TC4鈦合金激光焊接接頭力學行為的原位研究
2012-11-23 03:03:06趙錫龍張建勛
中國有色金屬學報 2012年2期
趙錫龍,宋 旭,張建勛
(西安交通大學 金屬材料強度國家重點實驗室,西安 710049)
TC4鈦合金激光焊接接頭力學行為的原位研究
趙錫龍,宋 旭,張建勛
(西安交通大學 金屬材料強度國家重點實驗室,西安 710049)
采用掃描電鏡(SEM)原位拉伸法觀察TC4鈦合金激光焊接接頭各微區孔洞形核與成長、損傷與斷裂行為,研究接頭微觀組織對其損傷和斷裂行為的影響。結果表明:焊縫區裂紋形核于晶內孿晶、滑移線與晶界交匯處,主裂紋形成直至最終斷裂;熱影響區多裂紋起裂,單一裂紋擴展至最終斷裂;母材區孔洞優先形核于相界面及晶界區域,缺口前端孔洞群相互貫穿直至最終斷裂。當應變超過0.023時,母材區及熱影響區靠近母材一側從協調變形向以界面微孔洞的行核與聚合為主轉化;焊縫區粗大晶粒內部網籃狀馬氏體存在且晶界面積較小,導致變形機制未發生改變,促使其力學性能低于焊縫的。
TC4鈦合金;激光焊接接頭;原位拉伸
鈦合金由于其具有良好的力學性能和耐蝕性能而被廣泛地應用于航空航天和造船等領域[1]。對于鈦合金及其焊接接頭各微區的斷裂行為,很多學者進行了大量研究。CHAN等[2]在研究TiAl合金時發現,等軸狀γ合金的斷裂方式為顯微裂紋和主裂紋連接,然后擴展,最終導致斷裂。CHEN等[3]在研究Ti-46.3AI-2V-1Cr合金片層狀結構時,發現斷裂驅動力為拉伸應力。而在焊接過程中,隨著加熱方式與冷卻速率不同,焊接接頭各區域組織與晶粒尺寸也有所不同,這對接頭力學性能、損傷及斷裂行為影響很大。
張建勛等[4]和王蕊等[5]在研究 TC4鈦合金激光焊接接頭時,考慮接頭力學不均勻性,并結合均勻材料研究斷裂力學思想給出其等效屈服應力和等效加工硬化指數。也有學者將焊接接頭進行分區結合G-T-N模型來研究其力學不均勻性[6],但G-T-N損傷模型無法考慮晶粒大小及晶界對微孔洞的影響[7?8]。管欣和耿小亮[9]研究證明多晶體晶界對孔洞力學行為的影響,得出了孔洞易于從晶界處形核而擴展的結論,認為應該重視孔洞周圍材料的力學不均勻性。
PATANKAR等[10]研究了兩種不同晶粒尺寸的TC4鈦合金超塑性變形時,提出晶粒細小的鈦合金力學性能明顯優異,其結論滿足 Hall-Petch關系。IRISARRI等[11]以及HU 和LIU[12?13]研究TC4 鈦合金電子束焊接的工藝性能時,表明晶粒粗大焊縫金屬的力學性能明顯高于其他區域的,且焊后焊縫呈現較高的殘余拉應力。CAO 和 IAHAZI[14]以及 AKMAN 等[15]采用Nd:YAG激光器研究TC4鈦合金薄板時,同樣發現晶粒粗大的焊縫金屬力學性能優異。楊靜等[16]研究TC4鈦合金激光焊接接頭的力學性能時,認為焊縫金屬強度較高是由于粗大晶粒內部有大量的針狀馬氏體存在。
本文作者通過對TC4鈦合金激光焊接接頭各區域進行原位拉伸試驗,從接頭各微區起裂模式與斷裂行為入手來深入闡述這個現象。
1 實驗
實驗所用材料為軋制態 TC4鈦合金,厚度為mm,其成分如表1所列。利用CO2激光器焊接,激光功率為 2 500 W,離焦量為 0,焊接速度為 1.5 mm/min。在焊縫區域如圖所示截取原位試樣,試樣厚度為0.4 mm。

表1 TC4鈦合金化學成分Table 1 Chemical composition of TC4 titanium alloy (mass fraction, %)
在Instron 1195型電子拉伸平臺上進行拉伸實驗,利用 JSM?35C掃描電鏡觀察裂紋擴展過程,并進行斷口形貌觀察。試樣所用腐蝕劑為3~5 mL HF,10 mL HNO3和85~87 mL H2O。
試驗應力—應變曲線如圖2所示。從表2列出的實驗結果參數來看,焊縫的抗拉強度最高,熱影響區的次之,母材的最低。
2 結果與分析
2.1 焊縫缺口拉伸原位觀察

