一種新型板帶夾送矯直機
2012-12-11 00:54:38李小軍韓繼紅
一重技術 2012年3期
李小軍,韓繼紅
如今,夾送矯直機廣泛應用于酸洗冷連軋聯合機組、連續式酸洗機組、無頭軋制冷連軋機組等冷軋帶鋼生產線上。由于來料在熱處理、軋制和其他生產、運輸過程中產生的各種應力變形和缺陷,都需要通過矯直機進行矯直,使其能夠在平順狀態下進入軋制生產線。
1 夾送矯直機的功能
夾送矯直機位于冷軋機組頭部,與開卷機聯合工作以實現對帶頭矯直。主要工作過程是把來料帶鋼通過夾送輥自動送進矯直機內,由矯直機對帶頭和帶尾進行矯直,以便于實現全自動穿帶。由于帶材一般都有很大變形或者表面有嚴重的質量缺陷,在矯直過程中矯直輥磨損非常嚴重,所以在生產過程中需要頻繁更換受損的矯直輥,嚴重影響機組的生產效率。為此,本次設計的夾送矯直機都配有一套換輥裝置,能大大節約換輥時間,提高生產效率。
2 夾送矯直機的結構特點
該矯直機為輥式矯直機,只對連續軋鋼過程中的鋼帶頭尾進行矯直,屬于改進型矯直輥單側傾斜布置的矯直機。
在酸洗冷連軋、連續式酸洗線上,這種結構的夾送矯直機也被稱作直頭機。由于其所軋制的來料多為熱軋帶材,表面大多會有氧化鐵皮,在矯直過程中,會有大量氧化鐵皮碎渣掉落,造成環境污染。因此,該矯直機在輥系下加設一套帶負壓的管道接渣除塵系統,可將氧化鐵皮粉末吸入收集器中,從而減輕軋制生產車間的環境污染程度。
3 工作順序
