MP4播放器雙色外殼的注塑模設計
2012-12-01 09:11:02匡唐清
中國塑料 2012年6期
匡唐清,閻 智,付 偉
(華東交通大學機電工程學院,江西 南 昌330013)
MP4播放器雙色外殼的注塑模設計
匡唐清,閻 智,付 偉
(華東交通大學機電工程學院,江西 南 昌330013)
針對MP4雙色外殼內外層包覆的特點,確定采用轉盤式雙色注塑機成型,澆注系統為熱流道與冷流道相結合的方式,內外層分別采用潛伏澆口和扇形澆口。借助Moldflow軟件,首先基于熔接痕結果優化了進膠位置,而后通過雙色成型分析預測了其充填狀況、氣穴分布、注射壓力及鎖模力、頂出時間等,為雙色模具的設計及注塑機規格選擇提供了依據。最后詳細闡述了該轉盤式雙色注塑模的結構及工作原理。
播放器;雙色外殼;模具設計;模流分析
0 前言
隨著人民生活水平的提高,塑料產品不僅要滿足人們的功能需求,還要求能給人良好的視覺、觸覺感受以及對低成本的追求,因而雙色、甚至多色產品應運而生。雙色產品是由2種不同顏色的塑料成型的,2種顏色塑料之間有著明顯界限。雙色塑件不僅具有良好的視覺效果,同時,用不同性能塑料構成塑件相應結構,還能使塑件的功能和品質提高[1]。生活中常見的雙色產品有:車燈罩、相機外殼、手機外殼、MP3/MP4外殼、小刀柄、按鈕、牙刷柄等。
隨著模流分析技術的成熟,其在模具設計中的應用也日益廣泛。借助模流分析技術可有效地降低模具開發風險與成本,優化模具結構。本文以一款MP4雙色外殼為例,介紹了雙色產品轉盤式成型模具的設計方法及Moldflow模流分析技術在此的應用。
1 塑件工藝分析
該MP4雙色外殼分為內層部分和外層部分,如圖1所示。內層部分被外層部分所包覆。內層結構較為復雜,具有多處側孔側凹,矩形框為顯示屏區域,圓孔為導航按鍵區域;外層結構較為簡單。制件尺寸長×寬約為110mm×47mm,內外層主體厚度均為1.2mm,內層筋條厚度為0.5mm。
