唐山 063000
★圍盤改造,通過改造徹底解決2#剪切頭堆鋼問題。
崔耀輝(1971—),1994年畢業(yè)于重慶大學(xué)金屬壓力加工專業(yè),現(xiàn)為唐鋼軋鋼專家,先后設(shè)計(jì)、開發(fā)了唐鋼兩線、三線、四線切分技術(shù)。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39