汽車防撞梁超高強(qiáng)鋼熱成形工藝研究
2012-12-03 09:48:30莊百亮單忠德戎文娟
中國(guó)機(jī)械工程 2012年2期
關(guān)鍵詞:工藝
莊百亮 單忠德 姜 超 戎文娟
機(jī)械科學(xué)研究總院先進(jìn)成形技術(shù)與裝備國(guó)家重點(diǎn)試驗(yàn)室,北京,100083
0 引言
熱沖壓成形技術(shù)是一項(xiàng)專門用于成形超高強(qiáng)度鋼板的新技術(shù)。熱沖壓件的抗拉強(qiáng)度可超過1500MPa,且成形精度高,基本無回彈。這種方式能夠充分利用材料的塑性性能來沖壓零件,用于汽車結(jié)構(gòu)件制造時(shí),可提高汽車的安全性能,減輕車身重量。目前只有少數(shù)幾家單位對(duì)熱沖壓技術(shù)進(jìn)行研究,在模具設(shè)計(jì)、工藝試驗(yàn)及模擬方面獲得了相應(yīng)成果[1-4],但對(duì)工藝參數(shù)之間的關(guān)系未作深入探討。
熱沖壓成形工藝難以把握,利用模擬技術(shù)可以優(yōu)化工藝參數(shù)[5]。本文以車門防撞梁為例,通過數(shù)值模擬和熱沖壓試驗(yàn)相結(jié)合的方法研究超高強(qiáng)鋼板的熱成形工藝特征,建立沖壓力與沖壓速度和初始成形溫度的關(guān)系模型,并通過試驗(yàn)驗(yàn)證了模型的正確性。
1 材料特性
試驗(yàn)鋼板為寶鋼產(chǎn)22MnB5熱軋板,牌號(hào)為BR1500HS,厚度為2mm,密度為7850kg/m3,臨界冷卻速度為15℃/s,化學(xué)組分如表1所示。

表1 BR1500HS的化學(xué)組分 %
熱軋狀態(tài)下,材料的硬度約為193HV,抗拉強(qiáng)度在500~600MPa之間,微觀組織成分為鐵素體和珠光體,經(jīng)過熱沖壓后,材料強(qiáng)度提高2.5倍以上,組織轉(zhuǎn)變?yōu)榘鍡l狀馬氏體。
熱沖壓成形屬于準(zhǔn)靜態(tài)過程[6],成形過程中,鋼板產(chǎn)生機(jī)械變形的同時(shí),溫度急劇下降,故接觸處理是板料熱沖壓成形有限元分析的關(guān)鍵技術(shù),板料與模具之間的摩擦力與傳熱系數(shù)的確定至關(guān)重要。熱沖壓過程中,摩擦力對(duì)成形件質(zhì)量的影響很大,它不僅與壓力有關(guān),還與接觸面的溫度有關(guān)[7]。在板料與模具的接觸過程中,熱交換包括熱傳導(dǎo)、熱對(duì)流和熱輻射三部分。傳熱系數(shù)是影響溫度場(chǎng)的重要因素:在板料與模具接觸前,傳熱系數(shù)與接觸間隙關(guān)系密切;緊密接觸后,傳熱系數(shù)主要受到壓力的影響。
2 防撞梁熱沖壓成形數(shù)值模擬分析