開頭機將帶材頭部打開送入夾送矯直機內,光電開關檢測到帶頭信號并經延時,上夾送輥落下,同時夾送輥啟動,上夾送輥轉動;夾送輥夾緊帶材送入矯直機內。同時,開頭機鏟頭縮回,保護導板擺起,防止帶材甩尾時“抽傷”鏟頭。上夾送電機上安裝的旋轉編碼器計算出帶頭出矯直機的距離,上矯直輥壓下裝置由打開位置壓下至下極限位置停止,此時矯直機的上輥與下輥必須重合。然后,根據來料厚度,由上矯直輥微調裝置對矯直輥的重合量進行調整,該微調裝置可以對每個上矯直輥進行單獨調整(見圖1)。
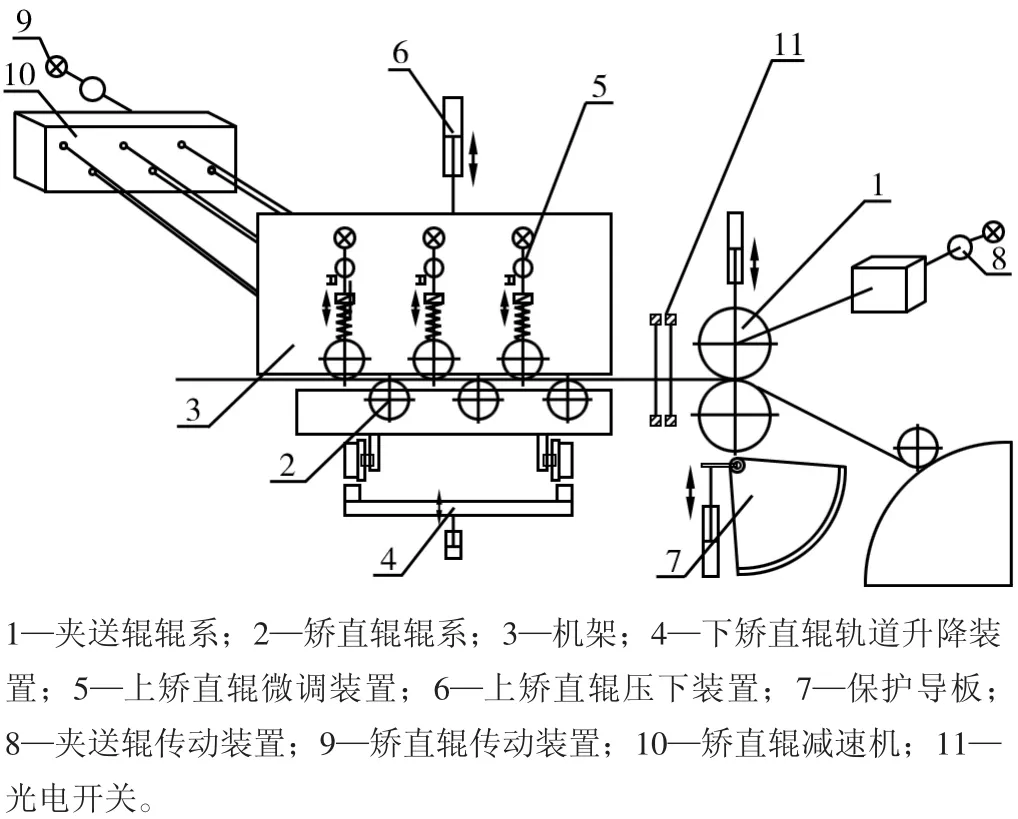
圖1 夾送矯直機簡圖
4 矯直機換輥車的特點
以前該類矯直機的換輥過程都比較繁瑣,需要先利用天車等輔助設備將機架頂蓋拉到打開的位置,使矯直輥完全暴露,在將舊矯直輥吊走之后,才能更換新輥。因矯直機換輥致使生產線長時間停運,影響全線生產效率。
而本文所述新改進型矯直機均自帶一套專用換輥裝置,其輥系以“總成”的形式整體拉出或推進至機架內的工作位置,換輥效率有極大提高。
具體的換輥工作程序:
(1)上矯直輥壓下,將上矯直輥輥系放在支撐塊上(支撐塊放置在軸承座預設位置上),上矯直輥輥系由人工輔助與上矯直輥微調裝置分離。
(2)換輥軌道升降液壓缸動作,使換輥軌道從機架上升起,在下矯直輥輥系的軸承座上人工放上支撐塊,為保證放置位置正確,軸承座上設有定位卡口。
(3)人工輔助將矯直機換輥車與矯直輥機架連接在一起,依托換輥車將整個矯直輥輥系拉出矯直機機架,由天車將舊輥系吊走。
(4)換上新的矯直輥輥系,將新輥系用換輥車推入到矯直機內,按照拆卸矯直輥的反向程序將新輥輥系安裝好即可。
從實際使用情況看,這種換輥方式不僅大大節省了作業時間,換輥程序得到簡化,工人勞動強度也得以減輕,換輥效率有極大提高。
