復合材料傳動軸設計及制造關鍵技術的研究*
2012-10-23 07:53:34袁鐵軍周來水譚昌柏鄭偉峰
制造技術與機床 2012年10期
袁鐵軍 周來水 譚昌柏 鄭偉峰
(①南京航空航天大學機電學院,江蘇南京210016;②鹽城工學院機械學院,江蘇鹽城 224051)
復合材料傳動軸與鋼軸相比,除重量輕外,結構也更簡單,軸長可以做得很長從而減少系統中傳動軸數目,在水下環境不易腐蝕,擁有很小的熱膨脹系數,可以更好地吸收振動和共振,運行更安靜,在高速運轉設備上具有特別的優勢。玻纖增強樹脂傳動軸由于其非磁特性在掃雷軍艦飛機上具有特別的優勢。復合材料傳動軸非常方便設計者根據需要通過不同的纖維鋪層數目、鋪放角度和壁厚來獲得需要的扭矩剛度和彎曲剛度[1]。
目前飛機、艦船、汽車等交通設備呈現出向輕量化發展的趨勢,大量使用復合材料,美國空軍戰斗機的大軸、海軍潛艇的主推進器軸就是復合材料,很多汽車廠商廣泛使用復合材料傳動軸,其中美國摩里遜公汽車公司一年就生產了60萬根碳纖維傳動軸[2-5]。隨著復合材料成本的降低,復合材料傳動軸普及使用是未來的趨勢,所以研究復合材料傳動軸設計及制造的關鍵技術就顯得非常必要。
1 復合材料傳動軸的設計
1.1 軸管的典型結構及材料
單一復合材料的軸管需要進行合適的設計,船用軸管的截面可以達到14 m,決定軸管長度的主要因素不是材料屬性,而是運輸、安裝和移動,聯結以及隔板距離。軸管的直徑需要與市場上能得到的軸承和密封圈相配套[1]。在船舶用傳動軸上考慮降低成本,選擇玻璃纖維比較合適;在高載荷低重量的狀況下選擇碳纖維更加合適。飛機對減重的要求更高,一般選擇碳纖維復合材料。純纖維增強復合材料的軸管具有高固有頻率、降噪、減重的優勢,考慮綜合力學性能及成本,可以選擇多種纖維與碳纖維進行混雜。
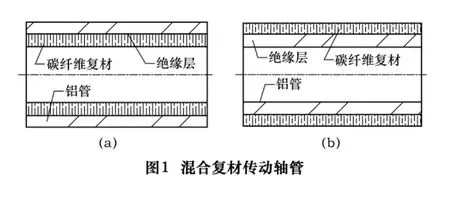
如圖1a所示的混合軸管(混合復材傳動軸管)的內層是復合材料,外層是金屬管。該類軸可以用于后輪驅動汽車傳動,復合材料預浸料堆放在金屬管的內表面上,增加軸的軸向剛度和固有振動頻率,也防止外部低速沖擊損害復合材料的物理性能[6]。汽車用傳動軸采用鋁與復合材料混合,復合材料一般選用碳纖維增韌環氧樹脂,復合材料與金屬管之間的絕緣層一般采用玻璃纖維復合材料。圖1b所示為另一種混合軸管,外層是復合材料,內層是金屬管。混合軸管的金屬管為使用常規連接方法(焊接或螺釘)連接其他金屬元件提供了空間。美國波音公司型號為234的商用直升機的尾部傳動軸就采用該結構,有效減重20%,運轉服務時間相比傳統的鋁軸增加了3倍[7]。
1.2 纖維的角度及層數
