成都地鐵2 號線橫梁整體組焊工藝驗證
2012-11-07 07:44:58陳江華張世欣李文趙克儉
河南科技 2012年24期
陳江華 張世欣 李文 趙克儉
(南車青島四方機車車輛股份有限公司,山東 青島 266109)
1 前言
轉向架是車輛的走行部分,也是影響車輛行車安全的關鍵部位。而構架是轉向架的骨架,承受著水平和垂向的作用力,橫梁是構架的重要部分,橫梁組成的制造質量是保證轉向架安全運行的一個重要方面,因此完善、合理的橫梁工藝是穩定并提高制造質量的關鍵。本文就橫梁焊接變形控制數據統計結果,結合在生產制造中的實際,對成都地鐵2 號線橫梁整體組焊工藝驗證作簡單的闡述。
2 橫梁結構特點
成都地鐵2 號線橫梁(動)由一位橫梁組成、二位橫梁組成、縱向輔助梁組成,與200 公里橫梁組成類似,其區別主要在于縱向輔助梁采用鋼管結構與橫梁鋼管連接,而200公里橫梁縱向輔助梁采用箱體結構,前者焊接量相對較大,焊接變形量較大,橫梁各部件尺寸控制難度增加。
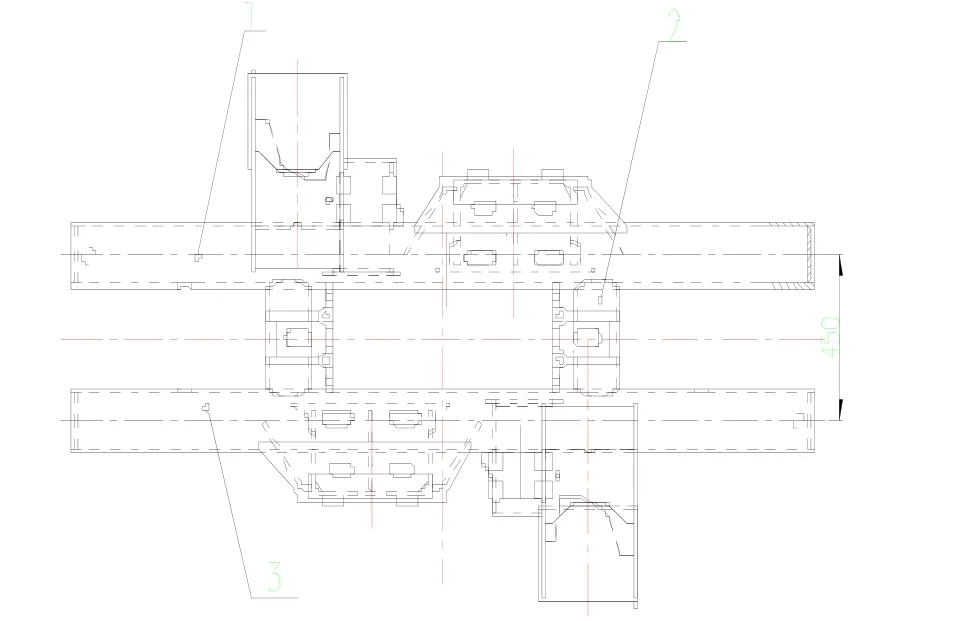
圖1 橫梁組成(動)
3 工藝現狀及分析
3.1 工藝流程
按照現工藝流程,一位橫梁組成及二位橫梁組成單獨進行組焊、焊接,縱向輔助梁在構架工序進行組焊、焊接。現組焊工藝方式操作簡單,一位、二位橫梁組成尺寸易控制,但未考慮縱向梁焊縫焊接后工件收縮導致尺寸超差問題,面對嚴峻的質量形勢,改進現組焊工藝方式已刻不容緩。
3.2 存在問題
3.2.1 熱輸入量大導致工件嚴重收縮 縱向輔助梁組成與橫梁連接采用鋼管相貫形式結構,焊縫結構相對角焊縫較復雜,按照設計圖紙要求,焊角大小一般控制在30mm 以上才能保證焊縫打磨過渡弧度要求,焊接量較大。由于現有工藝裝備條件不允許出現復雜焊接順序,因此在實際生產過程中為提高生產效率,縱向輔助梁與橫梁連接焊縫一般集中在較短時間內完成焊接,熱輸入量較大,焊縫金屬在冷卻過程中出現較大收縮現象。一、二位橫梁組成間距最大為452.5mm,側梁孔間距尺寸為452±0.5mm,在側梁孔間距尺寸不發生變化的前提下,一、二位橫梁組成間距工藝放量無法增加,縱向梁焊縫焊接完成后橫梁各組成件尺寸難以保證;
