聚丙烯的流變性能和PVT關系研究及在注射成型中的應用
2012-12-01 09:14:32李永泉
中國塑料 2012年6期
李 峰,孫 晉,李永泉
(中國石化北京化工研究院,北京100013)
聚丙烯的流變性能和PVT關系研究及在注射成型中的應用
李 峰,孫 晉*,李永泉
(中國石化北京化工研究院,北京100013)
研究了聚丙烯在不同溫度下的剪切流變性能和壓力-比容-溫度(PVT)關系,并分別采用7參數的Cross-WLF黏度模型和修正的雙域Tait狀態方程擬合其變化曲線。在確定注塑工藝參數的條件下,通過PVT狀態曲線描述了整個注射成型過程,計算出其理論體積收縮率為5.58%,并與實際注塑樣條測量所得的收縮率5.46%相一致。
聚丙烯;注射成型;流變性能;壓力-比容-溫度關系;收縮率
0 前言
注射成型過程中,非牛頓塑料熔體在模腔中做非等溫瞬態流動,熔體一方面因與低溫模具接觸而快速冷卻,另一方面因高速剪切作用又產生熱量,在此期間經歷了不同的壓力、溫度和剪切速率變化過程,要完全描述加工條件對熔體流動性質的影響,就必須知道在各種條件下(壓力、溫度和剪切速率)的黏性。因此注射成型越來越依賴于計算機輔助工程(CAE)分析技術,而其先決條件是明確熔體剪切黏度與溫度、壓力、剪切速率等諸因素的關系。在注射成型CAE軟件中,塑料材料的性能參數對其模擬精度有著至關重要的作用。同時塑料材料的性能又因品種、牌號、生產廠家、甚至批次不同而差異較大。因此,獲得所用材料準確的性能參數是使用CAE軟件的前提條件。其中,聚合物的流變參數主要是確定聚合物的黏度與熔體壓力、溫度、剪切速率之間的定量關系,其表征了塑料熔體基本的流動性能,是注射成型模擬中一個非常重要的參量。材料的PVT關系對于計算廣闊溫度和壓力范圍內聚合物的體積性質有著重要意義。注射成型過程中,聚合物經歷了從高溫、高壓到迅速冷卻和壓力下降的過程,并且聚合物從熔融態轉變為固態。與此同時聚合物的各項物性參數也經歷了一連串劇烈的變化,這些參數都和溫度、壓力有很大關系,特別是聚合物的比容變化更大[1-2]。
