球墨鑄鐵冷塑性變形量與表面硬度的關系
2012-12-11 00:54:58劉克仲趙文輝白云龍
一重技術 2012年3期
劉克仲,趙文輝,白云龍
在機械加工過程中,刀具對工件切削表面的工作壓力會使工件表面產生彈性變形甚至塑性變形,彈性變形可以在加工后恢復,對工件外形尺寸沒有影響,但是塑性變形會影響工件的最終尺寸和表面質量。為控制工件的尺寸精度和表面質量,針對加工過程中工件冷塑性變形的研究越來越受到重視。
球墨鑄鐵的綜合性能接近于鋼,并且有較高的塑性和韌性,已成功應用于受力復雜,強度、韌性、耐磨性要求較高的零件,研究冷加工過程中球墨鑄鐵的加工特性具有非常重要的生產實踐意義。
1 試驗目的
本次試驗重點研究在一定加工壓力下工件的冷塑性變形量和表面硬度的變化以及兩者之間的數值關系。試驗棒料材質為QT500-7,劃分試驗區域Ⅰ、Ⅱ、Ⅲ (見圖1)。車棒料外圓,使Ⅰ、Ⅱ、Ⅲ各部分直徑略有不同,表面粗糙度必須達到Ra6.3,以便于測量初始直徑和表面硬度,為后續的試驗做好準備。
圖1 試驗棒料分區示意圖
記錄Ⅰ、Ⅱ、Ⅲ各部分初始尺寸和初始硬度(見表 1)。
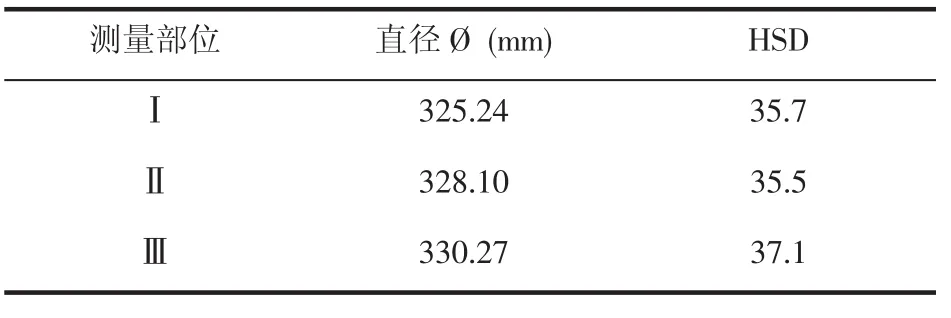
表1 工件初始直徑和表面硬度