Centa Antriebe Kirschey[1]認為改變絲束、復合材料鋪層數,增加壁厚,設計者可以設計出具有最好的周向及彎曲強度的軸,能承受所期望的載荷。纖維軸向鋪放時軸具有最大的彎曲剛度,纖維與軸向成85°角鋪放時,軸具有最大的扭矩剛度。在實際應用中,普通非關鍵領域產品的軸的纖維鋪放角為45°,設計者可根據所需的綜合性能調整這些數據。漸進增加壁厚可同時獲得最好的扭矩傳遞和動態平衡能力,為減少過大的壁厚,復合材料軸往往采用比鋼軸更大的直徑。Y.A.Khalid[7]等人認為混合軸管復合材料層數的增加能夠增加軸的疲勞強度。圖1b所示鋁復材混合軸管以[+45/-45]3s鋪層方式時具有最高的疲勞強度,與其他方式相比高 40%。H.B.H.Gubran[8]采用有限元法研究復合材料軸及復合材料與金屬混合軸的固有頻率,固有頻率跟隨纖維角度而變化。0°纖維角頻率數值最高,頻率數值纖隨纖維角度轉向90°而減少,金屬與合適角度碳纖維混合軸的頻率數值較金屬軸的頻率高。
1.3 接頭連接方式
1.3.1 緊固件連接
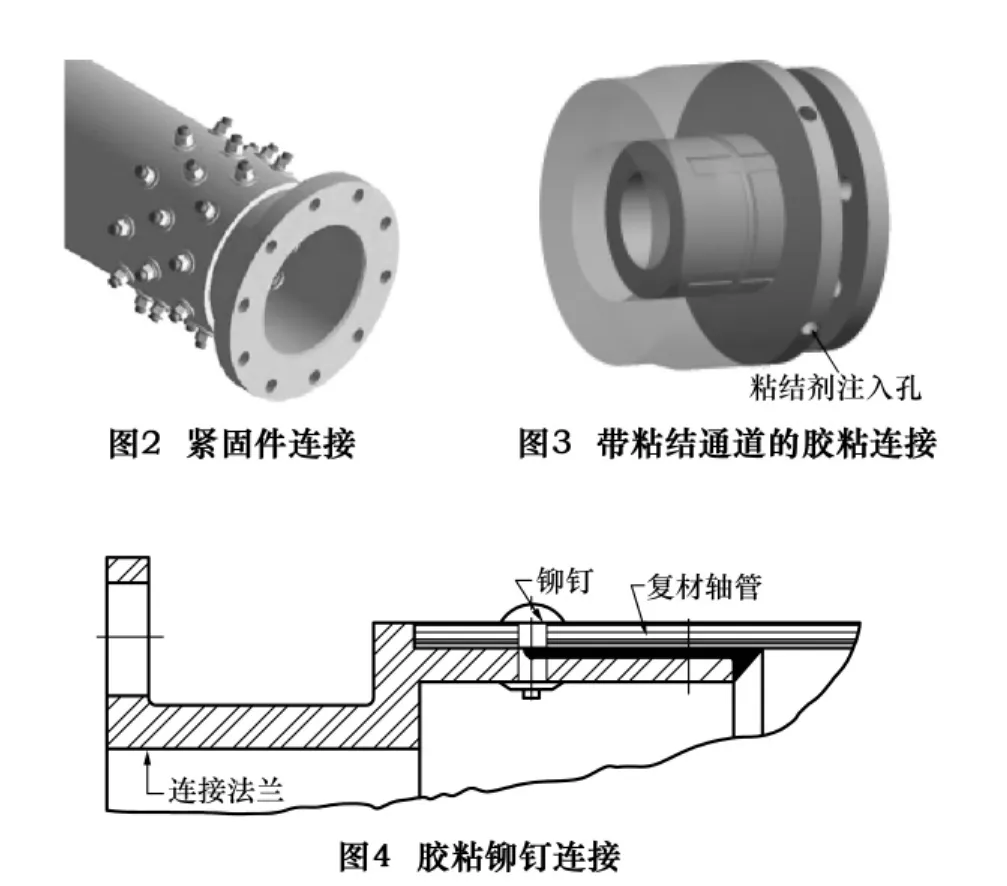
圖2所示為復材管(復合材料傳動軸管)的傳統連接方式,該連接方式使用鉚釘或螺紋緊固件來連接得到裝配件,涉及到標識、鉆孔、安裝、旋轉,無法清理所鉆孔的毛刺,復合材料比金屬更脆,在周期載荷下可能導致裂紋,減少了復合材料驅動軸的重量優勢,缺點較多。
1.3.2 膠粘方式連接
Ronald N.Salzman[9]等人發明了適合復材管與攪拌葉輪連接的膠粘連接方法,如圖3所示,復材管內表面開有按照一定角度均布的多個軸向凹槽、周向凹槽,軸向凹槽與周向凹槽垂直相交。在金屬連接器導套外表面也有按照一定角度均布的多個軸向凹槽、周向凹槽,軸向凹槽與周向凹槽垂直相交,將金屬連接器導套以緊配合插入復材管并使得兩個零件的凹槽完全對齊,閉合的凹槽形成獨特的鍵槽。在端口處向閉合凹槽內注入樹脂或含短切纖維的復合材料,固化后就可以形成能傳遞扭矩的鍵。連接器端板可以防止軸遭到腐蝕。該連接方式可以有效地傳遞扭矩、彎矩、推力載荷。時間長了,粘結效果會變差,無法傳遞大扭矩。Lawson
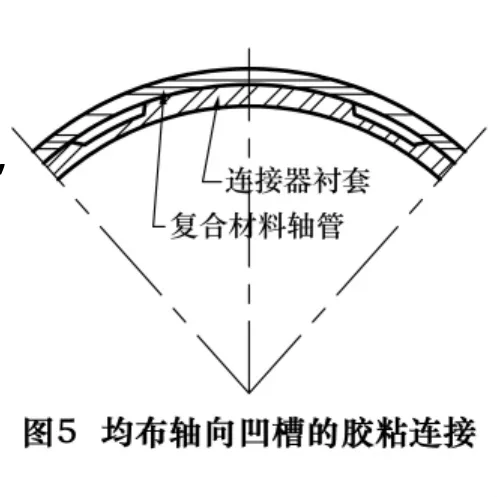
Mackellar等人[10]發明連接復材管與環形部件的方法。在復材管內表面與連接件外圓面間采用膠粘結,在復材管外圓面套上一個襯套,襯套與軸管外表面間也采用膠粘結,該方式很適合軸與法蘭段連接或兩根軸連接成一個整體更長的軸。可選用定位銷或鉚釘將幾層零件連成一個整體,圖4所示為軸管單側膠粘連接。James A.Duggan等人[11]發明了帶有軸向均布凹槽粘結通道與復材管進行粘接的接頭。將粘結劑注入粘套管外圓凹槽和復材管內表面,將端部連接器襯套以過盈配合插入復材管,粘結劑固化后,粘結接頭件的襯套與軸管實現有效的連接,如圖5所示。
1.3.3 齒形與膠粘混合連接
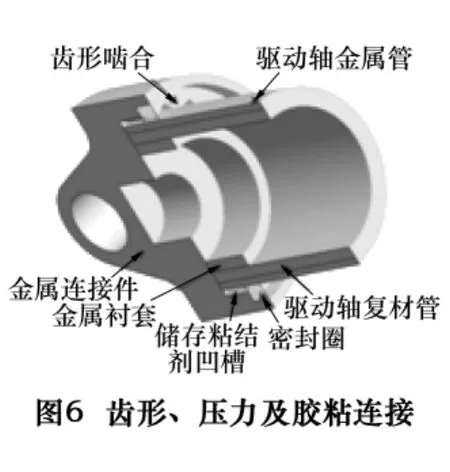
Dai Gil Lee 等人[6]利用壓力配合法連接混合軸管與連接件,如圖6所示,將金屬襯套插入軸管中防止軸管在壓力作用下軸向失穩。將連接件加熱后,在其內表面凹槽中注入粘結劑,利用壓力將軸管壓進連接件,冷卻后連接件內表面的齒形面咬住軸管外圓表面,在引導孔內表面插入橡膠密封圈防止濕氣和臟物損害軸。該連接方式可有效傳遞扭矩并提高疲勞強度和沖擊性能。