內層部分材料選用丙烯腈-丁二烯-苯乙烯共聚物加聚碳酸酯(ABS+PC)。ABS/PC合金綜合性能好,與ABS相比,提高了耐熱性、抗沖性及薄壁制品的剛性;與PC相比,改善了熔融流動性、成型性、可電鍍性、外觀性,并降低了成本。外層部分材料選用硬化聚甲基丙烯酸甲酯(PMMA,又稱有機玻璃或亞克力),硬化PMMA具有極高的透明度、優秀的耐熱性、高力學性能、不易碎或變形、強耐化學性和高表面硬度。ABS/PC與PMMA具有較好的相容性。
因該塑件生產批量大,決定用雙色模具自動成型,并采用熱流道澆注系統,以節約原材料、確保成型品質和提高生產效率。
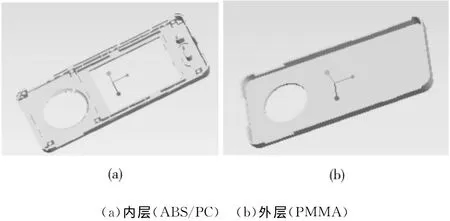
圖1 MP4雙色外殼Fig.1 Appearance for the two-component cover of MP4
2 模具設計要點
2.1 注塑機類型的選擇
雙色注塑機分為轉盤式和轉軸式2種:轉盤式注塑機在動模座側具有能往復180°旋轉的轉盤,動模(整體式或分開的兩動模)安裝在轉盤上,開模后成品被頂出、半成品在動模中隨轉盤的旋轉換位到成品型腔;轉軸式是動模中成型制品非雙色部分作為旋轉塊固定在轉軸上,開模后成品被頂出、轉軸帶動旋轉塊伸出并旋轉,半成品隨其旋轉換位縮回成品型腔[2]。本文 MP4雙色外殼為包覆結構,因而選擇轉盤式雙色注塑機。
2.2 澆注系統的確定
由于制件對外觀要求極高,且制件外層為透明材質,為此制件內層與外層均不可采用點澆口。由于制件的內外層在雙色模的兩型腔中依次成型,只有成品側制件才能頂出,為此要求開模時半成品側無澆注系統冷凝料或冷凝料不影響成品側的成型及產品品質,因此制件內外層的澆注系統均采用熱流道和冷流道結合的方式,豎流道采用熱流道,分流道及澆口采用冷流道。為避免冷凝料對制件外層成型的影響,制件內層采用潛伏澆口形式,分流道位于動模側,豎流道下端在制件圓孔中心,如圖2(a)所示。制件外層為透明材質,且包覆內層,因此只能采用側澆口形式,為便于澆口凝料的清除且保證順利進膠,避免澆口處過大的剪切,為此采用扇形澆口,分流道及澆口均位于定模側,如圖2(b)所示。
