金屬波紋管成型機床液壓系統(tǒng)性能研究
2012-11-09 04:22:24鄒軍軍廖義德談文鑫
武漢工程大學(xué)學(xué)報 2012年3期
關(guān)鍵詞:實驗
鄒軍軍,廖義德,談文鑫,陳 方,祝 俊
(武漢工程大學(xué)機電工程學(xué)院,湖北武漢 430205)
金屬波紋管成型機床液壓系統(tǒng)性能研究
鄒軍軍,廖義德*,談文鑫,陳 方,祝 俊
(武漢工程大學(xué)機電工程學(xué)院,湖北武漢 430205)
針對金屬波紋管鼓脹過程中模片鎖不緊的問題,提出節(jié)流閥保壓鎖緊模片的方法,并對其進(jìn)行了實驗驗證.實驗結(jié)果表明,波紋管成品沒有鼓脹痕跡,鎖緊效果較好,此種方式能夠適用于不同型號的波紋管加工.
波紋管成型;節(jié)流閥;液壓系統(tǒng)性能
0 引言
金屬波紋管是一種帶波紋的管狀軸對稱殼體,具有吸振、降噪、密封、熱補償、儲能和介質(zhì)隔離等作用,廣泛用于各種工程設(shè)備中.目前,液壓成型是金屬波紋管常用的成型方式,在其鼓脹過程中模片承受徑向張力,模片必須被鎖緊,否則加工出來的波紋管表面有脹型痕跡[1-3].現(xiàn)有金屬波紋管成型機床液壓系統(tǒng)多采用液壓鎖鎖緊模片的方式,由于不同管徑合模油路負(fù)載壓力不同、油管的彈性、液壓油的壓縮性、系統(tǒng)泄漏的原因[4-5],導(dǎo)致鎖緊效果差,模片被管坯擠壓張開,波紋管表面有脹型痕跡.為此提出了一種通過節(jié)流閥使合模油路保壓鎖緊模片的方法,該方法能夠適用于不同型號的波紋管加工,并對其進(jìn)行了實驗驗證.
1 鼓脹過程合模油路所受負(fù)載分析
鼓脹示意圖如圖1所示,管坯外半徑為r,管坯壁厚為t.鼓脹時管坯處于屈服狀態(tài),管坯內(nèi)壓[6]為

式(1)中:σs為材料的屈服極限,MPa;D為波谷直徑.
模片受力分析如圖2所示,模片的厚度為δ,模片上任一點所受液壓力為F,將F分解成Fx和Fy,F(xiàn)y為模片所受張開力,通過積分得合模油路所受負(fù)載壓力為:


圖1 成型示意圖Fig.1 Metal bellows forming diagram
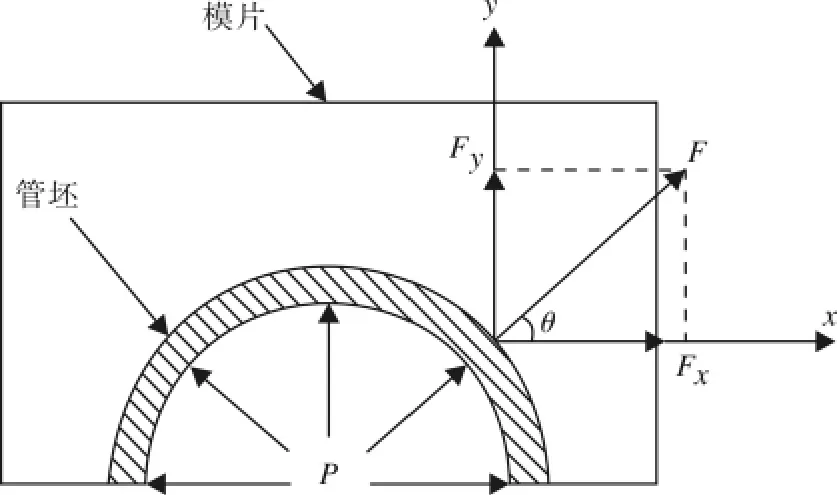
圖2 模片受力分析Fig.2 Mould plates stress analysis
將式(1)代入(2)得鼓脹時合模油路壓力為

式(3)中:A為鼓脹油缸活塞面積;A1為鼓脹油缸
活塞桿面積.
2 液壓系統(tǒng)設(shè)計和保壓原理分析
2.1 液壓系統(tǒng)設(shè)計
該系統(tǒng)要適用多種不同管徑的管坯加工,波紋管成型工藝:合模→模架前→鼓脹進(jìn)→鼓脹退→成型進(jìn)→成型退→分模→模架后,根據(jù)成型工藝機床液壓系統(tǒng)設(shè)計如圖3所示.

圖3 金屬波紋管成型機床液壓系統(tǒng)圖Fig.3 Metal bellows forming machine tool hydraulic system
2.2 保壓原理分析
鼓脹過程中,由于負(fù)載壓力遠(yuǎn)大于油泵的工作壓力,為了滿足鼓脹時所需壓力,故采用增壓缸來提高鼓脹壓力,鼓脹增壓缸進(jìn)油口壓力為:2

式(4)中:D為鼓脹增壓缸大活塞半徑;d為鼓脹增壓缸小活塞半徑.
由式(3)和式(4)可知,合模油路負(fù)載壓力、鼓脹增壓缸進(jìn)油口壓力與油缸參數(shù)有關(guān),選擇合適的油缸,可使Pz>P進(jìn),從而鎖緊模片.然而對于不同型號管坯的鼓脹,隨著管徑的增加,合模油路負(fù)載壓力增大,管坯內(nèi)壓降低.在對大管徑管坯進(jìn)行鼓脹時會出現(xiàn)Pz<P進(jìn),從而導(dǎo)致模片鎖不緊.為了解決上述問題,在鼓脹油路安裝節(jié)流閥背壓,如圖3所示節(jié)流閥出口壓力等于P進(jìn),節(jié)流閥進(jìn)出油口壓差ΔP[7],合模油路保壓力為P進(jìn)+ΔP,鼓脹不同型號管坯時,通過調(diào)節(jié)節(jié)流閥過流面積來改變節(jié)流閥進(jìn)出油口壓差大小,從而使合模油路壓力大于負(fù)載壓力,對模片進(jìn)行鎖緊.
采用節(jié)流閥背壓,由于合模壓力大于負(fù)載壓力,故其鎖緊性能基本不受油管膨脹、液壓油的壓縮、系統(tǒng)泄漏等原因的影響.節(jié)流閥進(jìn)出油口壓差ΔP的大小可通過式(5)求得.

