汽車涂裝工藝參數的正交試驗優化
2012-11-30 09:53:50曹曉根楊亞蒲
電鍍與涂飾 2012年8期
關鍵詞:工藝
曹曉根,楊亞蒲
(長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心,河北 保定 071000)
汽車涂裝工藝參數的正交試驗優化
曹曉根*,楊亞蒲
(長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心,河北 保定 071000)
為了解決汽車涂裝生產中由于工藝設計不合理而造成的涂料使用過量的問題,通過正交試驗對噴涂SPM-155珠光黑工藝進行了優化,找出了影響色漆用量的主次因素,確定了最優的工藝參數為:靜電電壓70 kV,涂料噴涂量270 mL/min,成型空氣壓力0.16 MPa,旋杯轉速27 000 r/min,施工黏度12.5 s。3個月的生產實踐證明,優化后的工藝使單車色漆用量降為1.84 kg,比優化前的用量2.1 kg節約了0.26 kg,年效益可達70萬元。
汽車;珠光黑色漆;涂裝;用量;工藝優化;正交試驗
1 前言
涂料用量的多少不僅影響到產品的直接成本,而且多消耗的涂料還會給環境帶來危害,增加后處理的費用。除了已知的設備類型、噴涂距離[1]等影響涂料的利用率外,其他工藝參數的設計是否科學合理同樣影響涂料的用量。而在很多工藝設計中,工藝參數往往以達到產品要求為目標,未能充分發揮工藝設計的真正作用,致使在生產過程中造成很多浪費。鑒于此,本文通過正交試驗優化涂裝工藝參數,為汽車涂裝生產提供借鑒。
2 現狀及存在的問題
一涂裝生產線擔負某款乘用車的涂裝生產任務,涂料使用量為單車2.1 kg左右,用量較高(經理論計算其用量應不高于1.9 kg/車)。該款乘用車平均月度產量近萬臺,其中珠光黑色約為3 000臺。按單車多使用0.2 kg計算,每年多消耗色漆7 200 kg(不含稀釋劑用量),浪費資金近50萬元(含其他輔助費用)。
在工藝設計之初,工藝參數的確定主要由材料供應商和設備提供商提供施工范圍,在調試過程中對參數進行微調,以達到產品要求的工藝參數作為生產用工藝參數。由于工藝參數的設定不精細,未能找出相對合理的工藝參數,導致珠光黑的實際用量偏高,而外觀等產品指標也僅僅停留在合格的基礎上,未能借助合理的工藝設計發揮原材料的性能,提高產品的品質。
原材料的主要性能指標有:不揮發分36% ~ 40%,工程遮蓋力≤10 μm(底材為灰色中涂),施工黏度12.5 ~ 13.5 s(20 °C,涂-4杯)。噴涂方式:兩站機器人噴涂,第一站為旋杯,第二站為噴槍。第二站的涂料吐出量約為第一站的1/3。短波均值在17左右,長波均值在11以下,均能達到產品要求,但與競爭對手相比無明顯優勢。
3 汽車涂裝工藝參數的優化
3. 1 目標
根據理論計算的結果確定改進的目標:
(1) 在保證外觀質量的情況下,達到涂料單車用量在1.9 kg以下。
(2) 找出噴涂色漆過程中影響面漆后外觀(長波、短波)的因素(因子)的重要程度及其之間的關系。