圖1 原位拉伸取樣位置及試樣尺寸Fig. 1 Notch location for in-situ tensile and specimen size (mm): (a) Notch in base metal; (b) Notch in welded metal; (c) Notch in HAZ

圖2 原位拉伸試驗工程應力—應變曲線Fig. 2 In-situ tensile engineering stress—strain curves
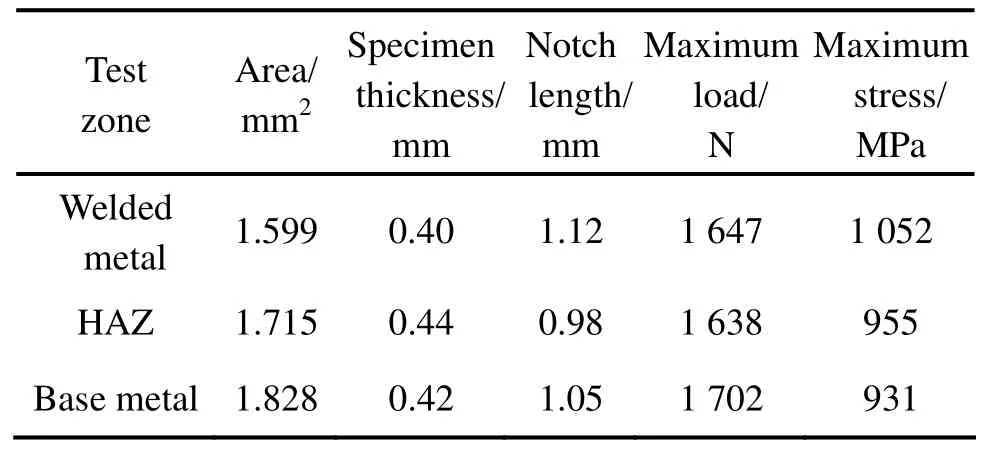
表2 不同區域原位拉伸試樣的實驗數據Table 2 Test data of in-situ tensile specimen in different areas
TC4鈦合金激光焊接接頭的焊縫區由馬氏體相組成,平均晶粒尺寸約為200~300 μm。圖3所示為缺口位于焊縫金屬時試樣的斷裂行為。由圖3可見,當應力為538 MPa(見圖3(a))不同晶粒內部皆出現孿晶,而孿晶密度由于取向不一致而有所不同;當應力為 988 MPa時,如圖3(b)所示箭頭區域由于晶體取向與載荷方向夾角相對較大而孿晶明顯較多。當應力為 1 029 MPa時,從圖3(c)中可以看出,主裂紋已形成,隨著加載的繼續,主裂紋貫穿前方孔洞,導致焊縫區域宏觀斷裂。圖3(d)所示為斷口形貌,可看出焊縫區域斷口呈現準解理型與韌窩型同時存在。
2.2 熱影響區缺口拉伸原位觀察
熱影響區組織主要為馬氏體相和α相,由于激光焊接熱影響區域狹窄,靠近母材區域一側存在β相。
由圖4的原位拉伸結果可見,當應力為761 MPa時,如圖4(a)所示,缺口前沿局部區域已出現微裂紋,長度約為2~5 μm,與該區域晶粒度大小相當,圖中下部區域有較大微裂紋,沿晶界擴展,上部既有沿晶又有穿晶的較小微裂紋。可見,該區域低應力狀態下,微裂紋多發生于相界或晶界面附近。當應力為 910 MPa時,缺口前沿共出現3個裂紋源,且每個裂紋前方都有一定塑性區,如圖4(b)和(c)所示。可以看出中部裂紋前方存在大量10~40 μm微裂紋,且微裂紋與微裂紋之間相差數個晶粒大小距離。結合圖4(d)所示斷口形貌可以推斷最后斷裂模式是微裂紋貫穿。

圖3 缺口在焊縫區試樣的原位拉伸過程Fig. 3 In-situ tensile process of specimens with notch in welded zone: (a) Macro plastically deforming area at 538 MPa; (b) Change of notch tip at 988 MPa; (c) Change of notch tip at 1 029 MPa; (d) Fracture morphology
2.3 母材缺口拉伸原位觀察
TC4鈦合金母材金屬主要為α相和β相,α相易被腐蝕而凹陷呈深色,β相不易被腐蝕呈亮色,該區域晶粒尺寸約為 1~3 μm,比熱影響區的晶粒尺寸略小。
由圖5表示的原位觀察結果可見,當應力為540 MPa時,缺口前沿晶粒有協調變形趨勢。局部區域已出現孔洞(見圖5(a)和(b)),且多形核于α和β 相界面處,其平均直徑約為1~3 μm,PETERSON等[17]研究提出晶界區域的損傷行為主要是由于晶界滑移帶來的剪切行為所致。當應力為840 MPa時,缺口前端孔洞群開始聚合,微裂紋已產生,如圖 5(c)所示。由此可見母材區域在高三向應力狀態下,其前期損傷模式為缺口前端大量微孔洞的形核與聚合。
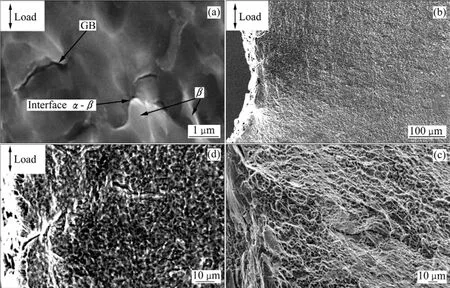
圖4 缺口在熱影響區試樣的原位拉伸過程Fig. 4 In-situ tensile process of specimens with notch in HAZ: (a) Local region of notch tip at 761 MPa; (b) Local region of notch tip at 910 MPa; (c) Local region of notch tip at 910 MPa; (d) Fracture morphology