1.3.4 齒形連接
Tetsuyuki Kyono[12]等人發明了如圖7所示的復材管與連接件,將連接件與復材管進行壓力配合,使得連接件的齒形與軸管的環箍內表面進行咬合。理論和實驗研究表明該連接方法使傳動軸具有漸進失效機制和防撞功能,使得傳動軸采用碳纖維復材管具有更多的意義。該連接方法已經廣泛使用在日產350Z、馬自達RX-8等轎車上。John W.Trayulor[13]等人發明了如圖8所示連接方法,在連接件裝入石墨纖維管前將鋼環套在軸管外部,連接件在壓力作用下進入纖維軸管時鋼環起阻礙石墨纖維軸管徑向膨脹的作用,并迫使連接件軸上的花鍵切入軸管并承擔扭矩載荷。Shinohara[14]等人發明了如圖9所示的連接法,在復材軸管內部插入表面粗糙的金屬膜或聚合物膜,可以使用粘結劑將膜粘結到復材軸管,也可以在成型軸管前將聚合膜鋪放在芯軸上。連接件具有軸向的外齒形,利用壓力將連接件與軸管連接,使得軸管和膜發生變形,產生內齒形,從而傳送扭距,也不會產生連接件齒形割斷軸管纖維的問題。
1.3.5 凸緣整體連接
Sherman Lin等人[15]開發的帶凸緣連接功能的整體式碳纖維傳動軸本質上是適應驅動軸發展趨勢的一種整體連接方式,如圖10所示。該方式使軸在承受彎曲載荷和扭矩方面具有優勢,突破了設計極限扭矩,并已經成功用于直升機尾部傳動軸。
2 復材管的制造方法
2.1 純纖維增強復材管的制造方法
純纖維增強復材管的制造方法較多,比如通過纏繞工藝、鋪絲或三維編織成型坯件,然后進行固化。固化的方式有熱壓罐固化,也有RTM、VARTM、軟模輔助RTM工藝、氣囊輔助VARTM工藝。與傳統VARTM工藝相比較,氣囊及真空輔助RTM工藝能通過氣囊的膨脹加壓擠膠作用,降低了構件的樹脂含量,提高構件的致密性和力學性能。氣囊及真空輔助RTM工藝適合制備內部結構復雜且對力學性能要求較高的復合材料閉合體構件[16]。在經典的固化周期中,厚截面的內部溫度滯后于表面的溫度,導致表面區域固化更快,如果表面區域固化太早并在內部固化前凝固,會導致中間含有過多的樹脂,構件纖維含量不均勻以及過多的氣泡。所以常規的固化技術不適合厚截面的復合材料傳動軸的加工。Cheol Kim[17]等人在纏繞時對芯軸一直進行加熱,芯軸加熱原理如圖11所示,實現在纏繞成型的同時進行加熱固化。纏繞結束時從徑向截面上看近2/3的軸管已經固化,然后在熱壓罐里固化剩余部分。固化周期如圖12所示。在加工過程中沒有熱高峰,殘余應力也不大,從經濟性和質量方面來看,該方法比較好。Jong Woon Kim[18]等人發展了帶突然冷卻和重加熱的敏捷固化周期,如圖13所示。采用敏捷固化周期加工得到的碳纖維酚醛圓柱形構件層間拉伸熱殘余應力要比在常規固化工藝加工得到的構件殘余應力低30%。筆者提出采用微波來固化在石英玻璃棒上纏繞成型的大厚度纖維增強復合材料傳動軸。該方法能夠實現內外同時加熱,從原理上講可消除大厚度構件固化時存在的溫度梯度大、固化變形大等問題。該方法固化復合材料傳動軸的實驗仍在進行中。