3. 2 優化方案
考慮到影響外觀的工藝參數較多,且部分參數之間的關系比較復雜且未能得到確認,故采用DOE(試驗設計)重新進行試驗,找出較優方案,實現優化工藝參數、達成改進目標的目的。
首先確定產品要求。結合產品性能及對外觀的期望,確定產品的要求為:目視外觀完全遮蓋底色,短波≤20,長波≤15(長波和短波用橘皮儀測量)。通過小組論證,對此3個指標進行量化。其中,外觀明顯可見露底,分值為2;可見露底,分值為4;可遮蓋底色、與原顏色不易辨識色差,分值為6。長波和短波的分值設定如表1所示。
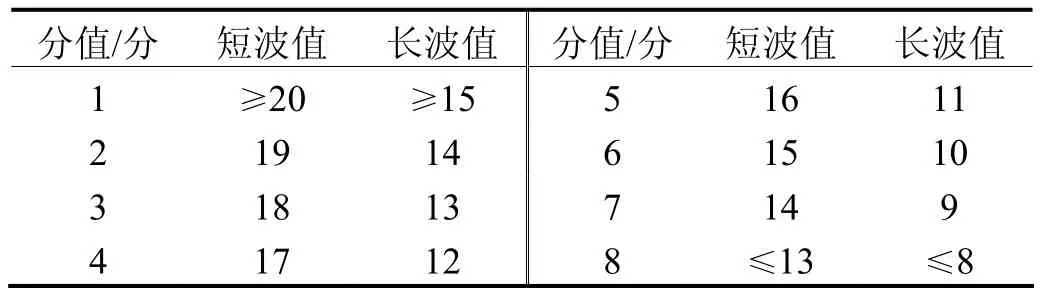
表1 長波和短波分值設定Table 1 Scoring of long- and short-wave values
采用綜合評分法。總分采用各項得分相加的方式,要求平面不小于16分,立面不小于15分。試驗中要找出影響最終結果的因子的重要程度及其之間的關系。3個指標的重要程度為:目視外觀完全遮蓋底色 >短波 > 長波。另外,在判定單車用量時采用吐出量代替使用量,小批量驗證時則采用實際用量來判定。原材料采用SPM-155珠光黑。
3. 3 正交試驗因素水平的確定
根據涂裝生產經驗,確定正交試驗的因素為靜電壓力(A)、涂料噴涂量(B)、旋杯轉速(C)、施工黏度(D)和成型空氣壓力(E)。正交試驗因素水平見表2。
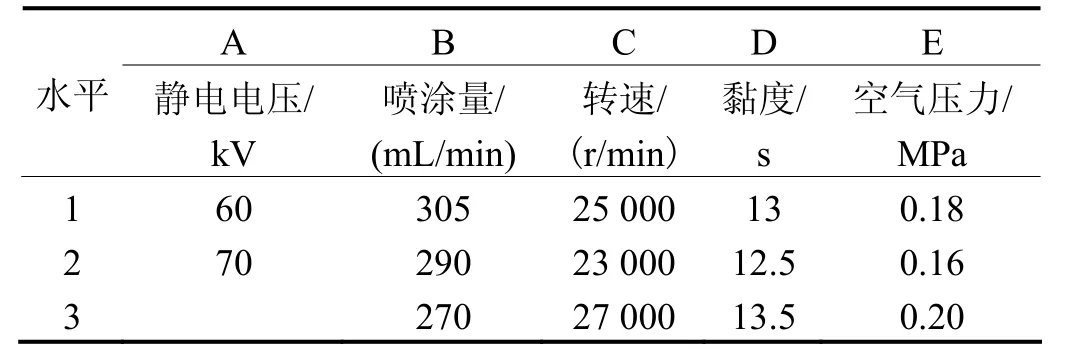
表2 正交試驗因素水平Table 2 Factors and levels of orthogonal test
需注意的是:
(1) 在 1水平時,所取的數據均為機蓋噴涂處的參數,其他位置的參數根據生產實際,參考此數據來確定。平面以機蓋為測量點,立面以左前門為測量點。找出平、立面各自較優的水平后,其余位置按照此水平進行調整,然后進行樣車及小批量驗證。
(2) 僅對第一站噴涂的相應因子進行調整,其他因子如色漆第二站噴涂、清漆、中涂、烘烤等工序涉及到的各因子及珠光黑漆噴涂工位的涂料溫度,噴漆室溫度、相對濕度和垂直平均風速,涂料壓力,接地電阻,涂料型號,噴幅,搭接寬度和噴涂速度等均采用固定值。
(3) 實驗前對第二站的噴槍進行調整,固定參數(施工黏度會有變化),然后按照實驗方案進行實驗。
(4) 以往試驗中發現,吐出量與旋杯轉速有時存在交互作用,故在試驗中應充分考慮二者之間存在的交互關系,采用L18(2 × 37)正交表進行試驗。每組實驗完成3臺車,在每臺車上測量長、短波,每個數據測量3次,結果取3次測量的平均值。
3. 4 正交試驗結果
按照正交試驗設計方案在樣車上進行試驗,得到的結果見表3。其中,B×C項按照其對應的B、C列中相同的組合的得分結果進行計算。如B列中1水平對應于C列中1水平的得分之和(即第1組和第10組得分之和)為B1C1的總分;同理,第4組和第13組的得分之和為B2C1的總分,以此類推。對表3平面得分結果進行比較發現,B3C3> B3C2> B3C1> B1C3= B2C1>B1C2= B2C2= B2C3> B1C1。同時,B3、C3分別為因子B、C的較優水平,故B×C的較優水平為B3C3。因B3C3為非主要影響因子,且極差與空列數值相當,故此時不存在交互作用。