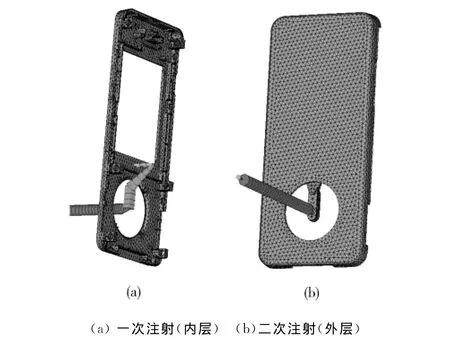
圖2 MP4雙色外殼的澆注系統Fig.2 Runner system for the two-component cover of MP4
2.3 模流分析
先進行內層的充填分析,材料為CMOLD Generic Estimates公司的牌號為ABS+PC Generic Estimates的ABS/PC合金,模溫為70℃,料溫為265℃。充填后發現其存在的主要問題為熔接痕問題,結果如圖3(a)所示。熔接痕主要出現在制件中心線上,圓孔下端整個為熔接痕,且熔合角度較小,最大才65°,會嚴重影響到該處的外觀及力學性能。為此將進膠位置調整到偏離中心一定距離,其熔接痕位置如圖3(b)所示,圓孔下端熔接痕位置偏向了制件角部,熔接痕長度相對較短[這里是相對圖3(a)熔接痕整個貫穿而言,并且圖3(a)、(b)經對照可見其絕對長度也有所縮短],且熔合角度也較大,熔合末端達到133°,因此極大減小了熔接痕的不良影響。
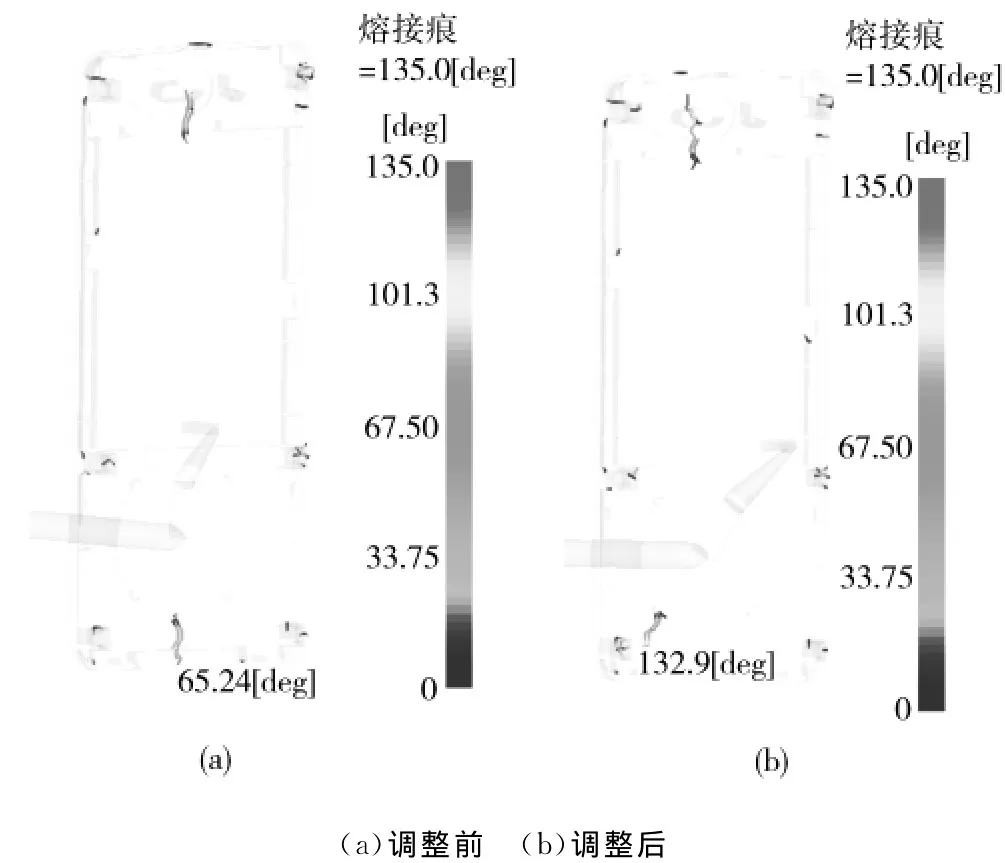
圖3 內層不同進膠位置的熔接痕結果Fig.3 Weld line in different injection location of the inner part
然后進行雙色成型分析,內、外層整合在一起如圖4所示。材料外層材料為CMOLD Generic Estimates公司產的牌號為PMMA Generic Estimates的PMMA。內、外層成型工藝均為:模溫70℃,料溫265℃,在充填到99%體積時進行V/P切換。外層熔接痕結果如圖5所示,熔接痕出現在圓孔下端,熔接痕長度較短,且熔合角度也較大,對制件品質影響很小。

圖4 雙色重疊成型網格模型Fig.4 Assembled model for over molding
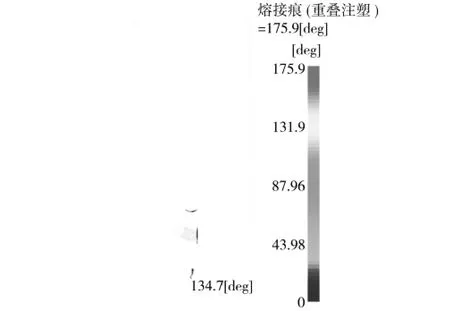
