挪威Hardanger大橋鋼箱梁外側電弧噴鋅工藝設計
2012-11-30 09:53:50儀德強錢勝杰金樹軍李敏風丁祥
電鍍與涂飾 2012年8期
儀德強,錢勝杰,金樹軍,李敏風,丁祥
(1.上海金屬腐蝕與防護技術有限公司,上海 200120;2.上海夏寧新材料科技有限公司,上海 200090;3.中國鋼結構協會防火防腐分會,上海 200135)
挪威Hardanger大橋鋼箱梁外側電弧噴鋅工藝設計
儀德強1,錢勝杰1,金樹軍2,李敏風3,*,丁祥2
(1.上海金屬腐蝕與防護技術有限公司,上海 200120;2.上海夏寧新材料科技有限公司,上海 200090;3.中國鋼結構協會防火防腐分會,上海 200135)
在承接挪威Hardanger大橋鋼結構制作中,根據業主的要求,以電弧噴鋅作為配套涂層底漆。為了適應鋼結構涂裝流水線以及佐敦公司的重防腐配套涂料,從鋼結構缺陷處理等級、磨料拼配方案、噴砂技術條件、電弧噴鋅設備及鋅絲線材要求、電弧噴鋅工藝參數以及噴鋅層質量要求等方面對鋼箱梁外側電弧噴鋅工藝進行了設計。
橋;鋼箱梁;電弧噴鋅;防腐
1 前言
上海振華重工集團為開拓國外鋼結構橋梁制作業務,在成功完成韓國三川大橋、美國奧克蘭大橋鋼結構制作后,近期又承接了挪威Hardanger大橋鋼結構制作業務。業主對大橋鋼結構的制作,特別是涂裝工藝提出了較高的要求──采用電弧噴鋅作為配套涂層的底漆。因此,電弧噴鋅成為涂裝工藝的關鍵,直接關系到大橋的制造質量和企業成本控制。為此,特進行電弧噴鋅的工藝設計,使之適應振華重工長興基地涂裝流水線和適應Jotun(佐敦)公司的重防腐配套涂料。
2 鋼箱梁外側涂層配套方案
根據大橋設計方的規定,大橋的鋼結構有熱浸鍍鋅、電弧噴鋅、重防腐涂料涂裝等三大類防腐方法。表1為鋼箱梁外側涂層配套方案。

表1 鋼箱梁外側涂層配套方案Table 1 Supporting scheme of coating for outer steel box girder
對照ISO 14713:1999《鋼鐵結構耐腐蝕防護 鋅和鋁覆蓋層 指南》(Protection against corrosion of iron and steel in structures—Zinc and aluminium coatings—Guidelines)標準(見表2)和ISO 2063:2005《熱噴涂 金屬和其他無機涂層 鋅、鋁及其合金》(Thermal spraying—Metallic and other inorganic coatings—Zinc, aluminum and their alloys)標準(見表3),上述配套涂層均有大于20 a的使用壽命。我國GB/T 9793–1997《金屬和其他無機覆蓋層 熱噴涂 鋅、鋁及其合金》標準等效采用ISO 2063:2005標準。
3 工藝流程設計