從表3可以看出,在平面上,影響外觀的因子的主次是涂料噴出量(B)>靜電電壓(A)>成型空氣壓力(E)>施工黏度(D)>旋杯轉速(C)>吐出量與旋杯轉速的交互(B×C),主要影響因子為噴出量和靜電電壓這兩個因子。最優水平為B3A2E3D2C3。因在B3時噴出量最低,故達到了涂料用量較少的目的。
根據表3立面試驗結果對B×C進行計算,結果發現,B3C3> B2C2> B3C1> B3C2> B2C3> B2C1> B1C2= B1C3> B1C1。由于B3、C3為因子B、C的較優水平,故B×C的最優水平為B3C3。因B×C的極差明顯大于空列的相應數值,故在立面上,涂料噴出量與旋杯轉速存在交互作用。
從表3可以看出,在立面上影響漆膜性能的因子主次是涂料噴出量(B)>靜電電壓(A)>施工黏度(D)>噴出量與旋杯轉速的交互(B×C)>成型空氣壓力(E)>旋杯轉速(C),主要影響因子為涂料噴出量和靜電電壓這兩個因子。較優水平為B3A2D2E3C3。平面與立面相比,最優水平相同,但因子主次的排序上有區別。
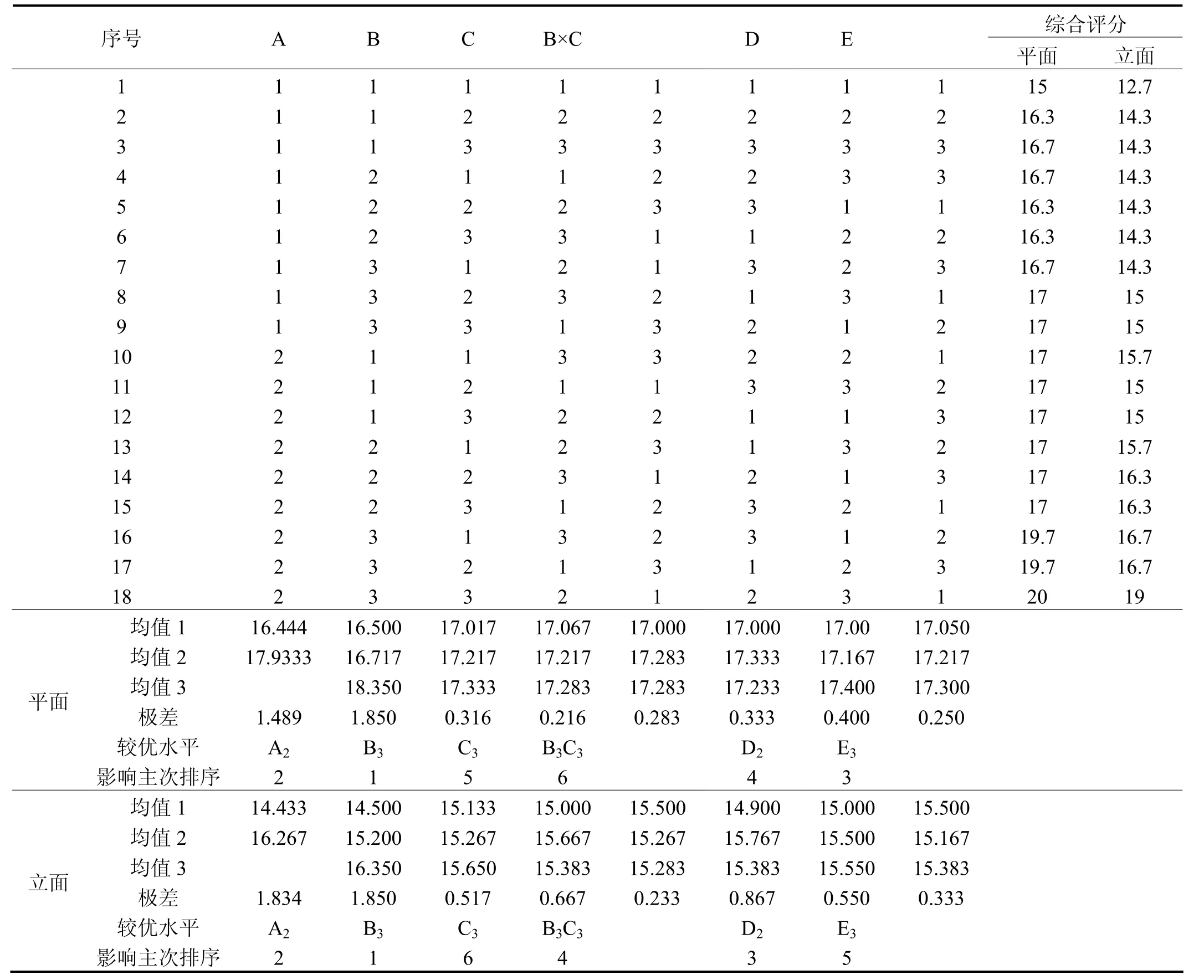
表3 正交試驗結果和極差分析Table 3 Orthogonal test results and range analysis
3. 5 小批量驗證
按正交試驗中最優的組合,即表 3(平面和立面)中第18組實驗的條件(即靜電電壓70 kV、吐出量270 mL/min、成型空氣壓力 0.16 MPa、旋杯轉速27 000 r/min和施工黏度12.5 s)進行小批量試驗,計算了單車涂裝的理論吐出量,并對試驗后整車的長短波進行了測量,結果為:短波均值在13左右,長波均值在9以下,無露底、目視可見的色差等缺陷。雖然指標略低于樣車試驗結果,但明顯優于改進前的水平(短波均值在17左右,長波均值在11以下)。小批量試驗理論噴出量為270 mL,比改進前的吐出量310 mL降低了12.9%,可節省涂料0.271 kg/車,即用量降低為1.829 kg。由于理論噴出量是典型值,實際上不可能每一槍都能采用同一噴出量,故實際節約的效果需要使用一段時間后根據實際用量確定。
4 結語
經過3個月的使用,對實際用量進行統計,單車用量約為1.84 kg,單車節約0.26 kg,年效益可達70萬元。同時外觀質量有了明顯改善,而投入的成本不到3 000元(不包含人工成本),取得了較好的經濟效益。同時,此案例具有普遍性。通過DOE進行工藝設計,能夠找出較優工藝,從而實現提升品質、降低成本的目的。
[1] 曹曉根, 粟玉山, 王娜. 噴涂距離對涂料利用率的影響分析[J]. 上海涂料, 2011, 49 (9): 40-42.