為此,本文通過附有PVT測試模塊的高壓毛細管流變儀研究了聚丙烯的流變性能和PVT關系,并運用PVT狀態曲線描述其整個注射成型工藝路線,預測并計算出其理論收縮率,并與實際測試結果相比較。
1 實驗部分
1.1 主要原料
高抗沖聚丙烯(汽車保險杠專用料),PP K9015,固體密度0.8822g/cm3,熔體密度0.7230g/cm3,主要加工性能參數如表1所示,中國石化揚子石油化工有限公司。

表1 高抗沖聚丙烯(PP K9015)的加工性能參數Tab.1 Processing parameters of high impact polypropylene(PP K9015)
1.2 主要設備及儀器
塑料注射成型機,HTF90W2,鎖模力900kN,注射容量153cm3,寧波海天集團股份有限公司;
高壓毛細管流變儀,Gottfert Rheograph 25,所選用毛細管長徑比為30/1,口模直徑為1mm,同時儀器附有PVT測試功能模塊,最高測試溫度400℃,最大測試壓力250MPa,德國Gottfert公司。
1.3 性能測試與結構表征
流變和PVT性能測試:利用毛細管流變儀分別測量在210、227、243、260℃下聚丙烯的剪切黏度、剪切應力在不同剪切速率下的變化關系;將普通的測試活塞出口處密封,加入一定質量的樣品,通過壓力傳感器測試熔體的壓力或通過力的傳感器測試固體材料所受的力值;通過馬達驅動測試柱塞運動來改變樣品的體積,加熱或冷卻改變樣品的溫度,這樣就可以得到材料PVT關系的掃描圖,壓力測試范圍0.1~200MPa,溫度掃描范圍25~260℃;PVT性能測試是在等溫加壓模式下進行,即溫度恒定,改變壓力,測定比容同壓力的變化;
材料的收縮率測試:材料的收縮率測試方法由Moldflow材料實驗室提供[3],模具如圖1所示,樣條上每個格子尺寸均為20mm×15mm;選定一組注塑工藝參數后,通過注塑機制得樣條,在室溫等壓下放置1周后測量其沿物料流動方向和垂直于流動方向的尺寸變化,并求得其體積收縮率。
2 結果與討論
2.1 聚丙烯的剪切流變行為