圖5 外層熔接痕Fig.5 Weld line for the outer part
內、外層的充填過程分別如圖6和圖7所示,由充填時間圖也可看出熔接痕的形成過程。制件內層0.72s充滿,制件外層0.55s充滿,且都存在一定程度的充填不平衡,這是由進膠位置的局限導致。
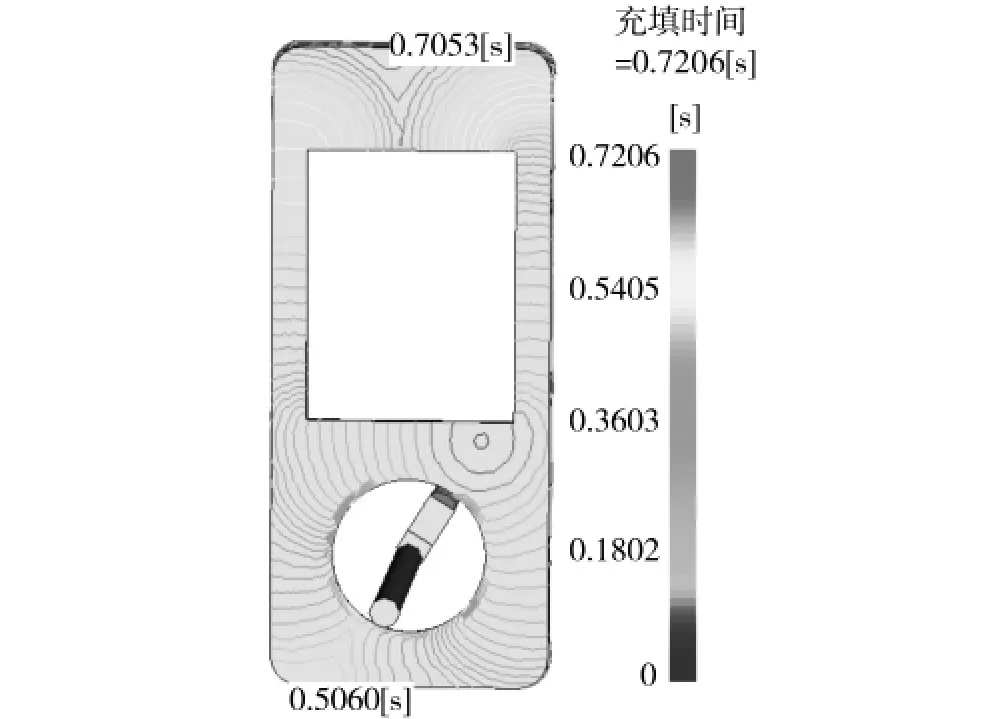
圖6 內層充填時間Fig.6 Filling time for the inner part
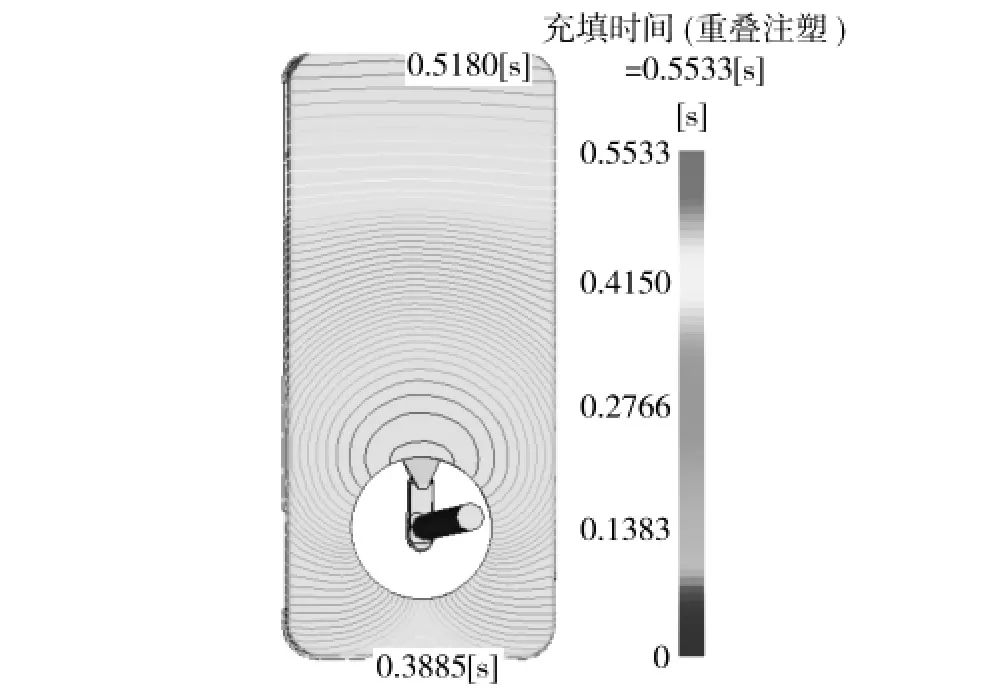
圖7 外層充填時間Fig.7 Filling time for the outer part
內、外層充填后的氣穴分布分別如圖8和圖9所示。制件內層的氣穴較多,主要分布在制件邊緣及筋、柱等特征的末端,可利用分型面、鑲塊、滑塊及頂桿等的間隙排氣。制件外層的氣穴較少,分布在制件邊緣,可利用分型面間隙排氣。

圖8 內層氣穴Fig.8 Air trap for the inner part
內、外層的充填注射壓力曲線分別如圖10和圖11所示。制件內層的最大注射壓力約為94MPa,制件外層的最大注射壓力約為40MPa。
內、外層的成型鎖模力曲線分別如圖14和圖15所示。制件內層的最大成型鎖模力約為14t,制件外層的最大成型鎖模力約為11t。
內、外層達到頂出溫度的時間結果分別如圖14和圖15所示。制件內層達到頂出溫度時間多為3s左右,而制件外層達到頂出溫度時間除矩形框內區域在6.5s左右,其他區域多為30s以上。這主要是由于制件外層成型時包覆著內層,而塑料的導熱性能很差,因此導致其冷卻時間大大增加,為此在模具中應加強成品型腔的冷卻。
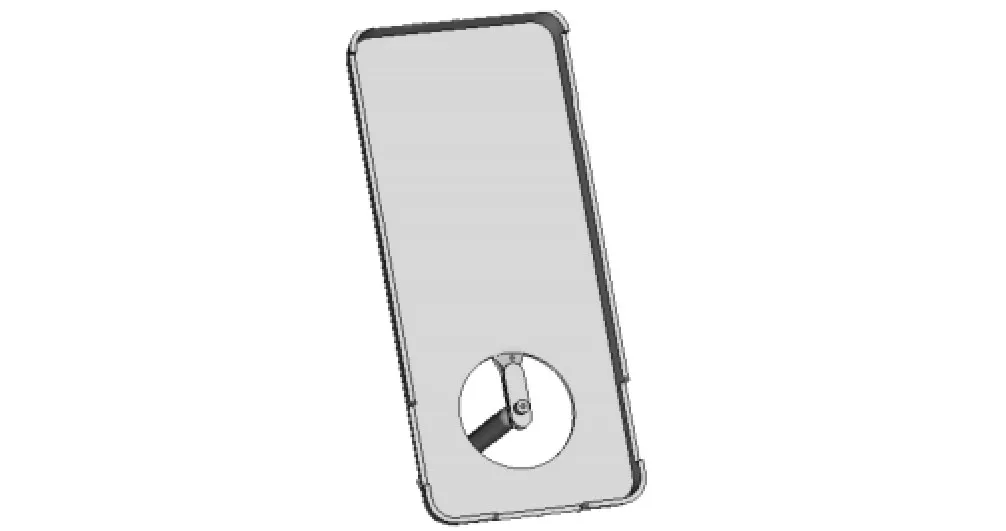
圖9 外層氣穴Fig.9 Air trap for the outer part
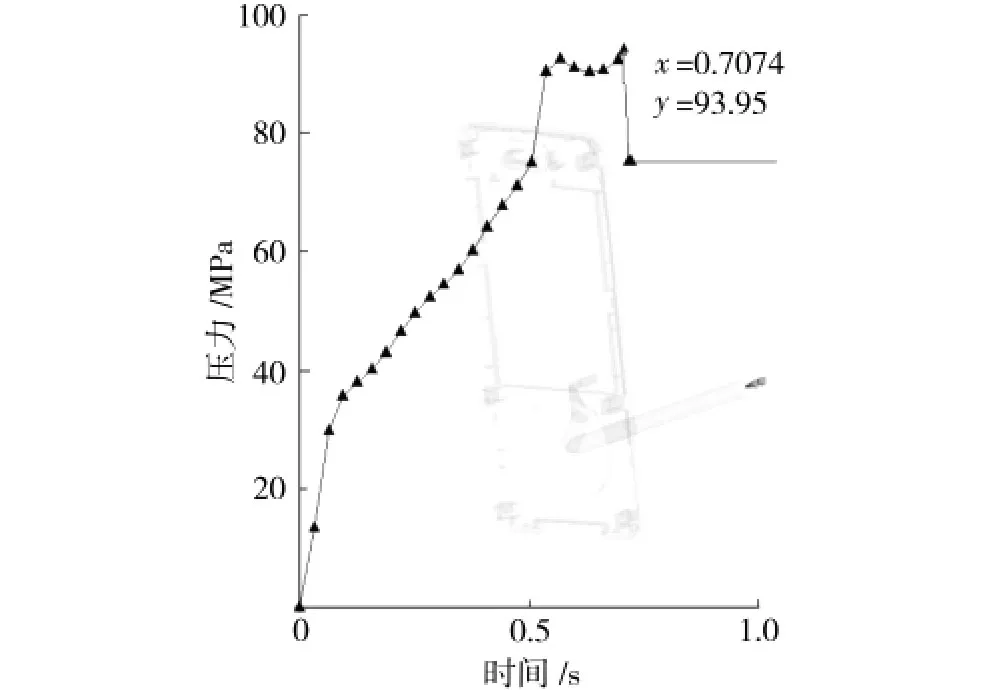
