螺紋磨床CNC砂輪修整器設計與修型方法研究
2012-10-23 10:02:56李志峰趙永強魏偉鋒侯紅玲趙甲寶
制造技術與機床 2012年2期
關鍵詞:方法
李志峰 趙永強 魏偉鋒 侯紅玲 趙甲寶 周 斌
(①陜西理工學院機械工程學院,陜西漢中 723003;②陜西漢江機床有限公司,陜西漢中 723003)
砂輪修整器是螺紋磨床的關鍵部件之一,其結構直接影響螺紋磨床整體結構和加工能力。CNC砂輪修整器的開發與研制,拓寬了螺紋磨床的應用范圍,提升了國產數控螺紋磨床的水平,滿足了機加工領域廣大用戶的不同使用要求[1]。同時,CNC砂輪修整器也改變了傳統螺紋磨床砂輪修整的方法,極大提高了螺紋磨床的加工精度和加工效率,特別是對于復雜螺旋面的磨削成為可能。雖然CNC砂輪修整器使砂輪的修型實現了數控化,但是也離不開人為的干預,尤其對于新砂輪的初始修整。在新砂輪初始修整時,如果修型方法選擇不當,就會造成新砂輪無法修型,砂輪型面無法控制和砂輪的浪費,嚴重的會造成修型用金剛盤的早期損壞和磨床機體的損傷。本文將以SK7450螺紋磨床CNC砂輪修整器為例,分析并介紹一種新的砂輪修型方法,在保證螺紋磨床正常工作前提下,提高砂輪修型質量和修型效率,提高砂輪利用率。
1 CNC砂輪修整器的結構及原理
SK7450螺紋磨床的CNC砂輪修整器傳動結構如圖1所示。在實際工作中,砂輪由專用的伺服電動機進行驅動。砂輪修整器的安裝底座8與砂輪頭架為一體。砂輪修整器的金剛盤由電動機4驅動實現修整輪的主運動,二者裝在與砂輪軸線相垂直的導軌上,在電動機9的驅動下,經絲杠5傳動實現金剛盤沿砂輪徑向進給。修整金剛盤連同徑向進給驅動裝置(電動機9、絲杠5和豎直運動導軌等)在電動機7的驅動下,經絲杠6傳動,沿著與砂輪軸線平行的導軌進給實現金剛盤沿砂輪寬度方向的修整。通過以上兩個相互垂直的直線進給運動,可以完成砂輪的修型。

2 CNC砂輪修整器工作過程
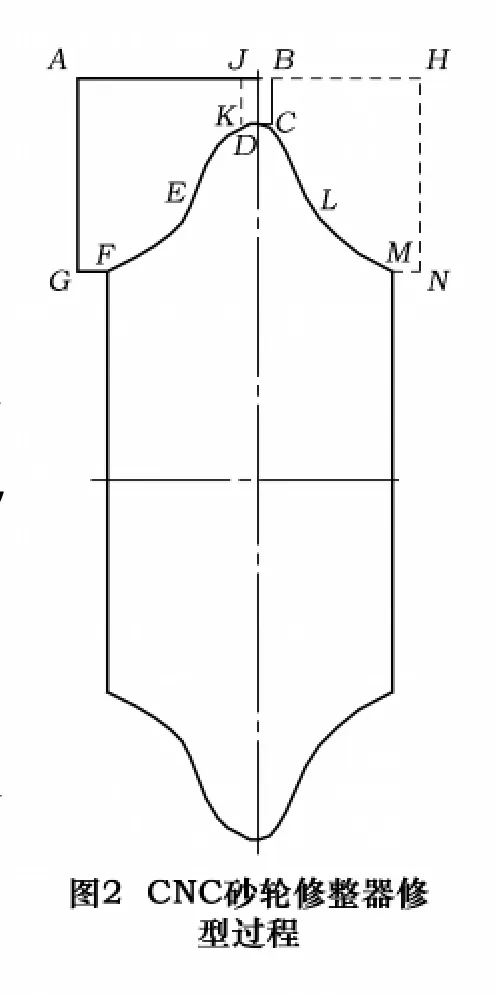
SK7450螺紋磨床的CNC砂輪修整器對砂輪的修型過程如圖2所示。在工件磨削時所需的回轉體砂輪的母線為曲線FEDLM,為了修型方便,將此曲線以近似寬度中心D點為分界點分為左側母線DEF和右側母線DLM。砂輪的左側母線DEF由修整器左側金剛盤修整,砂輪的右側母線DLM由砂輪修整器右側金剛盤修整。
當砂輪修整器處于零位時,左側金剛盤的位置在A點,右側金剛盤的位置在H點。開始修型時,先由左側金剛盤經A→B→C→D→E→F→G→A的修整路線對砂輪左側進行修整,形成砂輪左側母線DEF段,之后左側金剛盤回到其零位;然后由右側金剛盤經過H→J→K→D→L→M→N→H的修整路線修整砂輪右側母線DLM段,之后右側金剛盤回到其零位;至此完成砂輪的一次修型過程。