文獻(xiàn)[8]詳細(xì)介紹了防撞梁的熱沖壓成形過程中沖壓速度、初始成形溫度的影響規(guī)律,并指出,對(duì)于2mm厚的熱軋硼鋼HR1500HS,最佳沖壓速度區(qū)間為50~100mm/s,最佳初始成形溫度區(qū)間為750~850℃。本文在此基礎(chǔ)上利用沖壓軟件PamStamp 2G研究防撞梁熱沖壓工藝參數(shù)之間的關(guān)系,并給出沖壓力計(jì)算方法。
沖壓力是零件成形時(shí)重要的工藝參數(shù),熱沖壓過程中,在材料確定后,沖壓力的大小主要受板料厚度、初始成形溫度、成形速度以及沖壓件大小和沖壓深度等影響。對(duì)于本文所研究的防撞梁,主要考慮初始成形溫度和沖壓速度兩個(gè)因素。根據(jù)牛頓靜態(tài)力學(xué)理論,作用力與反作用力大小相等,本文依據(jù)模具在沖壓過程中的受力情況,反算成形件所需要的成形力。
為研究沖壓力與沖壓速度以及初始成形溫度之間的關(guān)系(以便建立相關(guān)模型),在沖壓速度20~200mm/s,成形溫度700~900℃范圍內(nèi),對(duì)防撞梁熱成形進(jìn)行數(shù)值模擬,得到所需成形力如表2所示。
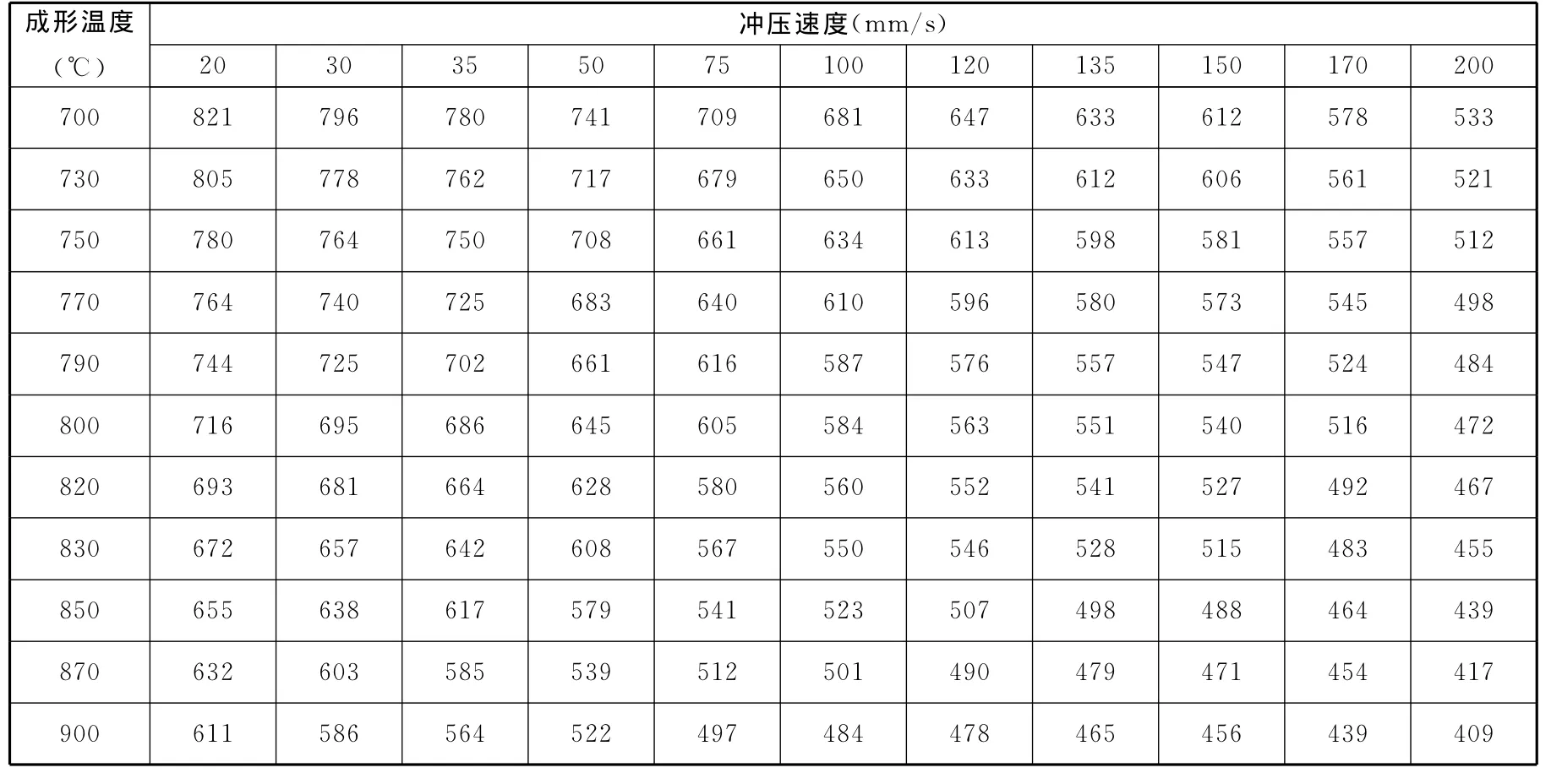
表2 不同沖壓速度與初始成形溫度對(duì)應(yīng)的沖壓力 kN
首先分析沖壓速度與沖壓力的關(guān)系——同一初始溫度下,不同沖壓速度對(duì)板料成形力的影響。如表2所示,在成形溫度范圍內(nèi)(700~900℃),同一初始成形溫度下,隨著沖壓速度的增大,板料成形所需沖壓力減小,板料成形較快。板料的平均變形溫度增加時(shí),塑性相對(duì)較好,所需變形抗力相對(duì)較小。
進(jìn)而分析初始成形溫度與沖壓力的關(guān)系——在同一沖壓速度下,不同初始成形溫度對(duì)板材成形力的影響。表2表明,在同一成形速度下,沖壓力隨著初始成形溫度的增加而減小,即板料塑性越好,變形抗力越小。
圖1是熱沖壓過程中模具受力曲線圖,工藝參數(shù)如下:初始成形溫度為850℃,沖壓速度為50mm/s。由圖1可知:板料在沖壓深度小于20mm時(shí),受力較小,因?yàn)檫@時(shí)模具與板料接觸面較小,板料溫度相對(duì)較高,板料變形抗力較小;沖壓深度超高25mm后,板料受力才開始明顯上升,當(dāng)接近完全成形時(shí),沖壓力急劇上升。因?yàn)榇藭r(shí)模具與板材的接觸越來越緊密,板料變形速率增加,溫降也加快,變形抗力增大,故所需成形力快速增大。
根據(jù)數(shù)值模擬數(shù)據(jù),分析沖壓力與沖壓速度和成形溫度之間的關(guān)系模型,通過軟件合成不同的計(jì)算公式,最終根據(jù)公式的復(fù)雜程度與相關(guān)系數(shù)選擇的公式如下:

式中,t為初始成形溫度,℃;v為沖壓速度,mm/s;a、b、c、d、f為模型參數(shù)系數(shù),a=1534.98,b= -0.3236,c= -109.54,d= -7.789×10-4,f=0.1357。