在注射成型CAE分析中,材料的黏度數學模型大多數采用7參數的Cross-WLF黏度模型,這種模型避免了冪率模型的缺陷,不僅可以描述高剪切速率時熔體的冪律流變行為,而且可以描述在接近零剪切速率時的牛頓流變行為。其本構方程如式(1)所示[4]:
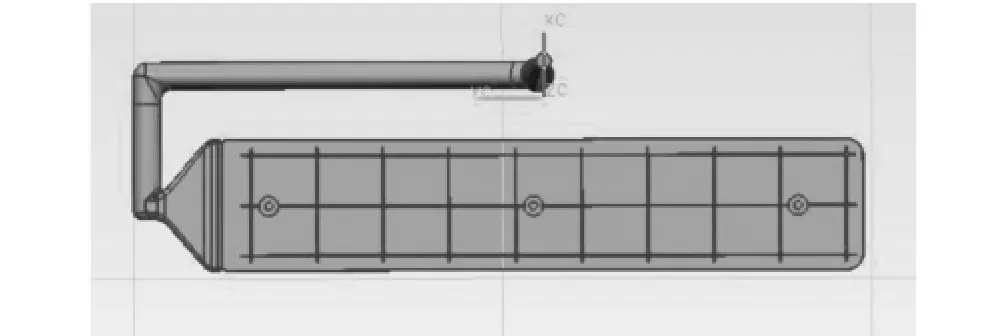
圖1 收縮率測試模具效果圖Fig.1 The shape of mould for shrinkage measurement

式中 τ*——材料常數
n——非牛頓指數
η0——零剪切黏度,Pa·s
T——溫度,K
P——壓力,Pa
η0和τ*反映了材料剪切變稀的特性,η0由下列公式給出:
式中 T*——參考溫度,通常被認為是材料的玻璃化轉變溫度,K
D1、A1、A2——模型常數
D2——對應著低壓下的玻璃化轉變溫度
D3——壓力影響系數,表示黏度的壓力依賴性
聚丙烯(PP K9015)在不同溫度(210、227、243、260℃)下的流變性能如圖2所示,表現出明顯的剪切變稀行為,剪切黏度隨著剪切速率的增大而明顯減小,且黏度的溫度依賴性也隨之降低,不同溫度下的黏度曲線在高剪切速率下趨向接近。通過Cross-WLF方程擬合得到其參數如表2所示。
2.2 聚丙烯的PVT性能
注射成型制品的質量特性取決于成型時型腔內物料的比容變化,而這些變化是在高溫高壓下進行的。Arzhakov在研究了成型過程機理的基礎上,認為可用壓力、體積和溫度3個物理狀態參數來描述注射充填時聚合物熔體的物理狀態及其變化規律,這些變量之間還存在著一定的關系。目前在注射成型模擬方面描述聚合物PVT關系應用最廣泛的是修正的雙域Tait
狀態方程,其表達式如式(5)所示[5-6]:

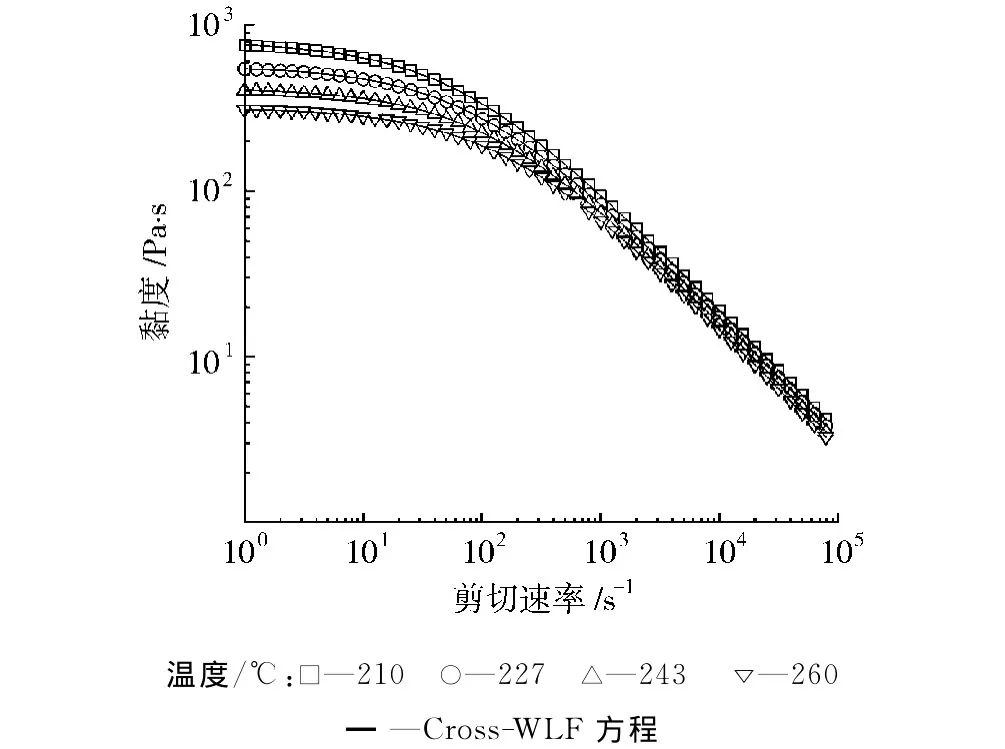
圖2 聚丙烯(K9015)的剪切黏度曲線Fig.2 Shear viscosity of polypropylene(K9015)
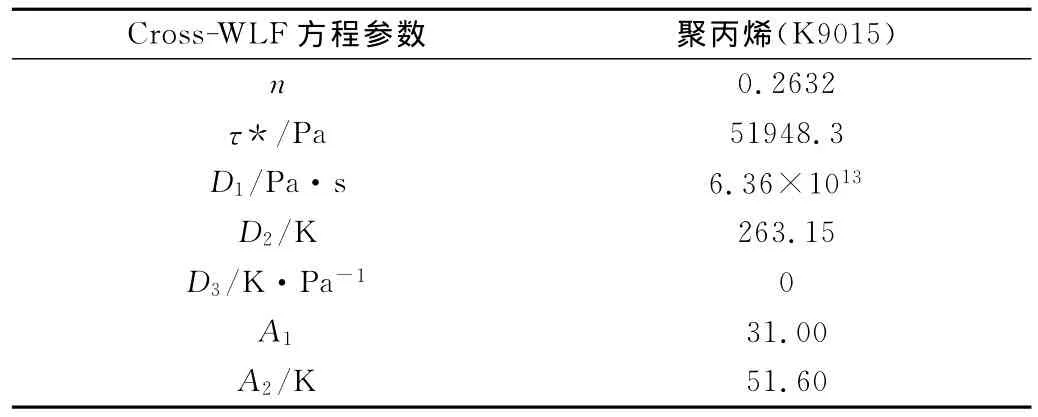