3.2.2 焊接角度差 構架縱向輔助梁焊縫在一軸焊接轉胎上進行焊接,焊接角度無法調整,焊接角度不佳,焊縫成型較差;打磨過渡層焊縫如采用立向上焊接方式焊接,焊縫呈凸起狀,不易打磨,且打磨過渡層在消除熔合線時易出現傷母材現象,因此在實際生產過程中打磨過渡焊縫一般采取立向下焊接方式進行操作。焊縫缺陷主要為未熔合、夾雜等缺陷,探傷返修缺陷數量居高不下;
3.2.3 作業空間狹小 按照正常焊接、打磨要求,作業空間應大于500X500mm2,齒輪箱吊及牽引座與側梁間空間僅為228X600mm2,作業空間狹小,焊接人員難以通過調整站位調整焊接角度,同時在狹小的空間條件進行打磨作業存在嚴重安全隱患;
3.3 數據統計及焊接變形分析
為摸索橫梁縱向輔助梁焊縫焊接變形規律,我們對10組構架焊接后橫梁尺寸進行跟蹤統計(數據統計見表一),發現10 組成橫梁電機吊座、牽引座X 向尺寸均出現不同程度偏小。縱向輔助梁焊縫冷卻至室溫后,橫向收縮量為4~6mm,顯然在一、二位橫梁間距工藝放量不發生改變的前提下,僅通過對側梁孔間距尺寸工藝放量進行微調無法保證橫梁各部件尺寸。

圖2 電機吊座、牽引座X 向尺寸
表一 電機吊座、牽引座X 向尺寸統計記錄表
4 整體組焊工藝驗證
4.1 組焊工藝改進 按照原制造工藝已無法滿足設計要求及日益提高的產品質量要求,結合我們在生產制造中的經驗,我們可通過改變組焊工藝可達到控制橫梁尺寸目的,由現單根組焊、焊接更改為整體組焊、焊接方式,即一位橫梁組成、二位橫梁組成、縱向輔助梁進行整體組焊后再進行焊接。通過增加一、二位橫梁間距工藝放量尺寸抵消焊接變形收縮,達到尺寸控制目的。
4.2 合理制定工藝放量 根據表一數據統計結果顯示,縱向輔助梁焊接完成后單側橫向收縮約4-6mm,同時一位、二位橫梁組成各部件焊接完成后收縮約2mm,根據制造過程中焊接變形收縮經驗數據,初步可確定一、二位橫梁組成各部件尺寸工藝放量可按照+4~+5mm 控制。通過對焊后變形數據統計,不斷優化工藝放量,最終確定單側各部件尺寸工藝放量為+3~+4mm。