式(1)的相關(guān)系數(shù)R2=0.976,BR1500HS鋼的成形條件如下:初始成形溫度為700~900℃,沖壓速度為20~200mm/s。式(1)針對(duì)的是1/2防撞梁,即對(duì)整個(gè)防撞梁來說,式(1)計(jì)算所得的成形力需加倍。圖2為沖壓力與沖壓速度和成形溫度之間的空間關(guān)系圖。由圖2容易看出:沖壓速度相同時(shí),沖壓力隨著初始成形溫度的降低而不斷增大;在同一初始成形溫度下,沖壓力隨著沖壓速度的增加而減小。
3 防撞梁熱沖壓成形工藝試驗(yàn)與分析
文獻(xiàn)[8]與文獻(xiàn)[9]從數(shù)值模擬及試驗(yàn)方面研究了防撞梁熱沖壓成形工藝,工藝參數(shù)優(yōu)選結(jié)果如下:加熱溫度為930℃,保溫時(shí)間為270s,壓機(jī)沖壓速度為75mm/s,成形后保壓15s,水流速度為1.1m/s。根據(jù)上述結(jié)果進(jìn)行熱沖壓試驗(yàn),紅外測(cè)溫顯示板料沖壓前的溫度為810~830℃,由式(1)計(jì)算得到的沖壓力為564~593kN,進(jìn)而計(jì)算所得的壓力為5.8~6MPa,試驗(yàn)設(shè)定的沖壓力為6MPa,從熱成形件成形效果判斷,防撞梁完全成形,無破裂起皺等缺陷產(chǎn)生,說明利用式(1)計(jì)算的沖壓力與防撞梁熱成形試驗(yàn)所需的成形力相一致,即式(1)可以作為防撞梁熱沖壓成形的經(jīng)驗(yàn)公式使用。
3.1 防撞梁熱沖壓件厚度
根據(jù)要求,所研究防撞梁的減薄率應(yīng)控制在25%之內(nèi),且厚度較均勻。試驗(yàn)測(cè)得成形件各點(diǎn)厚度分布見表3。

表3 零件不同位置的厚度 mm
由測(cè)試結(jié)果可知,零件的最厚處在圖3的5處,最薄處在4的位置,測(cè)試結(jié)果驗(yàn)證了模擬結(jié)果的正確性[8]。根據(jù)表3比較零件端部邊緣位置的點(diǎn)1和點(diǎn)2厚度,點(diǎn)6與點(diǎn)7厚度及點(diǎn)8與點(diǎn)9厚度可知,熱沖壓零件兩端,越靠近邊緣,減薄越多;點(diǎn)8與點(diǎn)9在斜面與平面的圓弧過渡位置,屬于應(yīng)力集中地區(qū),故變薄較為明顯;比較6點(diǎn)、7點(diǎn)與1點(diǎn)、2點(diǎn)可知,零件中間的拉伸較邊緣稍明顯;比較零件中心位置的點(diǎn)3、側(cè)壁位置的點(diǎn)10與邊緣位置的點(diǎn)11可知,零件側(cè)壁的變薄率較為明顯,約7%;熱成形零件的最大減薄率為17%,厚度最大值為2.18mm,厚度區(qū)間分布較窄,即滿足防撞梁厚度要求。
3.2 防撞梁熱沖壓件力學(xué)性能