由于我們在機組頭部采用上下通道的雙開卷形式的設計,所以對于上下通道的1#、2#夾送輥矯直機,根據其上下通道的高度差,在上通道的1#夾送輥矯直機旁設置一剛性平臺,根據矯直機換輥需要,由天車將換輥小車吊至相應位置。這樣,只用一臺換輥車就可以使1#、2#夾送輥矯直機的換輥要求都得到滿足,節約設備制造成本(見圖2)。
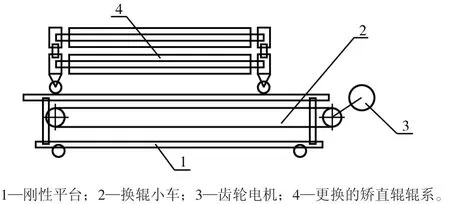
圖2 矯直機換輥車簡圖
5 設計計算
5.1 理論計算
為便于計算矯直力,根據矯直機結構,可將其進行簡化(見圖3)。
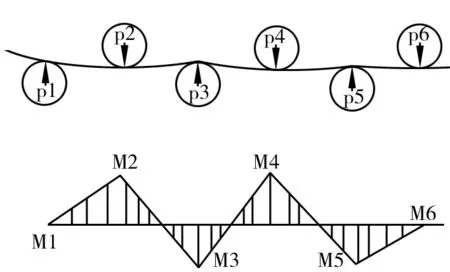
圖3 結構和受力簡圖
根據受力關系
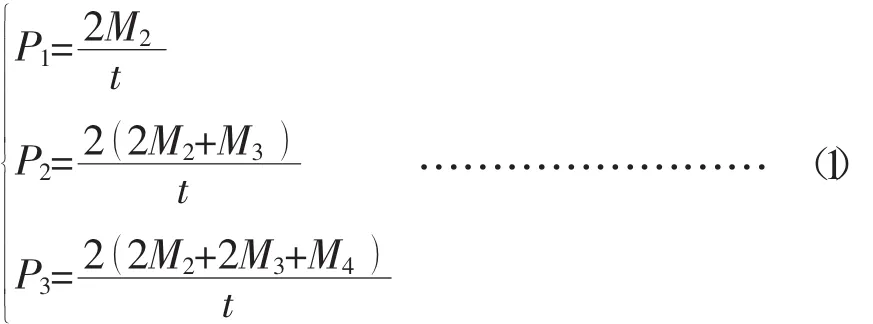
P4、P5、P6同理可得。
由于只是對帶頭和帶尾進行矯直,所以此處不考慮“相對曲率”變化情況。
式中,t—矯直輥之間的間距,此處t=250 mm。h—帶鋼最大厚度,h=4.5 mm;b—帶鋼最大寬度,b=1 280 mm。
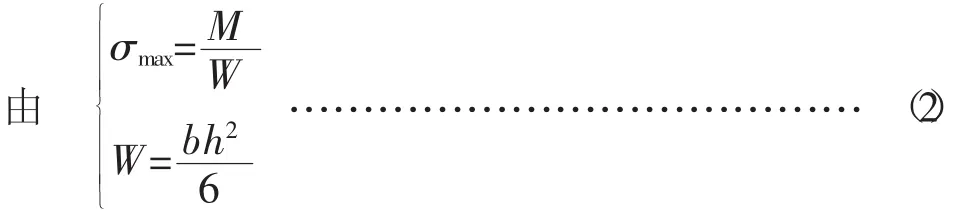
假定鋼板的每段都能達到屈服,則有:
則最大壓力

5.2 有限元計算
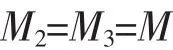
