航空零件裝配后的加工*
2012-10-23 10:03:00蔣君榮
制造技術與機床 2012年2期
關鍵詞:工藝
蔣君榮 尹 洋
(西華大學機械工程及自動化學院,四川成都 610039)
航空零件的裝配后加工一般都是最后一道加工工序,加工余量少,尺寸精度高,屬于輕型加工。由于零件已去除了所有的加工余量,零件的強度和剛度都相對比較差,容易變形,且航空零件對質量的要求較高,不能有碰傷劃傷等表面缺陷,所以大多數裝配后的小型加工都是手動加工。
1 起落架零件在裝配后加工的難點
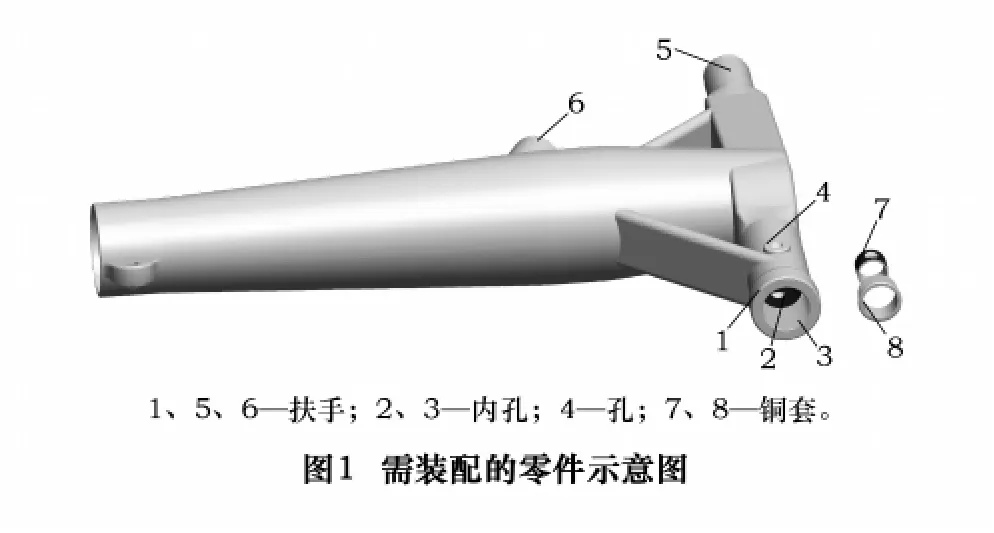
圖1是某型號飛機起落架的主零部件示意圖。在扶手1的內孔2、3處需要裝配2個銅套,7、8為待裝銅套。裝配后兩個銅套有同軸度要求,銅套7相對于孔4有位置度要求。
難點1:在此裝配工序前已完成了所有機械加工和特種加工,即:扶手5、6處的鍍鉻,所有外表面及大部分內孔的鍍鎘,以及內孔2、3內的鍍鎘噴底漆。鎘層比較軟,極易碰傷劃傷。扶手5、6處的鉻層也極易碰傷,零件的碰傷劃傷是不能接受的。
難點2:工件較大,外形不規(guī)則,裝夾不方便,定位困難。工件主體部位部分位置壁厚不超過3 mm,不能受力過大,受力過大工件易變形。為保證工件孔的同軸度和位置度滿足要求,加工時最好使工件處于自由狀態(tài)[1](或夾緊力盡可能小),刀具處于自由狀態(tài)(避免引入裝夾誤差)。綜合以上原因,手動加工就是更好的選擇。
難點3:銅套裝配是過盈配合,冷凍后用專用工具裝配。由于隔層和底漆都有一定公差范圍,每次裝配的過盈量和銅套的變形都不同,隔層和底漆的厚度和均勻度控制更困難,裝配后銅套的變形就更大,這就使裝配后的加工也更加困難。
2 以前的加工工藝和加工中所遇到的問題
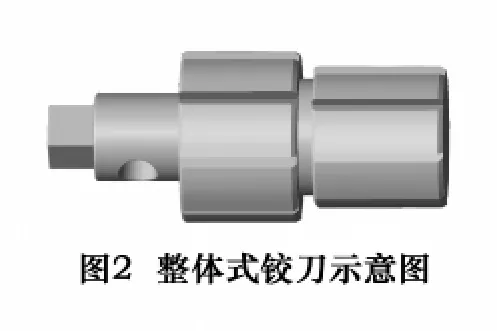
以前的加工工藝是參照國外某公司的加工工藝,用圖2所示整體式鉸刀對兩個銅套同時加工,利用兩段鉸刀的同軸度保證兩個銅套的同軸度。利用底孔2和孔4的位置度保證銅套對孔4的位置度。經實踐證明,在加工余量足夠的情況下,此工藝是可以保證零件的精度達到要求的。
問題1:由于銅套變形引起兩個銅套內孔局部錯位,同時加工兩個孔是極其困難的,每段鉸刀的8個刃口均為切削刃,實際加工時切削力很大。實踐證明,在每個孔的直徑加工余量超過0.06 mm不能同時對兩個孔進行手動加工。