2.2 混合軸管的制造方法
2.2.1 圖1a結構所示混合軸管的制造方法
整個加工過程如圖14所示[19],將芯軸套上真空袋,裹上聚四氟乙烯脫模布,裹上多層事先裁剪好的預浸料帶,使得芯軸上復合材料坯件的外圓直徑稍小于金屬管的內圓直徑,固定金屬管旋轉芯軸使得復合材料預浸料鋪放在金屬管的內表面。在金屬管的兩端分別安裝具有密封作用的端蓋,在芯軸中插入穿過端蓋的螺紋桿,緊固螺母壓緊端蓋和軸為一個密封體,通過端蓋上的氣孔抽走真空袋與金屬管內壁間的空氣,使得真空袋內的氣體膨脹把復合材料壓在金屬內壁上。將混合軸管坯件放到熱壓罐里面進行共固化,固化結束后去除芯軸及端蓋等輔助工具,就可得到混合軸管。
2.2.2 圖1b結構所示混合軸管的制造方法
在金屬管上用纏繞或鋪絲方法做成坯件,然后在熱壓罐環境下按照合適的工藝固化即可得到混合傳動軸管。該結構的軸管比較容易制造,但軸管的幾何尺寸精度不是很高。Hak Sung Kim[20-21]等人在加工混合傳動軸管過程中采用敏捷固化周期,所得鋁復合材料混合管的熱殘余應力與供應商推薦固化周期所得構件的殘余應力相比降低50%,提高了幾何精度,增強了扭轉疲勞壽命。
3 未來研究展望
(1)復合材料傳動軸的使用范圍越來越廣,工作速度越來越高,經常運行在第二臨界轉速之上,對旋轉動力學方面特性的深入研究就顯得更加重要。確定能分析復合材料傳動軸動力學特性的理論模型及改進動力學特性的各項措施就很有必要。
(2)提高復材管的固化成型精度,特別是對大厚度復材管固化變形的預測及控制措施仍是未來復合材料傳動軸制造重要的研究方向,其中能實現內外同時固化,有效減小固化變形的微波固化技術正在獲得學者的關注。
(3)為了降低成本,縮短制造周期,提高綜合力學性能,復合材料傳動軸呈現軸管和端部連接件一體化特點,端部連接件的截面有呈非圓形的趨勢,增強纖維由多種纖維混雜構成。
(4)為了解決低速沖擊損傷,復材管采用金屬基纖維增強材料是一個有效的解決方案[21],針對該種復合材料軸的設計及制造技術的研究是未來的一個方向。
4 結語
本文針對復合材料傳動軸的設計及制造關鍵技術進行了分析與總結,并展望了未來的主要研究方向。在此基礎上,提出需要針對整體化結構的樹脂基多種纖維混雜增強復合材料軸或金屬基纖維增強復合材料軸的設計及制造技術進行深入研究,分別建立理論完善、計算方便的實用模型,預測軸的動態特性、固化的變形,加強微波固化工藝在固化大厚度或大厚度梯度傳動軸中的應用研究對提高復合材料傳動軸的成型精度有重要意義。
[1]Kirschey Centa Antriebe.Composite ship shafts shape up[J].Reinforced Plastic,2001(11):32-36.