表2 Cross-WLF黏度方程參數Tab.2 Parameters for cross-WLF viscosity equation
式中 V(T,P)——在溫度T和壓力P條件下的比容
V0——在零壓下的比容
C——普適常數,對于聚合物一般為0.0894
B——反應材料壓力敏感性的參數
因為聚合物的熱力學性質,在此需要通過2個溫度域來描述其PVT特性。
當聚合物處于玻璃態(T<b5+b6P)時,

當聚合物處于熔融態(T>b5+b6P)時,
式中 b1——通過外推零壓等壓曲線至轉變溫度時得到的比容
b3、b4——B(T)在固態和熔融態時的特征
b5——在零壓下測定比容的轉變溫度
b6——轉變溫度因壓力而線性增加的變化
式(8)中b7、b8和b9表征在固態時的比容V1。比容對溫度的關系通過b2得到。圖3給出了聚丙烯(K9015)的PVT關系曲線。可看出聚丙烯(K9015)的比容隨溫度的升高和壓力的降低而明顯增大,且隨溫度的升高曲線明顯出現一個突變。該突變對應了其結晶態到熔融態的轉變,轉變溫度也隨著溫度的升高向高溫方向遷移。溫度增加,比容由于熱膨脹性也隨之增加,達到轉變溫度時,由于分子熱運動發生結晶轉變或玻璃化轉變而產生明顯的體積變化,比容的增加速率變快,曲線斜率明顯上升。而結晶型聚合物如聚丙烯由于結構規整且固定的結晶區在溫度上升過程中可以自由移動造成自由體積增大,比容會有一個突變[7]。如表3所示,通過對聚合物PVT關系測試數據的非線性回歸得到其Tait狀態方程的參數b1~b9。
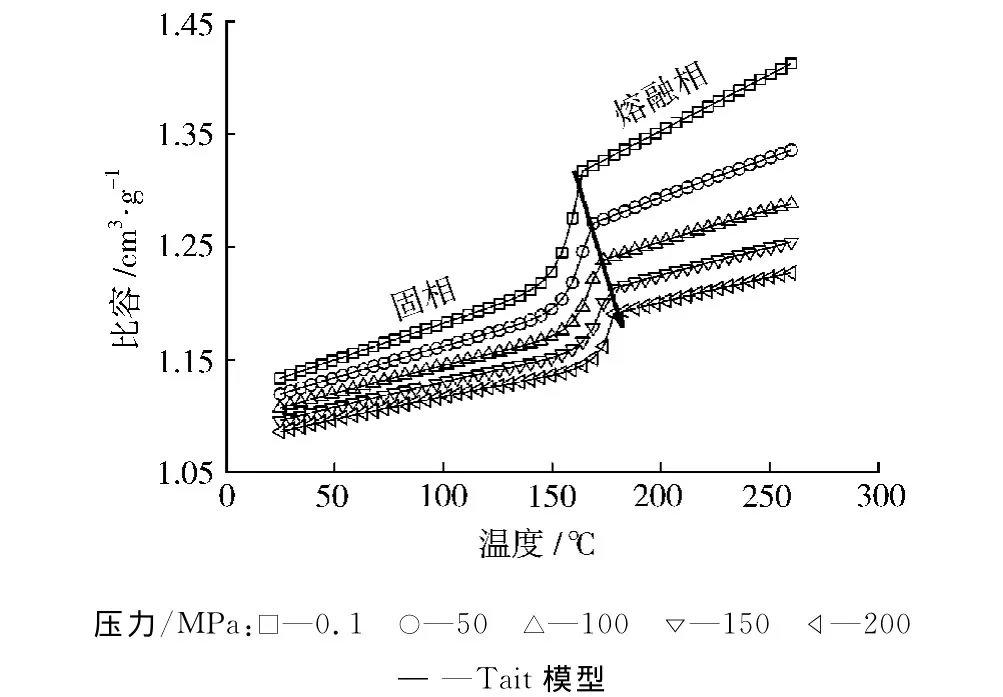
圖3 聚丙烯(K9015)的PVT性能曲線Fig.3 PVT property curves for polypropylene(K9015)
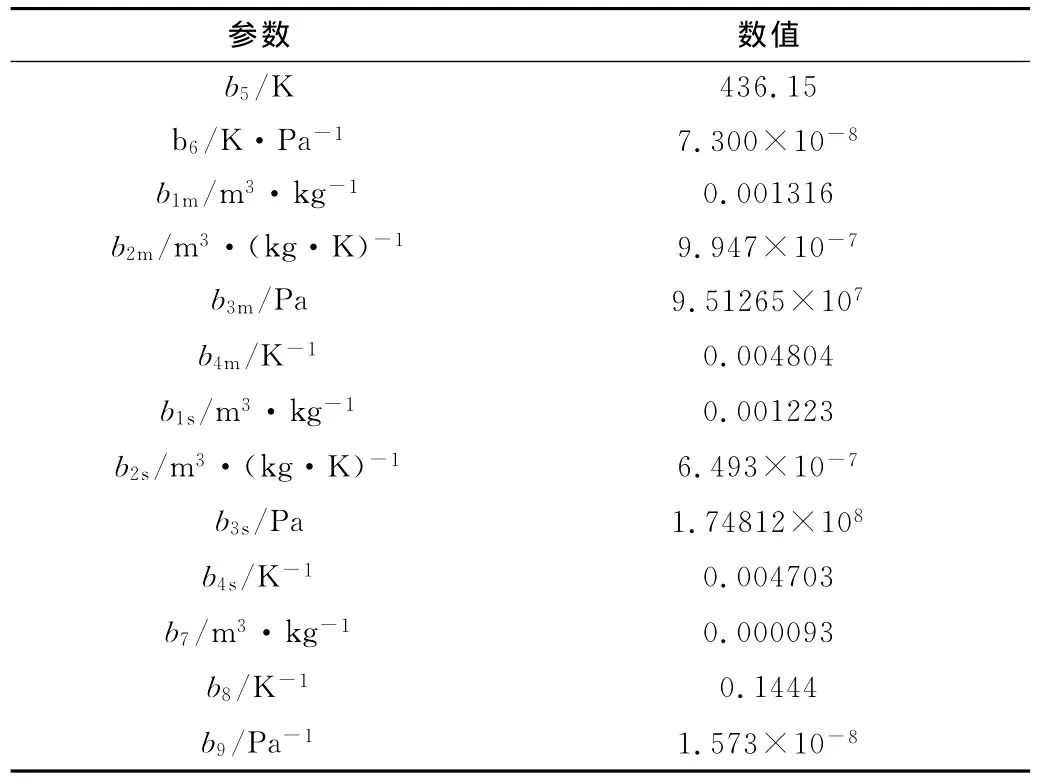
表3 Tait狀態方程擬合參數Tab.3 Parameters for Tait equation
2.3 注射成型中聚合物收縮率的計算和驗證