根據矯直機結構和受力的特點,我們把矯直輥輥系結構簡化為平面應變模型。其中,將矯直輥簡化為剛體,鋼板簡化為柔性體,根據帶材的來料情況,鋼板的厚度為2~4.5 mm,為了得到最大的矯直力,在此采用的鋼板厚度為最大厚度4.5 mm。單元采用183號8節點四邊形單元,接觸單元采用169號、174號單元,劃分后得到共7352個單元、12885個節點(見圖4、圖5)。

圖4 整體單元
圖5 鋼板的局部單元圖
通過多次模擬計算發現,只有當上矯直輥的壓下量至少為2.8 mm時,才能使鋼板的表面彎曲產生屈服。
通過計算,我們得到鋼板的應力分布情況(見圖6),其中最大應力為468.22 MPa,大于屈服應力440 MPa,說明能夠達到矯直目的。該最大應力的具體位置靠近第二上矯直輥(見圖7)。
由上矯直輥第二輥的壓力大小分布圖以及矯直力分布數據可知該矯直輥處單位帶材矯直力為51.68 N/mm (見圖 8)。
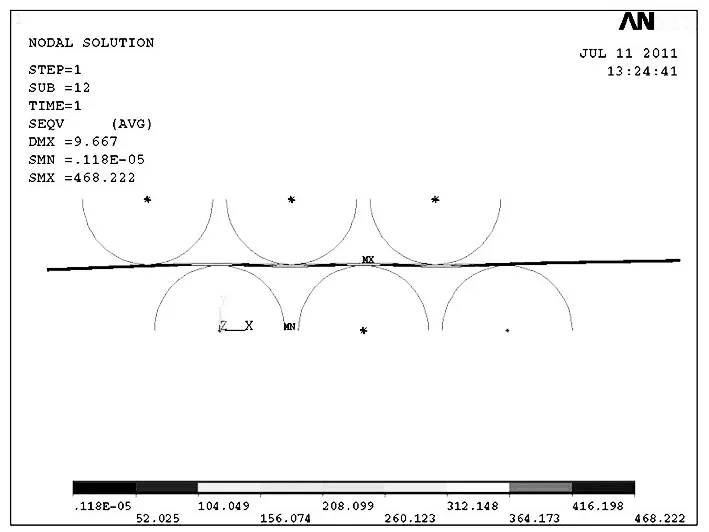
圖6 矯直結構的應力分布
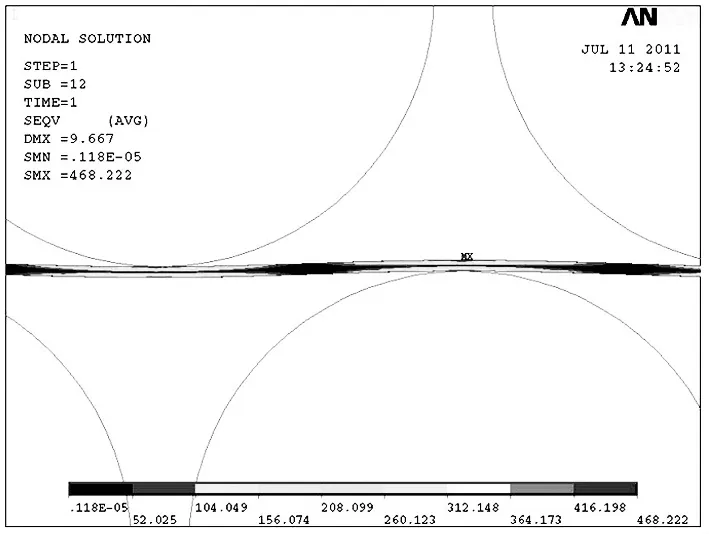
圖7 最大應力局部分布圖
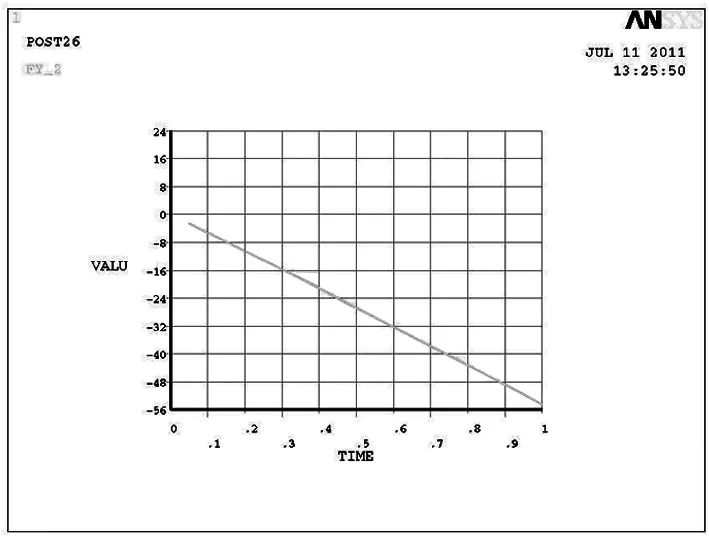
圖8 矯直輥矯直力分布圖
由于最大板寬為1 280 mm,所以根據有限元計算出的最大矯直力為 51.68×1 280=66 150.4 N,與理論計算結果比較接近。
6 結語
今后,如果能以該夾送矯直機替代以往在酸洗冷連軋、連續式酸洗、無頭軋制冷連軋機等機組中普遍使用的七輥矯直機和五輥矯直機,不僅能夠克服這兩種矯直機換輥難的不足之處,節約換輥與維修時間,而且由于其將夾送輥把和于矯直機機架外側,減小了矯直機機架尺寸,將更便于加工制造。