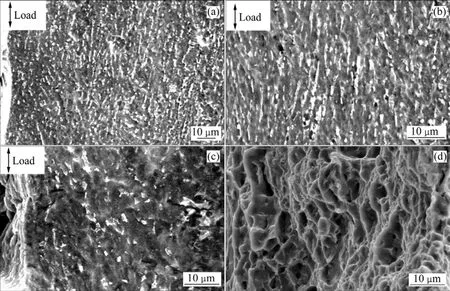
圖5 缺口在母材區試樣的原位拉伸過程Fig. 5 In-situ tensile process of specimen with notch in base metal: (a) Macro area of notch tip at 540 MPa; (b) Local area of notch tip at 540 MPa; (c) Local area of notch tip at 840 MPa; (d) Fracture morphology
2.4 焊接接頭不同區域對比分析與討論
在應力為540 MPa時、應變約為0.019時,母材區α和β相界面及晶界區域出現大量孔洞,平均孔徑0.5 μm(對比圖3(a)和圖5(b)),焊縫區表現為晶粒內部孿晶。從晶界面積角度考慮,母材區較大。對熱影響區和母材而言,孔洞半徑和晶界面積大小相當,因而強度相差不大。
從圖2可以看出,當應變小于0.023時,晶粒細小的母材區所對應應力略微高于焊縫區的,以協調變形為主,伴生少量微孔洞出現于晶界區域。隨著應力不斷增加(應變超過0.023),缺口前端母材區相界及晶界區域微孔洞行核與聚合行為明顯增加,界面損傷開始占據優勢,如圖 5(c)所示。焊縫由于加熱時生成粗大的β相晶體結構,冷卻時冷卻速度較快,原β相晶粒內部完全轉變為馬氏體,其室溫強度較高且晶界區域小,變形機制未發生改變,表現為較高應力,也有學者研究表明其高溫力學性能依然很好[18]。
應變超過0.023(所對應應力超過800 MPa,見圖2)后,結合接頭各區域原位實驗結果,接頭各微區變形機制如圖6所示,焊縫區域依舊為晶內孿晶與滑移;母材區轉變為相界及晶界面微孔洞行核與聚合;熱影響區為兩種變形機制的混合。從而對于整個TC4鈦合金激光焊接接頭,當應變達到一定值時,接頭各區域變形機制發生轉變,進而影響各區域的力學性能。
由原位實驗可以看出,焊縫區域、熱影響區、母材區域的起裂模式及損傷行為各不相同。在焊縫區域,裂紋形核于晶內孿晶、滑移線與晶界交匯處,主裂紋形成直至最終斷裂。在熱影響區域,多裂紋起裂,單一裂紋擴展至最終斷裂。而在母材區域,微孔洞優先形核于兩相界面區域,缺口前端孔洞群相互貫穿直至斷裂,如圖7所示。

圖6 應變超過0.023時TC4鈦合金激光焊接接頭各區域變形機制示意圖Fig. 6 Schematic diagram of deformation mechanism in TC4 titanium alloy welded joint for tensioning at strain exceeding of 0.023

圖7 起裂模式隨所在焊接接頭各區域變化Fig. 7 Variation of crack initiation modes in different zones of welded joints distance from weld centerline
3 結論
1) 采用電鏡拉伸原位觀察法,通過研究 TC4鈦合金激光焊接接頭各微區力學行為,來解釋其力學不均勻性。TC4鈦合金激光焊接接頭的斷裂強度表現為焊縫的最高,熱影響區的次之,母材的最低。接頭各區域起裂模式存在明顯差異,焊縫區裂紋形核于晶粒內部孿晶、滑移線與晶界交匯處,主裂紋形成直至最終斷裂;在低應力下,熱影響區微裂紋多形核于晶界面(相界面)處,缺口前端以多裂紋起裂,單一裂紋擴展至最終斷裂;母材區微孔洞優先形核于兩相界面區域,缺口前端孔洞群相互貫穿直至最終斷裂。
2) 拉伸斷口形貌除焊縫區域有少量準解理型外,均為韌窩型。當應變超過0.023,母材以協調變形為主向以界面損傷為主轉化;焊縫區由于粗大晶粒內部網籃狀馬氏體存在及晶界面積較小,變形機制未發生改變。
REFERENCES