修型過程中,左側金剛盤的有效修型路徑為DEF段,右側金剛盤的有效修型路徑為DLM段,其余路徑為輔助修型路徑。在輔助修型路徑中,對于左側金剛盤修型路線中添加FG段的目的是讓修整器左側金剛盤在完成DEF段修型后能離開砂輪左側而安全回到零位。同理右側MN段的設計也是如此。另外,設置左側金剛盤修型路徑中的CD段的目的是在左側金剛盤在修整左側母線DEF段之前將母線最高點進行打頂。右側金剛盤修型路徑的KD段的設置也是一樣,因此經過CD段和KD段的交叉修型,使砂輪在經過左、右兩側分開修行后在接合點處實現平滑連接。
3 砂輪初始修型方法
以上介紹的修型方法是在磨削過程中對砂輪的修型,其前提是砂輪已修整成所需要的截形,只是隨著磨削的進行而對砂輪進行再次修銳。在數次修整后砂輪的直徑會越來越小,因此,必須對砂輪的轉速進行適當的補償以實現工件的恒速磨削[4]。另外,當砂輪截形母線的最小直徑接近于砂輪法蘭的直徑尺寸時,必須跟換新砂輪。對于新更換的砂輪,必須對其進行初始修型。砂輪的初始修型方法直接影響砂輪的修型質量、修型效率和砂輪的利用率以及金剛盤修整輪的使用壽命。如圖3所示,新換砂輪是直徑為Dsj的一個回轉圓柱體。實際磨削時需要的砂輪截型母線是曲線1,因此必須將砂輪軸截面截形由原來的矩形修成曲邊梯形。
先前為了操作方便和增加金剛盤的使用壽命,采用手工方式將砂輪外輪緣進行倒角。將新砂輪矩形截面修成錐形截面,這樣的初始修型效率高,在很短時間內讓初始修型量大為減少。但是,這樣做很容易讓砂輪的曲線偏移,反而增加后續修型難度,降低修型效率。

為了充分發揮CNC的優勢,盡量減少手工操作的誤差,提高砂輪的修型效率,現采用母線1的修型程序段,采用多次修型的方法完成初始修型過程。具體操作方法為:
將砂輪直徑由原來的Dsj延伸至Djx(實際在直徑Dsj和Djx之間不存在砂輪實體),在開始修型時,先按照母線5的路徑完成一次修型,然后讓砂輪修整器沿砂輪徑向進給,按照母線4的路徑再次修型。以此類推,直到金剛盤的運動路徑與母線1重合時就完成了砂輪的初始修型。
這種方法的特點是CNC的修整程序無需單獨設計;砂輪初始修型的結束控制很容易實現,有利于提高砂輪的利用率。另外,在初始修型的過程中修整器大部分時間處于非工作狀態,有利于延長修整器的使用壽命。
4 結語
本文主要針對SK7450螺紋磨床用CNC砂輪修整器的結構和工作過程,介紹了CNC砂輪修整器實現砂輪修整方法。尤其對于新換砂輪的初始修型提出了一種新方法。該方法充分利用了CNC砂輪修整器數控化的優點,在無需進行新程序設計的前提下,對于提高砂輪的利用率和修整器使用壽命非常有利。該方法簡便易用,適合于在其他類型和規格的磨床CNC砂輪修整器中推廣應用。
[1]周斌.SK7450×100數控絲杠磨床的開發與研制[J].數控機床市場,2006(9).
[2]袁周華.曲紋蝸桿螺旋面的精密磨削[J].機械工藝師,2000(4).
[3]吳序堂.齒輪嚙合原理[M].北京:機械工業出版社,1982.
[4]趙永強,侯紅玲,李志峰,等.恒速磨削的實現方法與機床設計[J].機床與液壓,2010(3).
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