1.1 試驗原理
本次試驗重點研究塑性變形對零件外形尺寸和表面質量的影響。塑性變形的物理實質基本上就是由位錯的運動引發塑性變形,即在位錯發生發展過程中,位錯、溶質原子、間隙位置原子、空位、第二相質點等都會發生相互作用,導致位錯數量、分布和組態等發生變化。從微觀角度來看,就是金屬組織結構經過塑性變形,其晶格發生扭曲,晶粒被拉長,破碎,阻礙了金屬進一步變形而使金屬強化,硬度顯著提高[1]。
本次試驗通過滾壓設備為工件表面提供一個穩定的加工壓力,重點分析工件尺寸和表面硬度的變化。
試驗所用主要設備為硬度計 (見圖2)。硬度計的測量原理是用規定質量的沖擊體在彈力作用下,以一定速度沖擊試樣表面,用沖頭在距試樣表面1 mm處的回彈速度與沖擊速度的比值計算硬度值。

圖2 試驗所用硬度計
1.2 試驗步驟
本次試驗主要測量試驗件表面冷塑性變形量和表面硬度,步驟如下:
(1)選擇合理的工藝參數,用滾壓設備依次加工Ⅰ、Ⅱ、Ⅲ各部分。
(2)檢測觀察工件加工后表面并記錄Ⅰ、Ⅱ、Ⅲ各部分直徑和表面硬度 (見表2)。
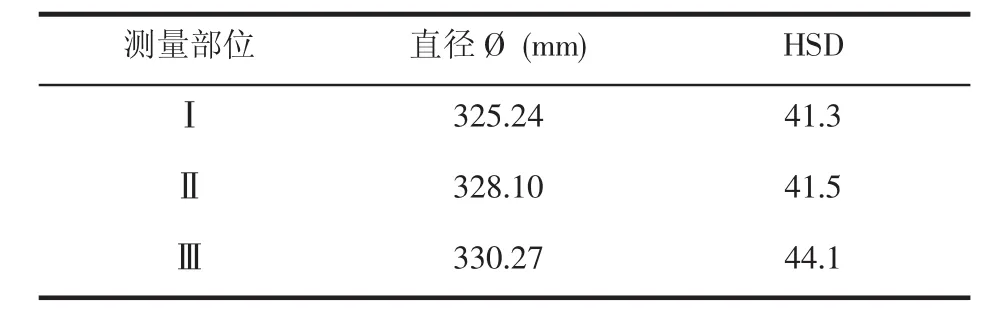
表2 加工后工件直徑和表面硬度