式(5)中:Cd為流量系數(shù),近似常數(shù);ρ為油液的密度;AT為節(jié)流閥的過流面積.
3 實驗論證
3.1 實驗?zāi)康募霸O(shè)備
為了驗證該方法的可行性,專門設(shè)計出一臺金屬波紋管成型機床的實驗設(shè)備進(jìn)行實驗.實驗設(shè)備如圖4所示,主要由機架、液壓系統(tǒng)、成型組件、電氣部分、尾座組件等部分構(gòu)成.

圖4 液壓系統(tǒng)可靠性測試設(shè)備圖Fig.4 Hydraulic system reliability testing equipment
3.2 實驗內(nèi)容
實驗管坯為壁厚t=0.8 mm的201不銹鋼管,屈服極限σs=540 MPa,選取6種不同管徑的管坯做對比試驗.鼓脹完成時間T=1 s,鼓脹增壓油缸活塞行程L=40 mm,鼓脹油缸大活塞直徑D=63 mm,小活塞直徑d=25 mm,合模油缸活塞直徑φ=50 mm,活塞桿直徑φ1=32 mm,取Cd= 0.62,ρ=0.875 kg/L.根據(jù)式(1)~(5)計算出每種管坯鼓脹時Fz、Pz、q、P進(jìn)、ΔP、P進(jìn)+ΔP的值,記錄鼓脹時壓力表的值.實驗結(jié)果如表1所示.

表1 實驗結(jié)果Table 1 Experiment results
3 結(jié)果分析
由表1可知,ф50 mm、ф55 mm兩種型號的管坯脹型時Pz>P進(jìn)不需調(diào)節(jié)節(jié)流閥背壓.ф60 mm、ф65 mm、ф70 mm、ф76 mm四種型號的管坯脹型時Pz<P進(jìn),調(diào)節(jié)節(jié)流閥背壓后P進(jìn)+ΔP>Pz,P進(jìn)+ΔP與壓力表值相比,壓力表值均大于P進(jìn)+ΔP,其主要因鼓脹時管路和液壓元件存在的壓力損失而形成背壓所致.
在實驗中加工出來的波紋管表面沒有鼓脹痕跡,實驗樣品如圖5所示.

圖5 波紋管實驗樣品圖Fig.5 Experimental samples of metal bellows
4 結(jié)語
a.采用節(jié)流閥節(jié)流背壓,成功解決了鼓脹時模片受力張開,波紋管有鼓脹痕跡的問題.
b.實驗表明,該液壓系統(tǒng)性能穩(wěn)定、結(jié)構(gòu)簡單,能夠適用于不同型號的波紋管加工,具有較高的應(yīng)用價值.
[1]李永生.波紋管技術(shù)(一)基礎(chǔ)知識[J].管道技術(shù)與設(shè)備,1993(1):33-36.
[2]劉麗君,徐振延.金屬波紋管行業(yè)現(xiàn)狀及發(fā)展建議[J].管道技術(shù)與設(shè)備,1993(2):1-3.
[3]曹寶璋,陳永忠,俞彬,等.波紋管成型方法分析比較[J].設(shè)計與研究,2001(12):17-15.
[4]王偉.使用液壓鎖應(yīng)注意的問題[J].機床與液壓,2004(4):176-177.
[5]鄒建華,吳榕.液壓鎖技術(shù)現(xiàn)狀分析[J].機械工程與自動化,2007(5):184-185.
[6]戴經(jīng)世.波紋管液壓成型法[J].鞍鋼技術(shù),1987 (11):16-24.
[7]張鐵華,楊友勝,李壯云.二級圓錐式節(jié)流閥口的設(shè)計及實驗研究[J].液壓與氣動,2001(11):12-15.
Performance of hydraulic system of metal bellow forming machine tool
ZOU Jun-jun,LIAO Yi-de,TAN Wen-xin,CHEN Fang,ZHU Jun
(School of Mechanical&Electrical Engineering,Wuhan Institute of Technology,Wuhan 430205,China)
The template is not be locked tightly in the process of bulging of metal bellow.In order to solve this problem,a throttle valve was introduced to keep pressure and lock template tightly,and some experiments were made for this approach.The results of experiments show that there is no sign-expansion in finished bellows and better effect of locking can be got.This approach can be applied to the processing of different types of bellows.
bellow molding;throttle valve;hydraulic system performance
TH137.32
A
10.3969/j.issn.1674-2869.2012.03.015
2011-12-30
鄒軍軍(1986-),男,湖北赤壁人,碩士研究生.研究方向:結(jié)構(gòu)設(shè)計,流體傳動與控制.
指導(dǎo)老師:廖義德,男,教授,博士,碩士研究生導(dǎo)師,研究方向:流體傳動與控制,機械設(shè)計與制造.*通信聯(lián)系人
1674-2869(2012)03-0070-04
本文編輯:陳小平
猜你喜歡
作文·小學(xué)低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