根據振華港機長興基地涂裝流水線的實際和電弧噴鋅工藝特點,制定正確的涂裝施工是保證涂層質量的關鍵。近年來,由于個別涂裝工程隊擅自改變工藝流程,偷工減料,多次發生涂裝質量事故,教訓深刻。振華港機涂裝研究所抓住幾個重要的工藝環節,在工時和工位場地的安排上保證電弧噴鋅工藝的順利進行。其中,鋼箱梁外表面涂裝工藝流程設計如下:鋼材─表面預處理:拋丸、噴車間底漆─焊接成型─表面清理、結構處理─檢查清理(不合格則返工)─噴砂除銹─吸塵除塵─檢查清潔度、粗糙度(不合格則返工)─焊縫處貼膠帶─電弧噴鋅─檢查質量、厚度等(不合格則返工)─噴涂環氧封閉漆─預涂、噴涂環氧云鐵中間漆─檢查外觀、厚度(不合格則返工)─預涂、噴涂聚氨酯面漆─檢查外觀、膜厚及附著力(不合格則返工)─養護。

表2 ISO 14713:1999熱噴涂防腐蝕涂層體系Table 2 Corrosion protective thermal-sprayed coating systems recommended by ISO 14713:1999
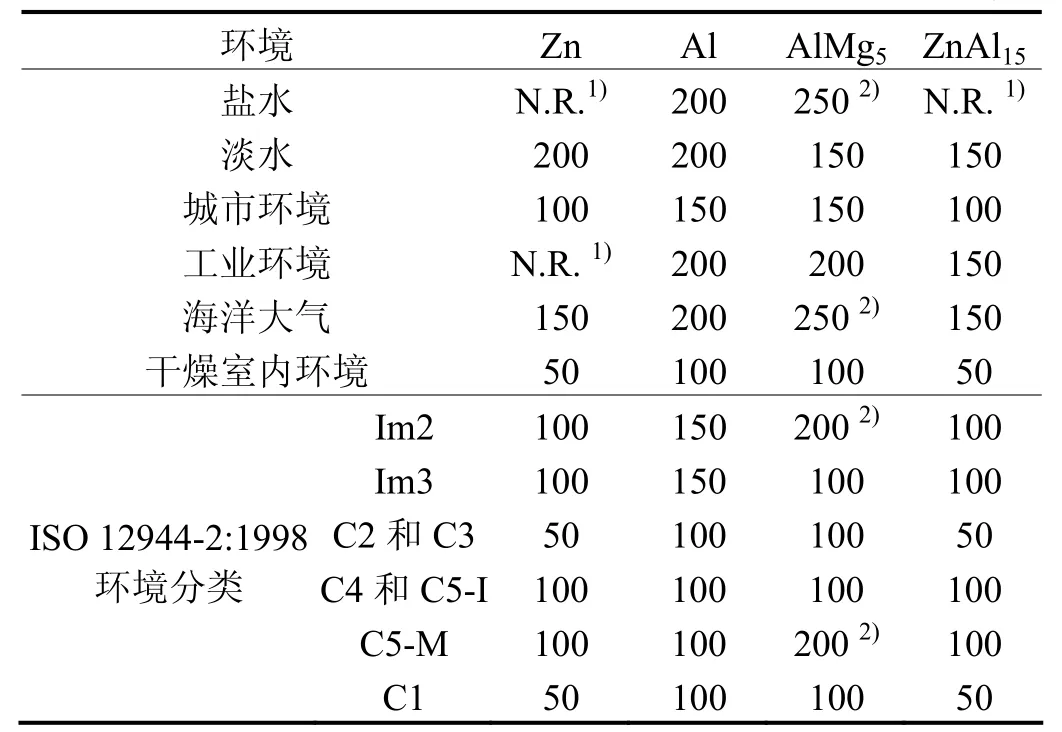
表3 ISO 2063:2005對不同使用環境推薦的最小涂層厚度Table 3 Minimal coating thicknesses recommend by ISO 2063:2005 for different application environments (μm)
3. 1 表面處理
在挪威Hardanger大橋的技術標書中明確規定,電弧噴鋅前鋼箱梁外側必須經過機械噴砂等處理,表面處理的質量等級要求為:清潔度達到ISO 8501 Sa3級,粗糙度Rz70 ~ 100 μm;鋼材表面氯離子含量不得大于20 mg/m2。要求十分高。因此,在表面處理中須抓住下面的工藝環節:
(1) 噴砂前表面缺陷處理。按美國標準ASTM A6“熱軋鋼結構鋼板、型鋼、鋼板柱等通用技術條件”和國標GB/T 14977–1994《熱軋鋼板表面質量的一般要求》調查鋼材表面缺陷(指鋼材表面結疤、裂紋、拉裂、折疊、夾質、壓入的氧化皮等)的種類及影響面積,同時按規定提出修正要求等。
(2) 去油脂及高壓水清洗。按ISO 12944-4的標準要求,采用合適的清洗劑和溶劑去除鋼材表面油脂等污染物。所有鋼材表面須用高壓水清洗,水槍的壓力范圍為34 ~ 70 MPa,以便去除鋼材表面的溶劑、氯化物、焊煙、灰塵等污物。
(3) 鋼結構表面缺陷的處理。ISO 8501-3“焊縫、切割邊和其他表面缺陷的處理等級”和ISO 12944-2規定的鋼結構暴露的腐蝕環境有一定的聯系,當處理級別為P1,則對應的ISO 12944-2腐蝕等級為C1和C2,同理,P2對應C3和C4,P3對應C5-I和C5-M。
ISO 8501-3標準中對于鋼材表面的處理級別適用涂料施工的共分3個等級,即:P1(輕微的處理)──涂漆前需要考慮的最小處理;P2(徹底的處理)──涂漆的大多數表面缺陷要修正和進行表面處理;P3(非常徹底的處理)──沒有可見的表面缺陷。
Hardanger大橋處于C4腐蝕環境,鋼結構缺陷處理級別必須達到P2級以上。