[1] 趙慶云, 徐 鋒. 航空緊固件用鈦合金的研究進展[J]. 中國有色金屬學報, 2010, 20(S1): s1021?s1023.ZHAO Qing-yun, XU feng. Research progress of titanium alloy for aerospace fasteners[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s1021?s1023.
[2] CHAN K S, KIM Y S. Effects of lamellar spacing and colony size on the fracture resistance of a full-laminar TiAl alloy[J].Acta Matall Mater, 1995, 43(2): 439?451.
[3] CHEN J H, CAO R, WANG G Z, ZHANG J. Study on notch fracture of TiAl alloys at room temperature[J]. Metall Mater Trans A, 2004, 35(2): 439?456.
[4] 張建勛, 宋 旭, 董麗娜. 鈦合金激光焊接接頭塑性損傷行為分析[J]. 焊接學報, 2011, 32(5): 1?4.ZHANG Jian-xun, SONG Xu, DONG Li-na. Analysis on plastic damage evolution of laser welded joint for a titanium alloy[J].Transactions of the China Welding Institution, 2011, 32(5): 1?4.
[5] 王 蕊, 劉 川, 張建勛. 5A12鋁合金有限寬薄板鎢極惰性氣體焊接的數值模擬[J]. 中國有色金屬學報, 2008, 18(3):693?697.WANG Rui, LIU Chuan, ZHANG Jian-xun. Numerical simulation of tungsten inert gas welding of 5A12 aluminum alloy limited size sheet[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 693?697.
[6] NèGRE P, STEGLICH D, BROCKS W. Crack extension at an interface: Prediction of fracture toughness and simulation of crack path deviation[J]. International Journal of Fracture, 2005,134(3/4): 209?229.
[7] 王萬鵬, 岳珠峰, 楊治國. 含夾雜粉末冶金材料拉伸試件的損傷分析[J]. 中國有色金屬學報, 2004, 14(4): 949?955.WANG Wan-peng, YUE Zhu-feng, YANG Zhi-guo. Damage analysis of tensile specimens of powder metallurgy material including voids[J]. The Chinese Journal of Nonferrous Metals,2004, 14(4): 949?955.
[8] GURSON A L. Continuum theory of ductile rupture void nucleation and growth: Part 1—Yield criteria and flow rules for porous ductile media[J]. Journal of Engineering Materials and Technology, 1977, 99(1): 2?15.