圖10 內層注射壓力曲線Fig.10 Injection pressure curve for the inner part
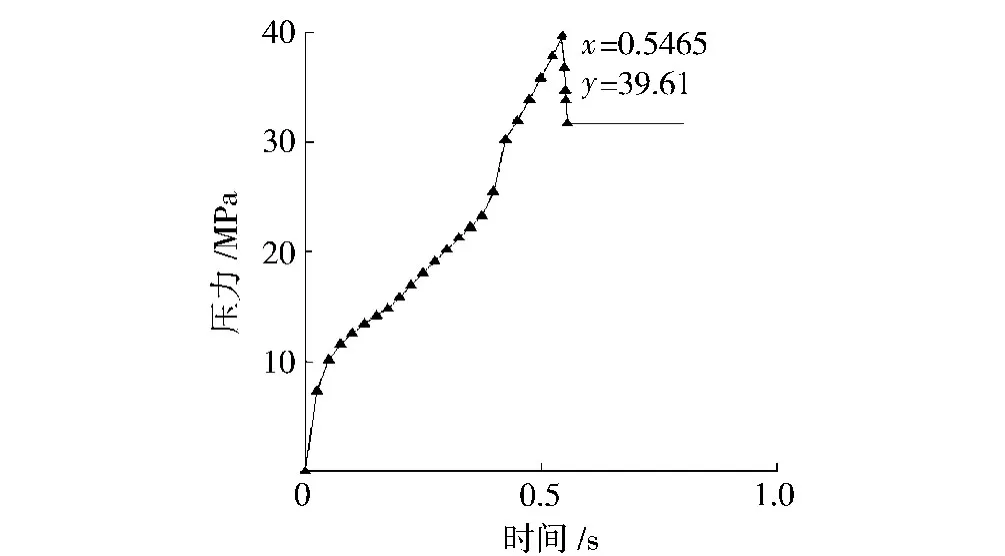
圖11 外層注射壓力曲線Fig.11 Injection pressure curve for the outer part
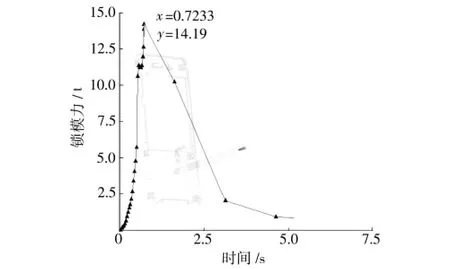
圖12 內層鎖模力曲線Fig.12 Clamp force curve for the inner part
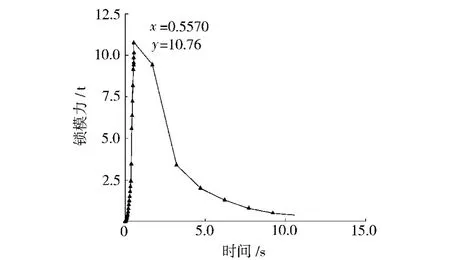
圖13 外層鎖模力曲線Fig.13 Clamp force curve for the outer part
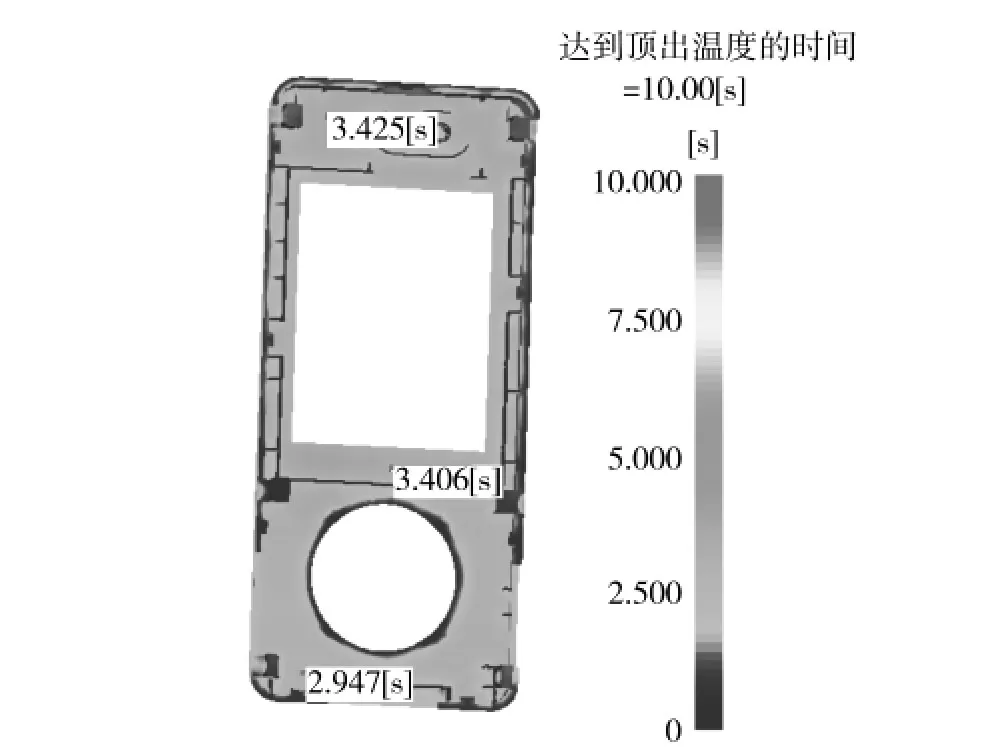
圖14 內層頂出時間Fig.14 Ejection time for the inner part
2.4 注塑機的選擇
根據模流分析確定的成型注射壓力需求、鎖模力需求,選擇富強鑫(寧波)公司的FB-220T轉盤式精密雙色注塑機,該注塑機有2套可獨立控制的水平注射單元,2套獨立控制的頂出系統。該雙色注塑機2個注射單元的額定注射壓力均為150MPa,完全滿足成型注射壓力的需求(上述模流分析結果預測的制件內層的最大注射壓力約為94MPa,制件外層的最大注射壓力約為40MPa);其額定鎖模力為220t,遠超內層與外層成型最大鎖模力之和(上述模流分析結果預測的制件內層的最大成型鎖模力約為14t,制件外層的最大成型鎖模力約為11t)。確定注塑機后接著根據其料管中心孔距、模盤尺寸、模厚等相關參數確定模具大小。
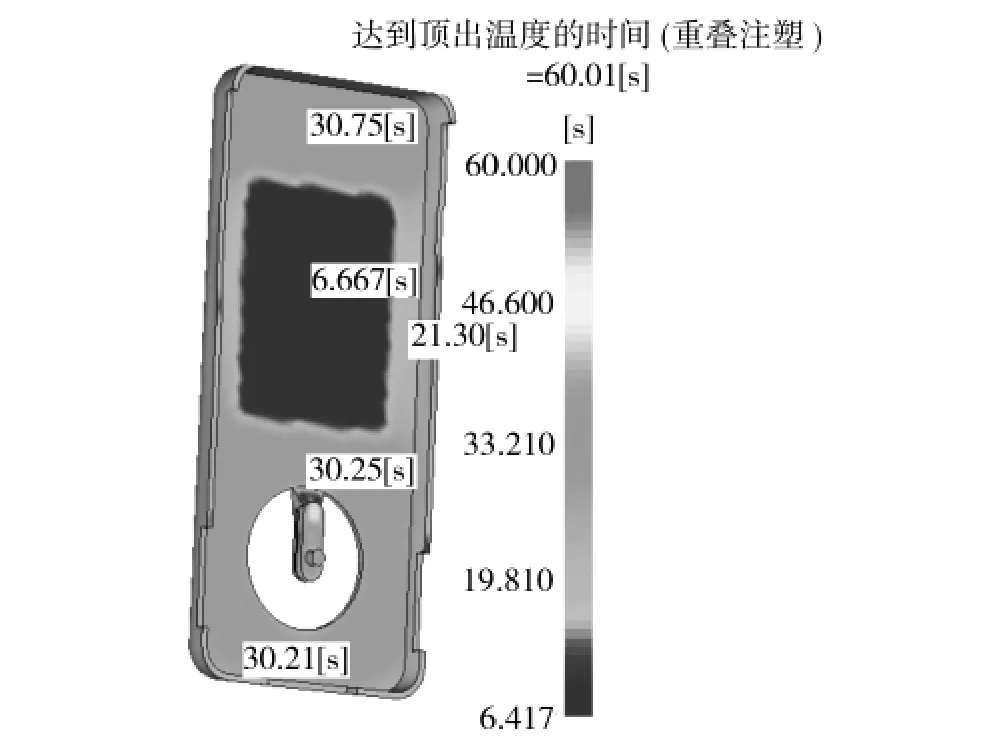
圖15 外層頂出時間Fig.15 Ejection time for the outer part