(4) 磨料。上海振華重工長興基地設置有專門的噴砂房,規定均采用合金(軸承)鋼砂,并統一采購以保證質量,使金屬磨料能夠循環使用。開工初期采用磨料的拼配方案見表4。

表4 磨料拼配方案Table 4 Combination scheme for abrasives
正常投產后,隨著棱角鋼砂變圓,單獨添加 G40級合金鋼砂,添加頻率視狀況而定。合金棱角鋼砂的化學成分如下:C 0.8% ~ 1.2%,Si 0.15% ~ 1.20%,Mn 0.2% ~ 1.2%,Cr 0.6% ~ 1.6%,S ≤0.05%,P ≤0.05%。合金鋼砂的物理特性見表5。
金屬磨料必須清潔、干燥、無油、無雜物,符合SSPC AB-1和AB-3標準要求,磨料的導電率不高于250 μS/cm。金屬磨料的供應商必須提供磨料化學成分、硬度、顆粒度分析等系列檢驗報告以及符合環保要求的相關證書。在進貨時,需要對磨料抽樣檢查,以確保磨料質量。
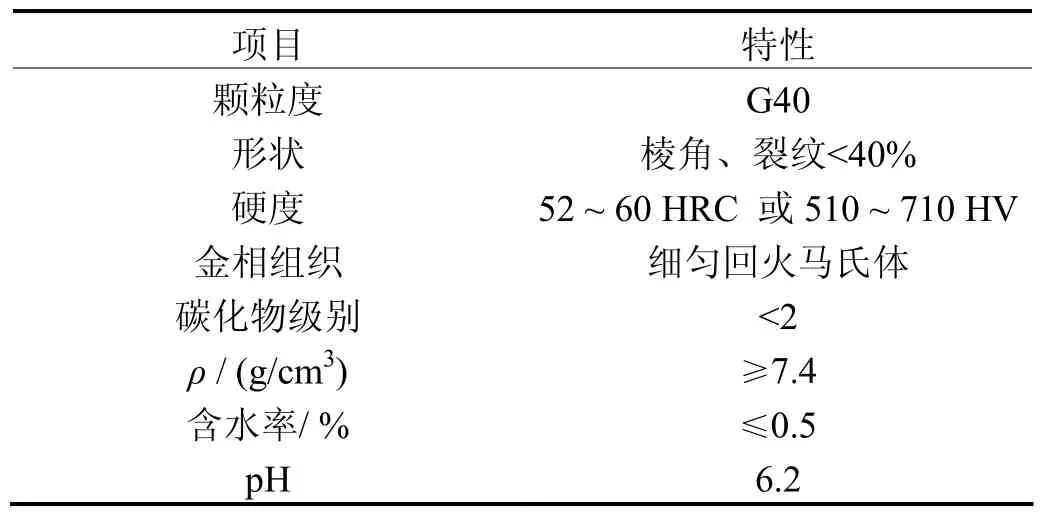
表5 合金鋼砂的物理特性Table 5 Physical performance of alloy steel grit
(5) 噴砂。為保證金屬外側表面處理質量,需做到下列工藝條件:空氣壓縮機中安裝油水分離器,按ASTM D 4285標準,將壓縮空氣中含水、含油率控制在允許范圍內;保證空氣壓力在0.55 ~ 0.75 MPa范圍內。因空氣壓力相差0.01 MPa,噴砂效率相應變化2.4%。
噴砂的其他技術條件見表6。
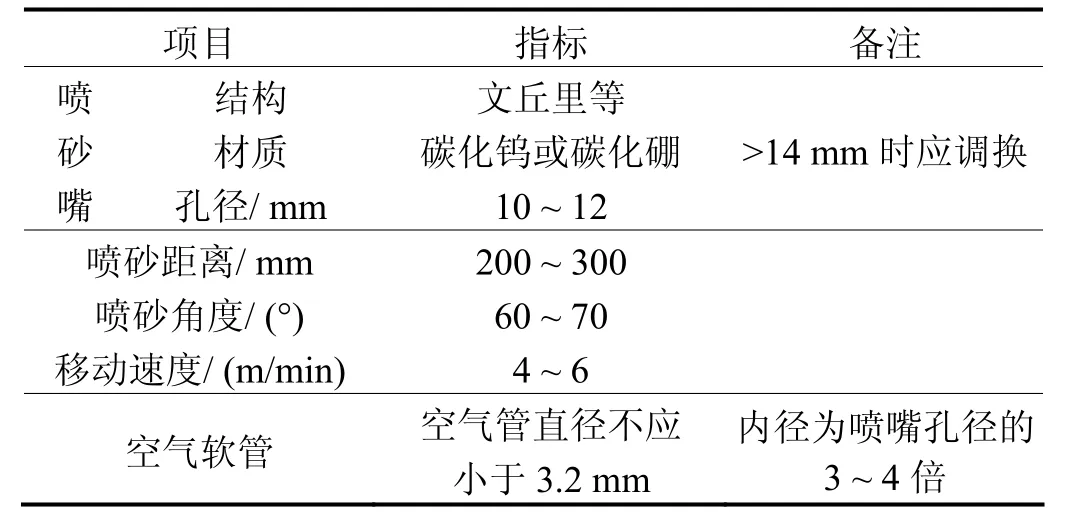
表6 噴砂技術條件Table 6 Technological conditions of sandblasting
3. 2 電弧噴鋅工藝
3. 2. 1 原理
電弧噴涂是我國最重要的熱噴涂方法,國內有40%鋼結構橋梁采用此法。在原理上,它是利用電能轉變成熱能來提供噴鋅中的熱源。
在絲材電弧噴涂設備的電弧噴涂工藝過程中,兩根金屬絲加有18 ~ 40 V的直流電壓,并帶有不同的極性,彼此絕緣,被送絲機送進。這兩根金屬絲是同種金屬,在噴涂槍的前端,兩根金屬絲相遇發生短路,引燃產生電弧。電弧使兩根金屬絲尖端熔化,施加到電弧后面的強大的壓縮空氣霧化氣流使熔化的金屬熔滴充分霧化,并加速噴射到工件表面形成涂層。電弧噴涂系統示意圖見圖1。
3. 2. 2 電弧噴鋅的設備
在挪威Hardanger大橋的電弧噴鋅工藝中,施工單位采用浙江星塔科技設備材料公司生產的噴鋅設備。相關技術參數如下:輸入電壓380 V、三相,輸出電壓 27 ~ 40 V,輸出電流 100 ~ 400 A,送絲速度2 ~ 6 m/min,空氣壓力0.55 ~ 0.70 MPa,絲材直徑2 ~3 mm,噴涂生產率(以鋅計)30 ~ 50 kg/h。DXT-推拉式電弧噴涂機如圖2所示。
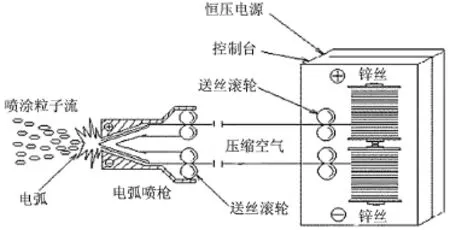