在注射成型過程中,有4個階段的溫度是至關重要的,分別是:物料的塑化溫度(T4),指注射充模時的熔體溫度;澆口凍結時的溫度(T3),在此溫度下物料已經不能再充入模具型腔,型腔內聚合物比容的大小決定了模塑制品的收縮率大小;制品的頂出溫度(T2),受模具溫度影響較大;環境溫度(T1),也指室溫。聚合物及選定的加工環境不同,這些溫度參數也不同。表4給出了此次試驗中選定的注塑加工工藝參數。根據聚合物的PVT特性及其在這幾個階段的狀態,可以得出其在注射成型時的一些PVT狀態變化曲線,如圖4所示,也稱Arzhakov曲線。

表4 注塑加工工藝參數Tab.4 Parameters for injection molding process
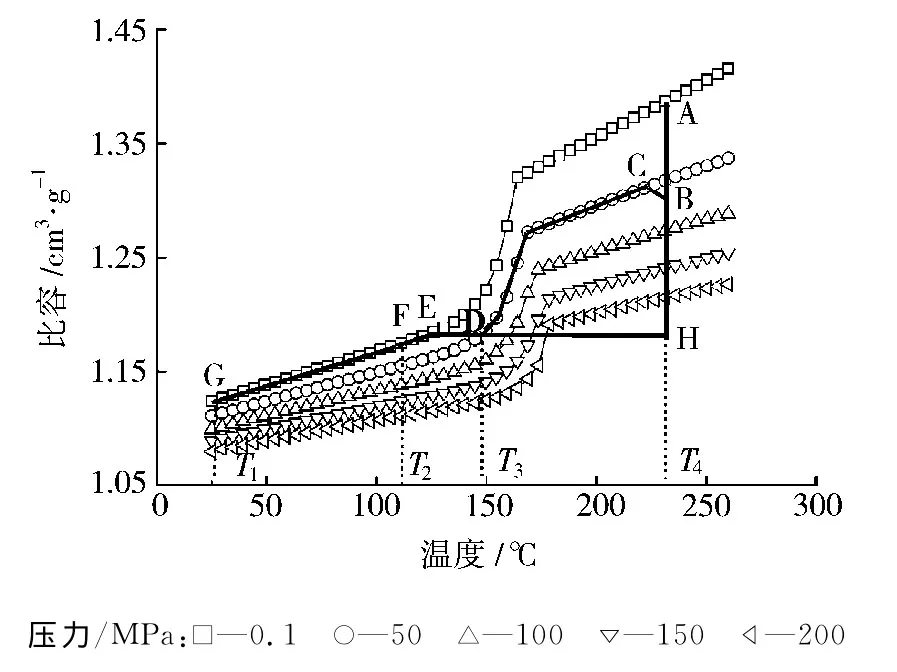
圖4 PVT狀態曲線及注塑加工工藝路線Fig.4 PVT curves and injection molding process
PVT關系曲線的應用目的是減少制品的收縮,保證制件的成型尺寸。重點關注的是制品收縮率,對應的是各個狀態點比容V的變化。制品的體積收縮率(s)可按下式計算[8-9]:

式中 V1——室溫常壓下的比容
V2——澆口封閉時的比容
圖4所示 A-B-C-D-E-F-G路線是通過表4中的工藝參數和PVT曲線所描述的整個注射成型過程。圖中 A(PA、VA、T4)點,表示已塑化好、處于熔融溫度下的熔體在注射前的狀態。A-B段為物料在T4溫度下的填充注射階段,B-C段為從填充到保壓的切換。準確的切換是保證型腔中壓力的關鍵,如果切換太早,則充模要在保壓下完成,引起較大的保壓壓力取向;切換太晚,模腔內壓力升高過大可能導致過充,進而使制品產生飛邊和內應力。保壓過程中澆口處產生的高取向對制品的質量是很不利的,為了減少保壓取向.則在保壓階段壓入模腔的物料應盡可能少。