3 模具結構及工作過程
該雙色模總體結構如圖16所示。該套模具的熱流道采用點澆口的開放式噴嘴,該類噴嘴應用廣泛,只有很短的冷卻料柄,不影響成品區的合模注塑,無需清除冷卻料柄,且由于噴嘴芯離型腔底出料處很近,降低了注射壓力,從而減少成型周期,又提高了生產效率[3]。內層部分的側孔、側凹均采用斜頂機構實現其側抽并輔助頂出。內層成型區與外層成型區動模部分包括頂出系統完全相同,但頂出動作各自獨立[4]。保證模具的動、定模以中心往復旋轉180°能完全吻合。由于動模要180°回轉,所以動模側的進出水口不能在模具外側,只能設在中間,連接水管通過注塑機轉盤、動模固定板的中心孔接入。
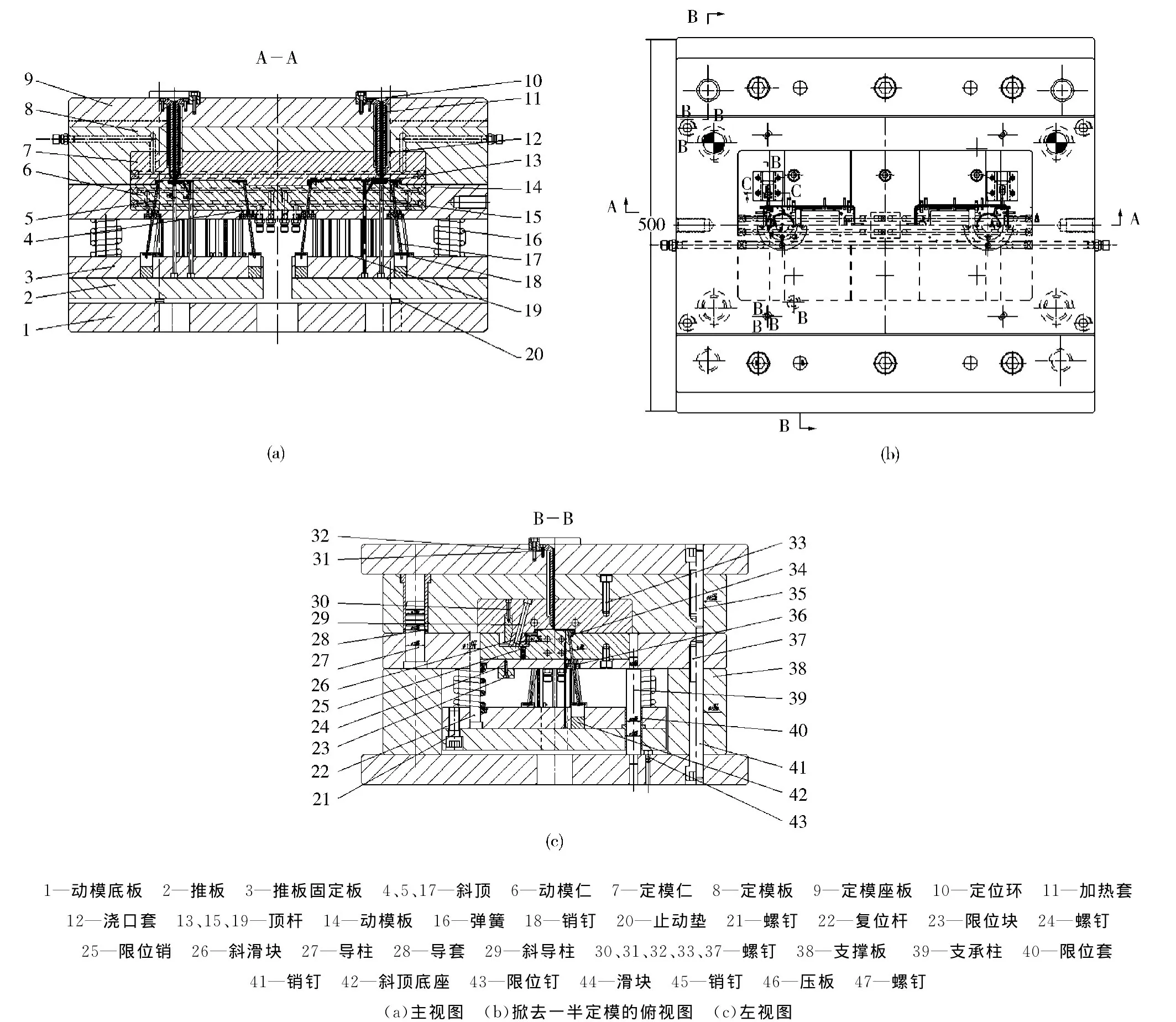
圖16 模具結構圖Fig.16 Structure for the mould
成型時,內層成型型腔注入的材料為ABS+PC,成品型腔注入的材料為PMMA。成型完畢后開模,動模向后運動,達到開模行程后停止,成品區的注塑機推出機構開始推動推板2向前運動,斜頂(4、5、17)和頂桿(13、15、19)將成品推出,同時斜頂(4、5、17)從制件內扣中脫出。而在半成品側注塑機的頂出機構無動作,保證半成品箍在型芯上。推出動作結束后,注塑機推出機構回撤,推板2、頂桿(13、15、19)、斜頂(4、5、17)在復位桿22和壓縮彈簧作用下復位,然后注塑機的轉盤開始旋轉,帶動動模旋轉180°后停止,而后合模;這時半成品隨型芯轉換到了成品型腔,而半成品型腔已被空出,再繼續下一個生產循環。
4 結語
(1)根據該MP4播放器外殼的包覆結構,確定采用轉盤式雙色注塑機成型;制件內外層的澆注系統均采用熱流道和冷流道結合的方式,豎流道采用熱流道,分流道及澆口采用冷流道,內層采用潛伏澆口,外層采用扇形澆口;
(2)通過模流分析優化了內層潛伏澆口的位置,通過雙色成型模流分析預測了其內外層的充填狀況、氣穴分布、注射壓力及鎖模力、頂出時間等,由此確定模具無需特別設置排氣槽,根據預測的注射壓力和鎖模力選擇了富強鑫(寧波)公司的FB-220T轉盤式精密雙色注塑機;