[9] 管 欣, 耿小亮. 多晶體材料晶界孔洞應力場分析[J]. 西北工業大學學報, 2004, 22(6): 726?729.GUAN Xin, GENG Xiao-liang. Stress distribution near cavity on grain boundary[J]. Journal of Northwestern Polytechnical University, 2004, 22(6): 726?729.
[10] PATANKAR S N, ESCOBEDO J P, FIELD D P, SALISHEV G,GALEYEV R M, VALIAKHMETOV O R, FROES F H.Superior superplastic behavior in fine-grained Ti-6Al-4V sheet[J]. Journal of Alloys and Compounds, 2002, 345: 221?227.[11] IRISARRI A M, BARREDA J L, AZPIROZ X. Influence of the filler metal on the properties of Ti-6Al-4V electron beam weldments. Part I: Welding procedures and microstructural characterization[J]. Vacuum, 2010, 84: 393?399.
[12] HU Mei-juan, LIU Jin-he. Effects of zonal heat treatment on residual stresses and mechanical properties of electron beam welded TC4 alloy plates[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(2): 324?329.
[13] 胡美娟, 劉金合. 12 mm厚鈦合金平板電子束焊接的數值模擬[J]. 中國有色金屬學報, 2007, 17(7): 1622?1626.HU Mei-juan, LIU Jin-he. Numerical Simulation for electron beam welding of 12 mm thickness titanium alloy plate[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(7): 1622?1626.
[14] CAO X, JAHAZI M. Effect of welding speed on butt joint quality of Ti-6Al-4V alloy welded using a high-power Nd:YAG laser[J]. Optics and Lasers in Engineering, 2009, 47: 1231?1241.
[15] AKMAN E, DEMIR A, CANEL T. Laser welding of Ti6Al4V titanium alloys[J]. Journal of Materials Processing Technology,2009, 209: 3705?3713.
[16] 楊 靜, 程東海, 黃繼華. TC4鈦合金激光焊接接頭組織與性能[J]. 稀有金屬材料與工程, 2009, 38(2): 259?263.YANG Jing, CHEN Dong-hai, HUANG Ji-hua. Microstructure and mechanical properties of Ti-6Al-4V Joints by laser beam welding[J]. Rare Metal Materials and Engineering, 2009, 38(2):259?262.
[17] PETERSON B, COLLINS P, FRASER H. On the use of a sub-scale thermomechanical simulator to obtain accurate tensile properties of (α+β) and β processed Ti-6Al-4V[J]. Materials Science and Engineering A, 2009, 513/514: 357?365.
[18] CHENG Dong-hai, HUANG Ji-hua, ZHAO Xing-ke.Microstructure and superplasticity of laser welded Ti-6Al-4V alloy[J]. Materials and Design, 2010, 31: 620?623.
In-situ investigation on mechanical behavior of laser-welded joint for TC4 titanium alloy
ZHAO Xi-long, SONG Xu, ZHANG Jian-xun
(State Key Laboratory for Mechanical Behavior of Materials, Xi’an Jiaotong University, Xi’an 710049, China)
In order to investigate the effects of microstructures on damage evolution and fracture behavior in laser welded joint for Ti-6Al-4V alloy, the microvoids nucleation, growth, coalescence and crack were observed by in-situ tensile test.The results show that the crack in the weld metal grows rapidly when it nucleates at the twin boundary of the inner grain and the intersection of slip line and grain boundary. The multi-cracks in the heat-affected zone (HAZ) occur in front of the notch, one crack propagation leads to the final fracture. When the strain exceeds 0.023, the deformation mechanism in the base metal and HAZ near the base metal changes from compatible deformation to bluntness and expansion alternately when the microvoid is nucleated firstly along the grain boundary. The deformation mechanism in the welded metal does not change due to its coarse martensite and small grain boundary. Therefore, the tensile stress in the welded metal is higher than that in the other areas.
TC4 titanium alloy; laser welded joint; in-situ method
1004-0609(2012)02-0388-06
TG 456.7
A
國家自然科學基金資助項目(50875200);教育部博士點基金資助項目(20100201110065)
2011-03-09;
2011-12-20
張建勛,教授,博士;電話:029-82668807;傳真:029-82668807;E-mail: jxzhang@mail.xjtu.edu.cn
(編輯 龍懷中)
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