零件的硬度分布如表4所示,熱沖壓件的硬度分布較為均勻,極差為2.7HRC,均值為47.6HRC。硬度測(cè)試點(diǎn)和拉伸試樣在零件上的位置見圖4,拉伸試樣采用50標(biāo)距(國(guó)際上對(duì)熱沖壓零件的評(píng)價(jià)方法),抗拉強(qiáng)度平均值為1545MPa。
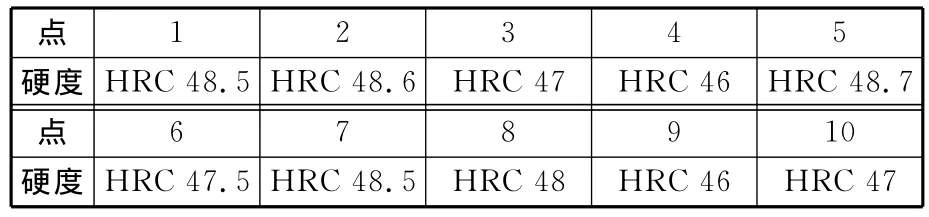
表4 零件不同位置的硬度值
本文通過STRAINFLEX MSF-2M型X射線殘余應(yīng)力分析儀對(duì)熱沖壓防撞梁表面進(jìn)行測(cè)試與分析,為說明工件表面質(zhì)量提供實(shí)驗(yàn)依據(jù)。根據(jù)文獻(xiàn)[8]的數(shù)值模擬結(jié)論,熱成形件的最大應(yīng)力發(fā)生在圖5標(biāo)記的位置處,測(cè)試結(jié)果見表5。數(shù)據(jù)表明,拉伸深度越大,殘余應(yīng)力越大,即點(diǎn)3位置處殘余應(yīng)力最大,因?yàn)榇宋恢米詈蟪尚危钦麄€(gè)零件最大拉伸處,此部位在成形中的溫度差較大,處在機(jī)械力與熱力的雙重影響下,內(nèi)應(yīng)力相對(duì)較大。

表5 殘余應(yīng)力各點(diǎn)數(shù)值 MPa
熱成形件最大殘余應(yīng)力為306MPa,不到抗拉強(qiáng)度數(shù)值的20%,故對(duì)于成形件來說,不需要消除殘余應(yīng)力。熱處理或時(shí)效處理在消除殘余應(yīng)力的同時(shí)也降低了熱沖壓件的抗拉強(qiáng)度,這對(duì)于以安全性為重的防撞梁來說是沒有必要的。
3.3 防撞梁熱沖壓件精度與微觀組織
回彈是影響沖壓件形狀精度的主要因素,比較防撞梁數(shù)學(xué)模型與熱沖壓件中間截面回彈量,并將其與冷沖壓件中間截面回彈量對(duì)比,結(jié)果如表6所示,圖6為防撞梁數(shù)學(xué)模型的中間截面圖,θ1、θ2為回彈精度角,是表征防撞梁回彈量的重要參數(shù),其中θ1=32°,θ2=16°。由表6可以看出,熱成形件的回彈很小,只有冷沖壓件的一半,而冷沖壓件的抗拉強(qiáng)度約為600MPa,不到熱成形件拉抗強(qiáng)度的一半。圖7為防撞梁金相照片,可見組織都較均勻,呈現(xiàn)大量板條狀馬氏體。

表6 冷、熱沖壓件的回彈角度對(duì)比
以上測(cè)試結(jié)果表明:防撞梁熱沖壓件比較理想,本文所使用的研究方法可行。
4 結(jié)語
防撞梁熱沖壓工藝試驗(yàn)結(jié)果表明:成形件的厚度和硬度分布較為均勻,抗拉強(qiáng)度達(dá)到1545MPa,最大殘余應(yīng)力只有抗拉強(qiáng)度數(shù)值的20%左右,不需要消除;熱成形件精度較高,回彈量較小;組織為均勻板條狀馬氏體,這說明熱沖壓工藝較為合理。
[1]谷諍巍,單忠德,徐虹,等.汽車高強(qiáng)度鋼板沖壓件熱成形技術(shù)研究[J].模具工業(yè),2009,35(4):27-29.