因此等壓線上的C-D段為物料在型腔內保壓冷卻的過程。D(PD、VD、T3)點表示型腔內物料在一定的壓力下冷卻到澆口溫度T3,此時其所對應的比容為VD。此時起,物料再不會進入型腔。D-E段是等比容冷卻的過程,冷卻決定型腔內的壓力變化,直至達到常壓線。E-F段指制品沿常壓線冷卻達到頂出溫度T2時,制品頂出。G點為環境溫度,表示取出制品在常壓下冷卻到室溫T1,這樣完成了整個注射成型周期。此時VG為聚丙烯(K9015)在室溫下的比容。
按此工藝路線,制品的體積收縮率s可用式(13)計算得到:

從PVT圖可以看出,從注射開始到常壓線的途徑很多,也就是說可以采用不同的工藝條件,使得每次注射成型都在相同點到達常壓線,這樣便可以獲得相同的體積收縮,達到高的尺寸精度。PVT控制最簡單的方法是圖4所示A-H-D-E-G的加工路線,物料充模壓實直至模腔中物料比容達到所要求的比容積(H點),此點與決定制品收縮的D點比容相同。如果忽略成型中模腔體積的變化,那么物料將從H點等比容冷卻到E點。采用這種方式,保壓時無物料進入模腔,所以沒有保壓取向,而且溫度分布趨均勻,收縮更一致。但采用這種工藝路線時,因要求有比較高的注射壓力,如再考慮到其在注射過程中的壓力損失,則有可能使其所需的注射壓力及鎖模力超出原注塑機所具有的水平,而使該工藝路線無法實施。
按照Moldflow實驗室提供的材料收縮率測試方法,聚丙烯(K9015)在表4所定的工藝條件下的體積收縮率為5.46%。此結果與上述通過PVT曲線計算的結果大致相符。
3 結論
(1)聚丙烯(K9015)在不同溫度下的剪切流變行為表現出強烈的剪切變稀現象,并通過7參數的Cross-WLF黏度模型擬合可得到各個性能參數以備CAE分析;
(2)通過對聚丙烯(K9015)的PVT性能研究,表明修正的雙域Tait狀態方程可以很好地模擬其曲線;聚丙烯(K9015)的比容在溫度和壓力的變化下明顯呈現了從結晶態到熔融態的突變,而且轉變溫度也隨著溫度的升高向高溫方向遷移;
(3)在注塑工藝參數確定的情況下,通過PVT曲線可以描述整個注射成型過程,計算出其理論體積收縮率為5.58%,并與注塑樣條的實際測量收縮率5.46%相一致。
[1] 楊衛民,丁玉梅,謝鵬程,等.注射成型新技術[M].北京:化學工業出版社,2008:420-455.