Optimization of automobile coating process parameters by orthogonal test //
CAO Xiao-gen*, YANG Ya-pu
The irrationality of process design leads to the excess use of coating material during automobile coating production. To solve this problem, the spraying process of SPM-155 pearl black paint was optimized by orthogonal test. The primary and secondary factors influencing the paint dosage were found out. The optimized process parameters were ascertained as follows: electrostatic voltage 70 kV, paint spraying rate 270 mL/min, forming air pressure 0.16 MPa, rotation rate of spin cup 27 000 r/min, and construction viscosity 12.5 s. The production practice in three months proved that the paint dosage per car is decreased to 1.84 kg, leading to a reduction of 0.26 kg, in comparison with the previous dosage of 2.1 kg. The economic benefit is up to RMB 700 000 per year.
automobile; pearl black paint; coating; dosage; process optimization; orthogonal test
Hebei Province Automobile Engineering Technology Research Center, Technological Center of Changcheng Automobile Co., Ltd., Baoding 071000, China
TQ633.52
A
1004 – 227X (2012) 08 – 0066 – 03
2012–04–16
2012–05–17
曹曉根(1978–),男,河北人,專科,長城公司副高級工程師,研究方向為汽車涂裝,已發表論文10余篇。
作者聯系方式:(E-mail) caoxiaogen@gwm.cn。
[ 編輯:韋鳳仙 ]
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