圖1 雙絲電弧噴涂原理示意圖Figure 1 Schematic diagram showing the principle of twin wire arc spraying

圖2 DXT-推拉式電弧噴涂機照片Figure 2 Photo of DXT push/pull-type arc spraying machine
在大橋涂裝工藝設計中,鋅絲的技術要求均套用中國國標,其純度為 99.99%,檢測標準依據 GB/T 9793–1997《金屬和其他無機覆蓋層 熱噴涂 鋅、鋁及其合金》及GB/T 470–1997《鋅錠》。由供貨單位提供鋅絲純度和化學成分檢測報告。
3. 2. 3 對鋅絲線材的要求
(1) 系鋅實心線材,絲材表面光滑,無氧化、無油脂和其他污垢。
(2) 鋅絲直徑2.0 ~ 3.0 mm。
(3) 不允許有較嚴重的表面缺陷,線材盤繞不允許有扭彎。
(4) 噴涂作業時鋅絲離地,作業后重新覆蓋好,保持清潔。
3. 2. 4 環境與條件
(1) 待噴鋼材表面溫度必須高于露點溫度3 °C。
(2) 空氣相對濕度必須小于85%。
(3) 在相對濕度<85%時,噴砂后4 h內進行電弧噴鋅;若相對濕度增大時,應縮短噴砂和電弧噴鋅的時間間隔。
(4) 風速小于10 m/s。
3. 2. 5 電弧噴鋅工藝參數
在電弧噴涂設備正常工作的前提下,嚴格按照電弧噴涂工藝參數操作。電弧噴鋅工藝參數見表7。
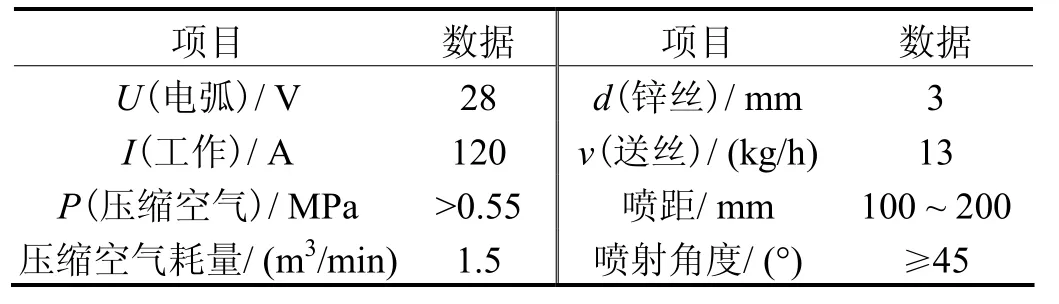
表7 電弧噴鋅工藝參數Table 7 Arc zinc spraying process parameters
3. 2. 6 電弧噴鋅層質量要求
(1) 外觀質量:平整、色澤均勻,鋅層的粗粒直徑不超過1.1 mm,高度不超過噴涂層的0.6 mm。
(2) 涂層孔隙率<7%。
(3) 涂層硬度不小于35 HRC。
(4) 附著力:按ISO 4626標準,用氣壓或液壓式拉拔儀拉伸法測試附著力,要求至少達到3.5 MPa。
(5) 鋅層厚度達到100 μm,按ISO 2063:2005或GB/T 11374–1989標準要求進行測量和判斷。
3. 2. 7 封閉
由于電弧噴鋅層具有孔隙,必須對涂層進行封閉處理,使鋅層與重防腐涂料形成的復合涂層具有物理屏蔽和陰極保護的聯合作用,使耐腐蝕性能倍增。封閉處理要求如下:
(1) 按大橋設計和業主規定,采用專用佐敦環氧連接漆。該漆具有良好的滲透性和潤濕性。
(2) 封閉涂料建議采用無氣噴涂法,干膜厚度不超過40 μm。
(3) 電弧噴鋅后,應盡快對金屬涂層進行封閉處理,避免鋅層表面污染和氧化。
4 結語
在挪威Hardanger大橋鋼結構的制作中,電弧噴鋅作為配套涂層的底漆,其工藝設計關系到大橋的制造質量和企業的成本控制。為了適應振華重工長興基地的涂裝流水線及 Jotun公司的重防腐配套涂料而設計的上述電弧噴鋅方案,有大于20 a的使用壽命,符合業主要求。