4.4 作業條件改善 采用橫梁一軸焊接打磨轉胎,在焊接過程中可根據實際情況調整焊接角度,消除立向下焊接方式,同時由于無側梁限制,焊接、打磨作業空間均能滿足實際要求,作業條件得到較大改善,探傷返修缺陷數量亦得到有效控制。
4.3 焊接參數優化 在保證焊縫內部熔合的前提下,為減少焊縫熱輸入量,應適當控制焊接參數,縱向輔助梁焊縫共4 層11 道。

圖3 焊道布置及焊接參數控制
4.4 規范焊接順序 焊接變形程度在一定程度上受焊接順序影響,合理的焊接順序可減小焊接變形量。從焊接變形控制及生產效率等方面考慮,結合已收集的工件焊后尺寸統計數據,對橫梁各焊縫焊接順序總結出以下幾點要求:
先焊短焊縫,后焊長焊縫,例如,齒輪箱吊及牽引座焊縫長度相對電機吊座焊縫長度尺寸較短,在焊接時應先焊齒輪箱吊及牽引座焊縫;
先正面焊縫再焊反面焊縫,先焊正面焊縫再焊背面焊縫;
先焊軸向焊縫,再焊環焊縫。
4.5 焊接變形矯正 為了保證橫梁各部件尺寸,需對橫梁進行調修,目前我廠主要采取火焰加熱及機械外力相結合方式以達到調修目的。火焰加熱一般采取線狀加熱方式,加熱溫度一般控制在750-900℃范圍內。工件受熱后輔以外力可達到矯正變形目的,火焰加熱部位根據實際變形情況予以確定。
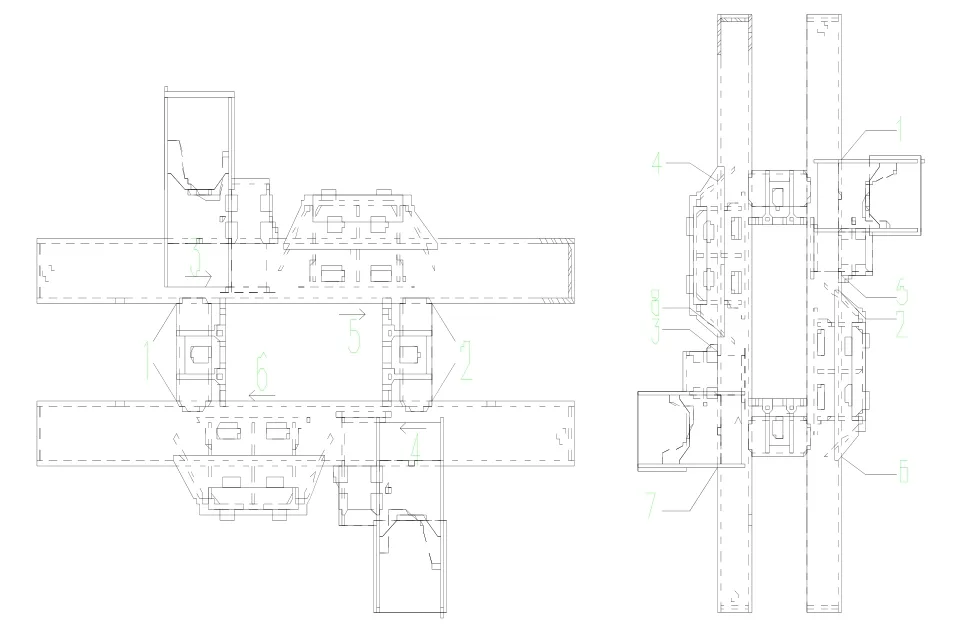
圖4 軸向焊縫及環焊縫焊接順序
4.6 工藝實施及驗證 按照橫梁整體組焊工藝方案實施后,我們對橫梁各部件尺寸進行跟蹤統計,其尺寸均未出現超差現象,同時本次工藝驗證也將為類似結構制造工藝改進提供數據支持。
5 結束語
以成都地鐵2 號線橫梁整體組焊工藝為契機,將其成功經驗推廣至其他SDB-80 系列地鐵車型。通過改變傳統組焊工藝方式,提升工作效率及產品質量,也為解決制造過程中其他問題提供突破方向。
[1]中國機械工程學會焊接學會編,《焊接手冊》第3卷《焊接結構》,機械工業出版社,2001 年8 月.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