(3)設計的MP4播放器雙色外殼的轉盤式雙色注塑模的結構合理,動作可靠,產品質量較好。實踐表明,雙色模具設計中采用模流分析技術可大大提高其設計的科學性與可靠性。
[1] 付 偉,陳碧龍.注塑模具設計原則、要點及實例解析[M].北京:機械工業出版社,2010:335.
[2] 匡唐清,李樹楨,黃創業.雙色牙刷柄的注塑模設計[J].中國塑料,2008,22(11):75-77.
Kuang Tangqing,Li Shuzhen,Huang Chuangye.Design of Injection Mould for Two-component Toothbrush Handle[J].China Plastics,2008,22 (11):75-77.
[3] 丹尼爾·弗倫克勒,享里克·扎維斯托夫斯基.注射模具的熱流道[M].徐佩弦,譯.北京:化學工業出版社,2005:176-178.
[4] 匡唐清,周慧蘭,彭琛琛,帶把雙色塑料杯的注塑模設計[J].中國塑料,2010,24(2):100-102.
Kuang Tangqing,Zhou Huilan,Peng Chenchen.Design of Injection Mould for a Two-component Cup with Handle[J].China Plastics,2010,24 (2):100-102.
Design of Injection Mould for Two-component Cover of MP4Player
KUANG Tangqing,YAN Zhi,FU Wei
(School of Mechanical &Electronical Engineering,East China Jiaotong University,Nanchang 330013,China)
According to the coated structure of a two-component cover of a MP4,two-component injection molding machine with rotary plane was adopted to molding it.The runner system was a combination of hot runner and cold runner.Latent gate and fan gate were adopted to molding the inner part and outer part respectively.Based on the flow analysis of Moldflow,the gate location was optimized firstly,and then the fill pattern,air trap distribution,injection pressure,clamp force and the time of ejection were predicted.These results were helpful for the design of the mould structure and the choice of the injection machine.Finally,the structure and working process of the two-component injection mould were introduced in detail.
player;two-component cover;mould design;Moldflow analysis
TQ320.66+2
B
1001-9278(2012)06-0117-06
2012-02-06
江西省自然科學基金項目(2010GQC0029)
聯系人,kuangtq@yahoo.cn
(本文編輯:劉 學)