問題2:銅套本來的加工余量加上過盈量和銅套的變形量,直徑加工余量就有0.15~0.2 mm,這樣就不得不增加一道珩磨工序分別對兩個孔去余量[2]。珩磨后留余量0.08~0.1 mm(余量太少鉸不圓),粗鉸留余量0.04~0.06 mm,再精鉸到尺寸。即使鉸兩次,兩個銅套同時全部鉸圓的工件也不超過50%。加上局部未鉸圓但可讓步接受(Concession)的,產品合格率也很難超過80%,產生大量的返工。每次返工都得報廢2個銅套,甚至引起整套工件報廢(曾經報廢過一套)。
問題3:①由于加入珩磨工序,工件就不得不裝夾在機床上,免不了工件的磕碰劃傷,增加額外的返工;②短孔珩磨宜采用剛性聯(lián)接的珩磨頭,但為減少工件孔中心和珩磨主軸的同軸度要求,實際采用的是珩磨頭和主軸浮動聯(lián)接,這樣就勢必引起孔形和軸線誤差;③珩磨工序本身也存在許多其他產生誤差的原因[3],對操作者的技能要求也較高。
問題4:由于同時鉸削2個孔的切削力很大,一般需要1個人鉸削,2個人扶持工件(工件不能大力裝夾),效率極其低下。
問題5:同樣由于切削力大,鉸刀磨損很快甚至崩刃損壞[4],一般約加工10件就得換鉸刀,成本太高(一把鉸刀至少3 000元人民幣)。
由于成本高,質量不穩(wěn)定,效率低下,工藝的改進就勢在必行。
3 工藝改進
目前國內特種工藝和裝配工藝還處在摸索發(fā)展階段,短時間要達到國外的水平還不太現(xiàn)實。嚴格控制漆層和鎘層的厚度和均勻度,可以一定程度減小銅套變形,相應減小加工難度,但也取消不了珩磨。 根據互為基準原則[5],對鉸削加工進行改進。將整體式鉸刀改為分體單刃可調式,利用2個孔互相定位分別進行加工。先用銅套7定位鉸銅套8,再用銅套8定位鉸銅套7(經實踐證明,2個銅套交換先后加工順序也是可以的)。
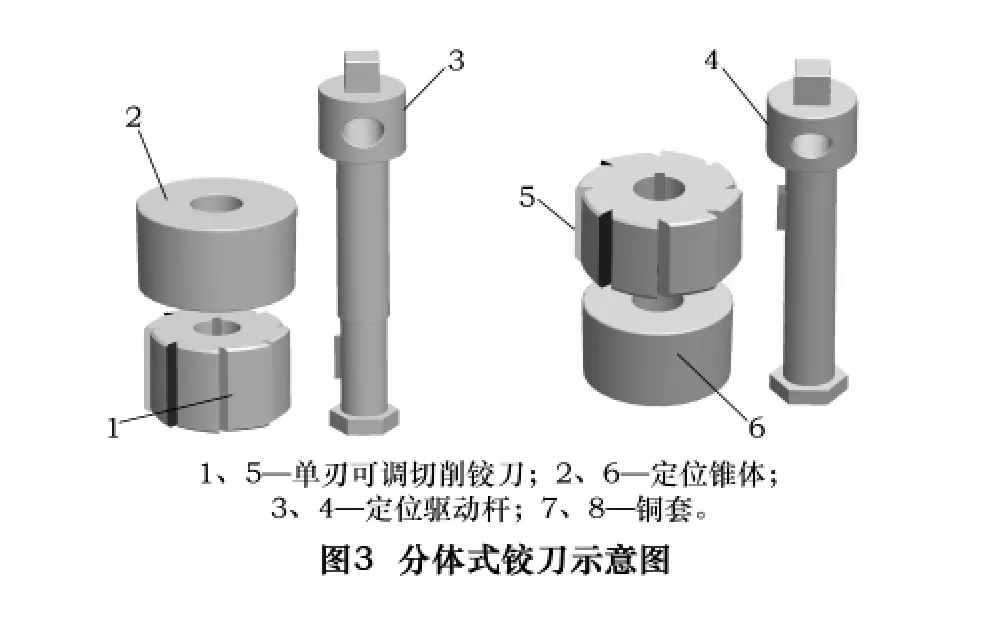
分體式鉸刀和定位元件設計如圖3。圖中1、5為單刃可調切削鉸刀,每個鉸刀共有8個刀刃,只有1個刀刃為可調切削刃,其余7個刀刃為定位修光刃。實際加工時只有切削刃參與切削,修光刃主要起定位作用,這樣就大大減小了切削力,使手動加工不再困難。2、6為錐度1∶200的定位錐體,3、4為定位驅動桿,利用鍵和鍵槽配合帶動鉸刀旋轉。定位桿的孔用于手動鉸削時放加力桿用,上部方頭用于氣動鉸削,下端的螺母用于取出鉸刀和取定位錐體,鉸刀靠自重進給。