Design of zinc arc-spraying process for outer steel box girder of Hardanger Bridge in Norway //
YI De-qiang, QIAN Sheng-jie, JIN Shu-jun, LI Min-feng*, DING Xiang
Based on the requirement of proprietor, arc zinc spray coating was used as a primer during the manufacturing of the Norwegian Hardanger bridge’s steel structure. In order to adapt the steel structure coating flow line and Jotun’s heavy corrosion protection accessory coating, the arc zinc spraying process of outer steel box girder was designed from aspects of pretreatment grade of defects in steel structure, composition for abrasives, sandblasting process conditions, arc zinc spraying equipment, zinc wire requirement, arc zinc spraying process parameters, quality requirement of arc sprayed zinc coating, etc.
bridge; steel box girder; arc zinc spraying; corrosion protection
Shanghai Corrosion amp; Protection Center of Metals, Shanghai 200120, China
TQ639
A
1004 – 227X (2012) 08 – 0069 – 04
2012–03–30
2012–05–03
儀德強(1978–),男,山東人,大學畢業,工程師,副總工,研究方向為涂裝與電化學防護。
李敏風,高級工程師,(E-mail) li-minfeng@163.com。
[ 編輯:韋鳳仙 ]
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年9期)2021-07-16 07:10:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國公路(2017年15期)2017-10-16 01:31:54
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