[2] 李海梅,劉榮志,申長雨,等.注塑件翹曲變形的CAE研究[J].中國塑料,2003,17(3):53-58.
Li Haimei,Liu Yongzhi,Shen Changyu,et al.Study on the Warpage of Injection Molded Parts by CAE[J].China Plastics,2003,17(3):53-58.
[3] Autodesk Moldflow Plastics Labs.Material Testing Overview (Thermoplastics)[M].USA and Australia:Autodesk,2009.
[4] 周華民,燕立唐,黃 棱,等.塑料材料的流變實驗與流變參數擬合[J].中國塑料,2001,15(11):49-52.
Zhou Huaming,Yan Litang,Huang Leng,et al.Rheological Experiment and Parameter Fitting of Polymer Materials[J].China Plastics,2001,15(11):49-52.
[5] Zoller P,Walsh D J.Standard Pressure-volume-temperature Data for Polymers[M].Lancaster:Technomic Publishing Company Inc,1995:43-47.
[6] Chang R Y,Chen C H,Su K S.Modifying the Tait Equation with Cooling Rate Effects to Predict the Pressure-volume-temperature Behaviors of Amorphous Polymers:Modeling and Experiments[J].Polymer Engineering and Science,1996,36(13):1789-1795.
[7] 孫 晉,李永泉,李 峰.注塑成型工藝參數對汽車保險杠翹曲變形的影響研究[J].塑料工業,2011,39(5):49-53.
Sun Jin,Li Yongquan,Li Feng.Effect of the Injection Molding Processing Parameters on Automobile Bumper Warpage Deformation[J].China Plastics Industry,2011,39(5):49-53.
[8] 徐亞君,楊 偉,單桂芳,等.聚丙烯注射成型收縮研究進展[J].中國塑料,2009,23(2):1-7.
Xu Yajun,Yang Wei,Shan Guifang,et al.Research Progress in Shrinkage of Injection-molded Polypropylene[J].China Plastics,2009,23(2):1-7.
[9] 陳 峰.塑料注塑成型的PVT狀態曲線及其應用[J].輕工機械,2000,(4):5-10.
Chen Feng.PVT State Diagram for Plastics Injection Molding and Its Application[J].Light Industry Machinery,2000,(4):5-10.
Analysis of Rheological Properties and PVT Relationships of Polypropylene in Injection Molding
LI Feng,SUN Jin*,LI Yongquan
(Beijing Research Institute of Chemical Industry,SINOPEC,Beijing 100013,China)
The rheological properties and pressure-volume-temperature(PVT)relationships of polypropylene(PP)were studied using seven-parameter-Cross-WLF viscosity model and modified two-domain Tait state equation.Under defined molding conditions,the whole injection molding process could be described.The theoretical volumetric shrinkage of PP was calculated to be 5.58%,which was approximate to the practical measured value of 5.46%.
polypropylene;injection molding;rheological property;pressure-volume-temperature relationship;shrinkage
TQ325.1+4
B
1001-9278(2012)06-0062-05
2012-02-06
*聯系人,sunjin.bjhy@sinopec.com
(本文編輯:劉 學)