[2]馬寧,胡平,閆康康,等.高強(qiáng)度硼鋼熱成形技術(shù)研究及其應(yīng)用[J].機(jī)械工程學(xué)報(bào),2010,46(14):68-72.
[3]Mori K,Maki S,Tanaka Y.Warm and Hot Stamping of Ultra High Tensile Strength Steel Sheets U-sing Resistance Heating[J].Cirp Annals-Manufacturing Technology,2005,54(1):209-212.
[4]Turetta A,Bruschi S.Investigation of 22MnB5 Formability in Hot Stamping Operations[J].Journal of Materials Processing Technology,2006,177(1):396-400.
[5]崔令江.汽車覆蓋件沖壓成形技術(shù)[M].北京:機(jī)械工業(yè)出版社,2003.
[6]卿晏清,歐陽可居.覆蓋件有限元模擬技術(shù)及應(yīng)用[J].汽車工藝與材料,2003(6):28-32
[7]Merklein M,Lechler J.Investigation of the Thermo Mechanical Properties of Hot Stamping Steels[J].Journal of Materials Processing Technology,2006,177(1):452-455.
[8]Zhuang Bailiang,Shan Zhongde,Jiang Chao,et al.Numerical Simulation of Hot Stamping Technology for Automotive Structural Parts[C]//Proceedings of the International Conference on Advanced Technology of Design and Manufacture.Beijing,2010:190-194.
[9]Jiang Chao,Shan Zhongde,Zhuang Bailiang,et al.Research on Process Parameters of Ultra-h(huán)igh Strength Steel Hot Forming Technology[C]//The 5th CAM-KITECH Symposium of the Advanced Manufacturing Technology Cooperation.Changzhou,2011:114-118.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52