(3)用磨床分別磨削試驗件Ⅰ、Ⅱ、Ⅲ各部分表面,磨削后記錄試驗件直徑變化量和表面硬度。
(4)重復上一步驟的磨削與記錄過程,直到Ⅰ、Ⅱ、Ⅲ各部分的表面硬度接近對應部分的硬度初始值時,停止磨削,并記錄試驗件最后直徑尺寸和表面硬度(見表3~表5)。
由表1和表2數據可知,經過加工后的試驗件外圓Ⅰ、Ⅱ、Ⅲ各部分直徑變化量分別為0 mm,0.01 mm,0.005 mm,加工過程中冷塑性變形量基本在10-3mm數量級,正是由于這部分變形,對工件表面硬度產生了很大的影響。
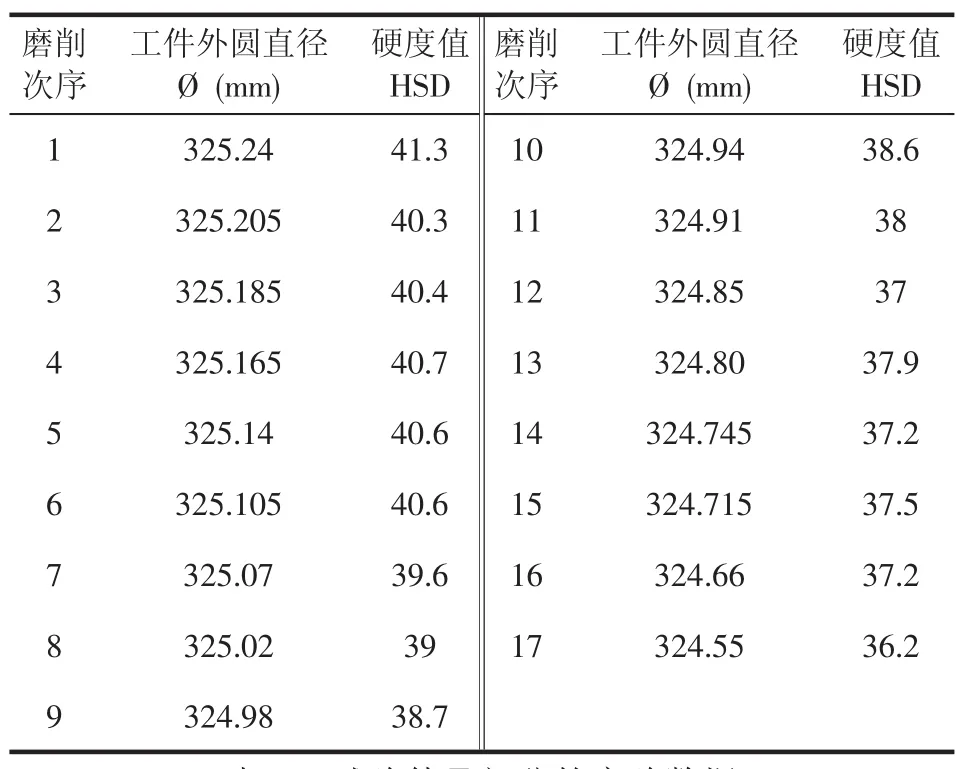
表3 試驗件Ⅰ部分的實驗數據
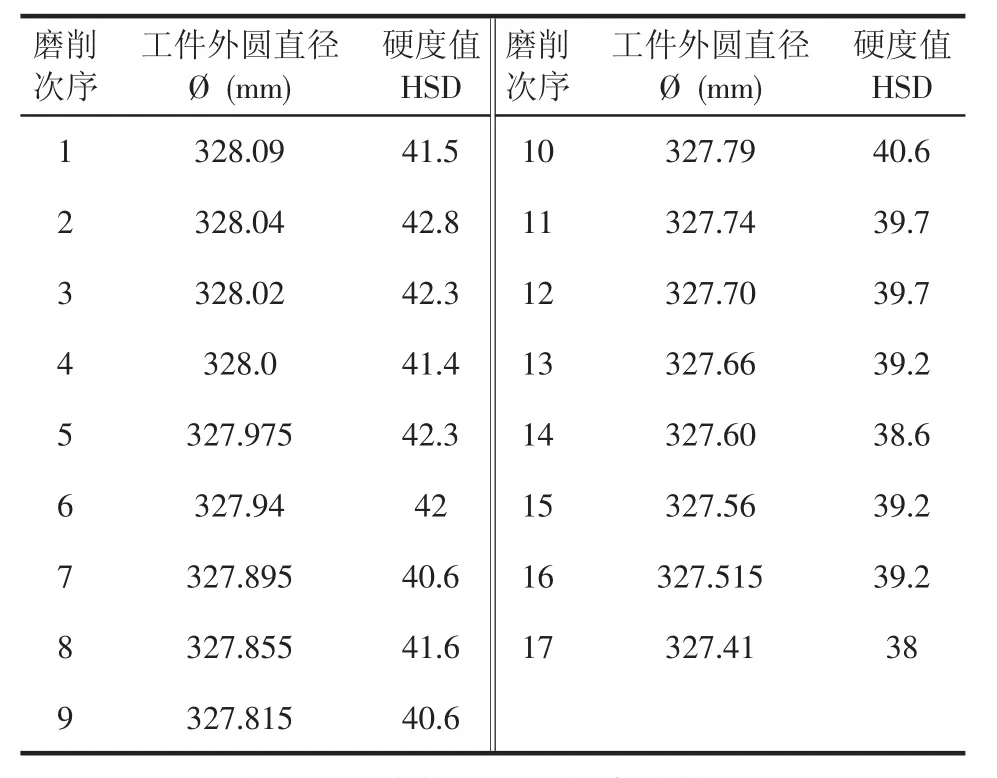
表4 試驗件Ⅱ部分的實驗數據
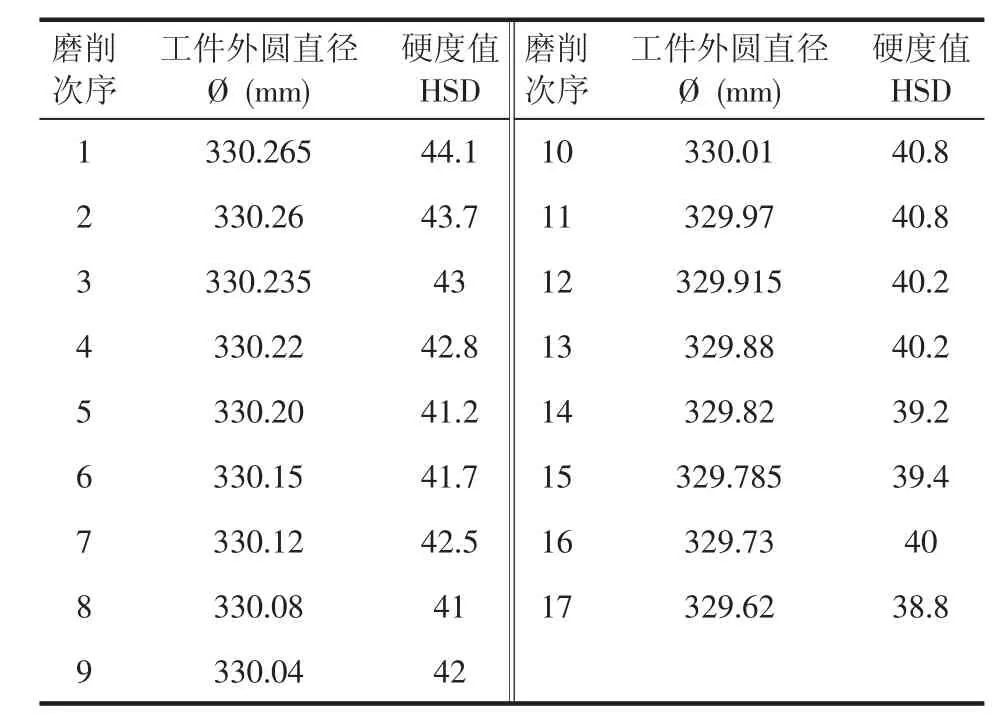
表5 試驗件Ⅲ部分的實驗數據
2 數據處理與分析
鑒于試驗數據的不連續性,如果要研究一定范圍內的數值連續變化關系就要應用插值法,目前許多軟件針對不同的計算需求開發出了相應功能,使計算更加便捷,結果表達更直觀,Matlab就是其中一款應用非常廣泛的軟件。
2.1 數據處理