[2]劉土光.復合材料在艦船上的應用展望[J].艦船科學技術,2005,27(3):9-11.
[3]益小蘇,張明,安學鋒,等.先進航空樹脂基復合材料研究與應用進展[J].工程塑料應用,2009,37(10):72-76.
[4]趙稼祥.國外碳纖維及其復合材料開發應用動向[J].工程塑料應用,2001,29(1):46-48.
[5]趙稼祥.炭纖維復合材料在汽車工業的應用[J].炭素技術,2003(3):18-22.
[6]Lee Dai Gil,Kim Jin Kook,Kim Hak Sang,et al.Hybrid propeller shaft made of metal and composite material and method of manufacturing the same[P].United States:6863763B2.2005-3-8.
[7]Khalid Y A,Mutasher S A,Sahari B B,et al.Bending fatigue behavior of hybrid aluminum/composite drive shafts[J].Materials and Design,2007,28(1):329 –334.
[8]Gubran H B H.Dynamics of hybrid shafts[J].Mechanics Research Communications,2005(32):368-374.
[9]Salzman Ronald N,Blakley Robet A,Schutte Marlin D,et al.End con
nection for composite shaft[P].United States:4722717.1998-01-2.
[10]Mackellar Lawson.Method for connecting composite drive shaft to annular member[P].United States:5665187.1997-9-9.
[11]Duggan James A.End fitting having adhesive channels for drives haft assembly[P].United States:5601494.1997-2-11.
[12]Kyono Tetsuyuki,et al.Carbon fiber composites applications for auto industries[C].The 3rd Annual Automotive Composites Conference.Troy,MI,USA,2003.
[13]Trayulor John W,et al.Graphite drive shaft assembly[P].United States:4952195.1990-4-28.
[14]Shinohara,et al.Production of drive shafts from reinforced plastics pipes[P].Europe:0511843A1.1992-4-29.
[15]Lin Sherman,et al.Development of a braided composite drive shaft with captured end fittings[J].Annual Forum Proceedings-American Helicopter Society,2004,60(1):673-687.
[16]蔡浩鵬,王鈞,楊小利.氣囊/VARTM工藝成型三維復合材料傳動軸[J].武漢理工大學學報,2009(11):114-116.
[17]Kim Cheol,White Scott R.Continuous curing and induced thermal stresses of a thick filament wound composite cylinder[J].Journal of Reinforced Plastics and Composites,2001,20(2):166-180.
[18]Kim Jong Woon,Lee Ji Hyung,Kim Hyoung Geun,et al.Reduction of residual stresses in thick-walled composite cylinders by smart cure cycle with cooling and reheating[J].Composite Structures,2006,75:261-266.
[19]Kim Hak Sung,Lee Dai Gil.Optimal design of the press fit joint for a hybrid aluminum/composite drive shaf t[J].Composite Structures,2005,70(1):33-47.
[20]Kim Hak Sung,Park Sang Wook,Lee Dai Gil.Smart cure cycle with cooling and reheating for co-cure bonded steel/carbon epoxy composite hybrid structures for reducing thermal residual stress[J].Composites:Part A,2006,37(10):1708-1721.
[21]Kim Hak Sung,Park Sang Wook,Hwang Hui Yun.Effect of the smart cure cycle on the performance of the co-cured aluminum/composite hybrid shaft[J].Composite Structures,2006,75(1):276-288.
[22]Singha S E,Gubran H B H,Gupta K.Developments in dynamics of composite material shafts[J].International Journal of Rotating Machinery,1997,3(3):189-198.
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