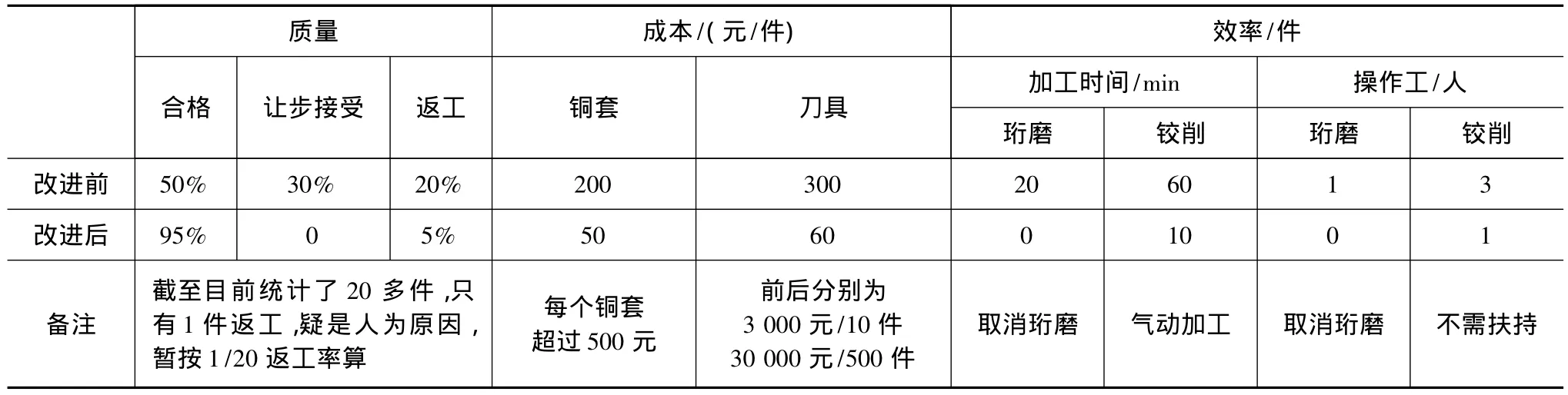
表1 改進前后效益對照表
4 改進后效果
表1是改進前后成本、質量、效率的對比。由表1可以看出,改進后效果顯著,主要體現(xiàn)在以下幾點。
(1)質量大幅度提高。杜絕了讓步接受的工件,只出現(xiàn)了一件非工藝性返工工件,證明了改進工藝的合理性和有效性,也解決了此工件幾年來存在的質量問題。
(2)生產效率大幅度提高。由于單刃切削的切削力小,改人工手動鉸削為氣動鉸削,大大提高刀具的轉速和切削速度,進而大幅度提高了生產率。
(3)大大降低了操作者的勞動強度。加工人員由3人降為1人,加工由手動改為氣動,使加工更人性化。
(4)成本大幅度降低。①刀具成本降低:以前的鉸刀約每把3 000元,只能鉸10件。現(xiàn)在的鉸刀雖然兩把,成本約30 000元,但切削力小,磨損小且可調,預計可加工超過500件,單件刀具成本大幅下降,也間接保證了工藝的穩(wěn)定性(不再有因換刀原因造成的工件不合格);②銅套成本降低:改進后基本沒有銅套報廢,銅套的成本也基本降到最低。
(5)減少工序。改進后切削力小,不需珩磨去余量。取消珩磨工序,既杜絕了因珩磨工序的碰傷劃傷而造成的不必要返工,也杜絕了珩磨工序本身造成的質量問題,還保證了鉸削有充分的加工余量,使不返工成為可能。
5 結語
以上分析了一個航空零件在裝配后的加工實例,提出了其中的加工缺陷和應對策略,為相似的航空零件加工和國外工藝本土化提供了參考。當然,航空零件裝配后的加工是多種多樣的,需根據具體問題具體分析,才能達到提高質量,降低成本的目的。
[1]曾六生.飛機零部件裝配精加工工藝研究[D].西安:西北工業(yè)大學,2005.
[2]上海善能機械有限公司.珩磨技術的特點與改進[J].制造技術與機床,2004(9):92-94.
[3]張云電.現(xiàn)代珩磨技術[M].北京:科學出版社,2007:27-35.
[4]劉越.機械制造技術[M].北京:化學工業(yè)出版社,2003:203-204.
[5]王啟平.機械制造工藝學[M].5版.哈爾濱:哈爾濱工業(yè)大學出版社,1999:89.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