為了更直觀地研究直徑變化量與表面硬度的關系,用Matlab軟件擬合Ⅰ、Ⅱ、Ⅲ各部分的試驗數據關系曲線 (見圖3、圖4、圖5)。
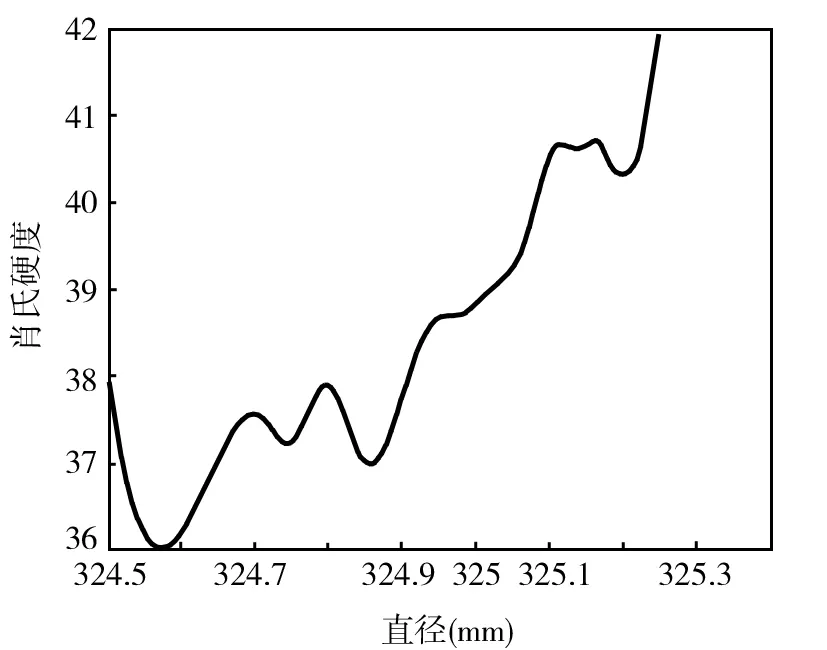
圖3 Ⅰ部分的數據擬合曲線
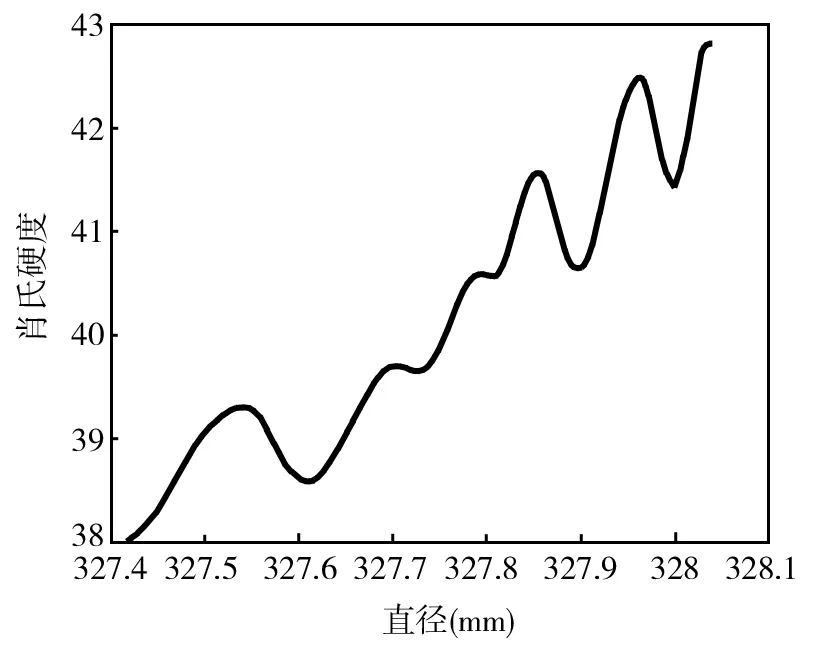
圖4 Ⅱ部分的數據擬合曲線
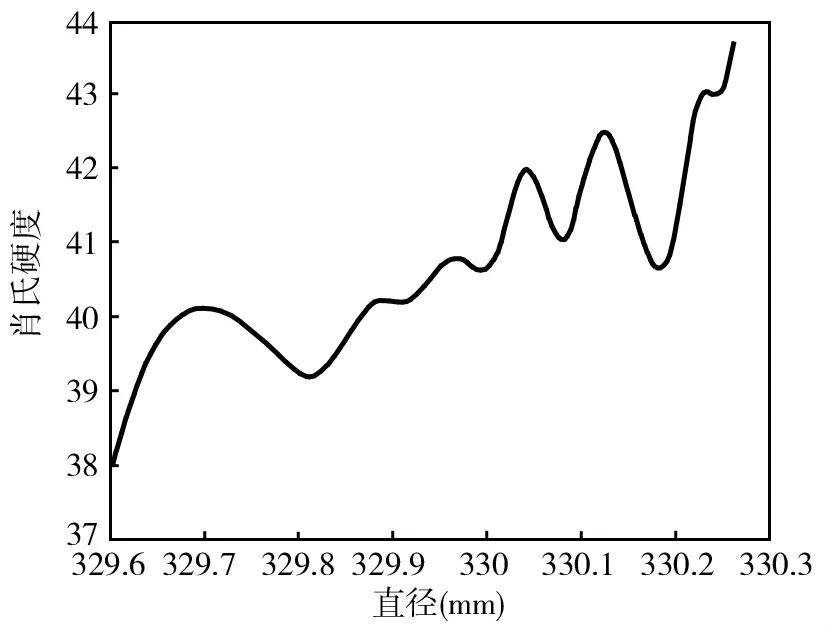
圖5 Ⅲ部分的數據擬合曲線
從以上各圖我們可以看出,隨工件直徑的減小,表面硬度呈現總體逐漸下降的趨勢。
2.2 數據分析
通過對比試驗件Ⅰ、Ⅱ、Ⅲ各部分加工前后的尺寸和硬度值以及磨削過程中記錄的數據,得出以下幾點結論:
(1)Ⅰ部分初始直徑為?325.24 mm,初始表面硬度為35.7HSD,經過加工后表面硬度提高至41.3HSD。磨削后最終直徑為 ?324.55 mm,表面硬度為36.2HSD。從圖3中可以看出,硬度在距離表面0~0.3 mm厚度層內變化較快,總體呈現線性變化。
(2)Ⅱ部分經過加工后直徑由?328.10 mm減小至 ?328.09 mm,減少了 0.01 mm;表面硬度由35.5HSD 增大至 41.5HSD,增大了 6HSD。磨削過程中記錄硬度最大值為42.8HSD。工件表面硬度隨磨削量的增加逐漸降低,總體趨勢也近似為線性變化。
(3)Ⅲ部分外圓直徑減小了0.005 mm,表面硬度提高了7HSD。工件表面硬度變化和外圓直徑變化量呈線性遞減關系,但變化速率對比Ⅰ、Ⅱ兩部分較平緩。
2.3 總結
總結本次試驗Ⅰ、Ⅱ、Ⅲ各部分的數據的變化規律,我們可以看出,在一定的加工壓力作用下,零件外形尺寸發生0~0.01 mm范圍內的變化,表面硬度增加了5~7HSD;硬度變化層厚度約為0.5~0.7 mm,距離加工表面越遠,硬度變化越小,并且在一定范圍內呈現線性變化。
因此,在機械加工過程中,對于尺寸精度要求高于10-3mm級別的工件,精加工最后一道工序時要考慮加工壓力對工件尺寸的影響;另外,工件的表面硬度在加工后會發生變化,所以對表面金屬性能有特殊要求的工件要進行適當處理。
3 結 語
通過試驗分析了機械加工過程中相對壓力對工件外形和表面質量的影響,以球墨鑄鐵為試驗對象,總結并初步分析了試驗數據,結果表明在已加工的表面形成過程中,塑性變形深度已經達到了表面層以下10-1mm級,表面硬度提高了15%~20%,越接近加工表面,變形硬化越嚴重。
[1]韓榮第.《金屬切削原理與刀具》 [M].哈爾濱工業大學出版社.2007,95.