一種有效防止磁鋼脫落的轉子外套
2012-10-23 10:02:52楊慶忠
制造技術與機床 2012年2期
關鍵詞:不銹鋼
楊慶忠
(寧波韻升高科磁業有限公司,浙江寧波 315040)
隨著永磁材料性能的不斷提高和完善,特別是釹鐵硼永磁的熱穩定性和耐腐蝕性的改善及電力電子元件的進一步發展和改進,稀土永磁電動機的應用和開發進入一個新階段,目前正向大功率化(超高速)、高功能化(高溫電動機)方向發展。為此,對與之相配能夠在高速、高溫環境下工作的稀土永磁精密轉子的制作要求也就越來越高。
目前稀土永磁精密轉子所用的磁鋼,大多數是先整體電鍍、充磁后,再使用粘接劑在一定的條件下將其連接到芯軸上。這種結構最大的弊端在于磁鋼鍍層和粘接劑的親和性極差,粘接不牢,粘接劑很容易從鍍層上脫落,電動機的轉速、溫度不能太高,因為高速電動機在旋轉時有很大的離心力,高溫又將大大減弱粘接劑的粘接強度,最終造成磁鋼脫落。
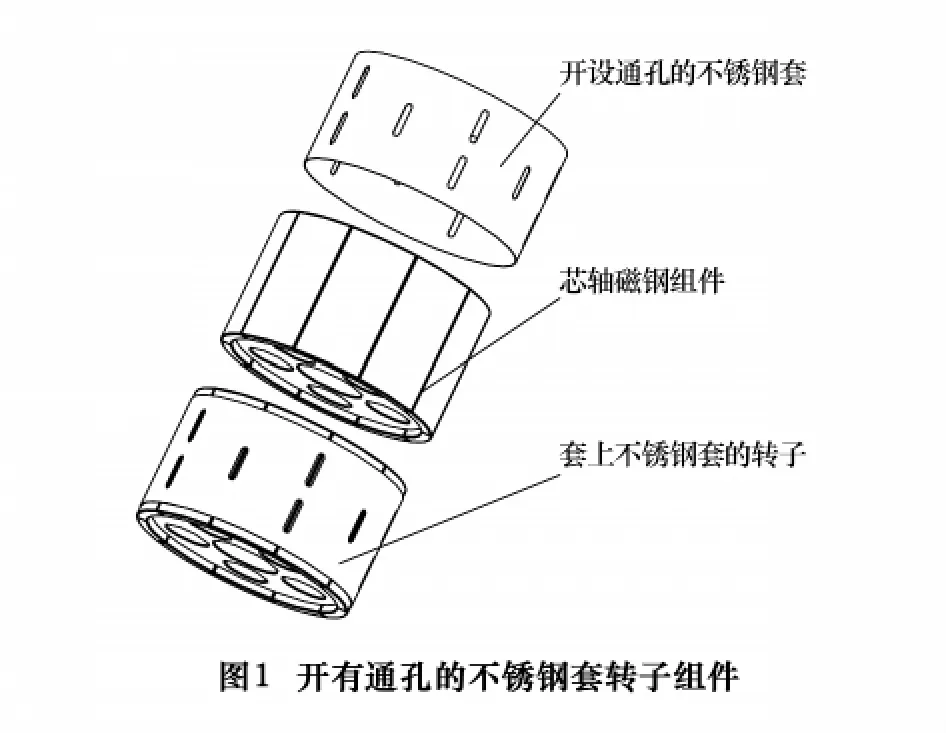
一種有效保護磁鋼脫落的電動機用稀土永磁轉子如圖1,由磁鋼與芯軸利用粘接劑連接成整體組件,組件外再加不銹鋼套。不銹鋼套內孔與芯軸磁鋼組件的外徑為過盈配合,不銹鋼套周邊上開設有一定數量的通孔。同傳統的不銹鋼套相比,此結構所使用的不銹鋼套,與轉子間始終保持緊密配合,不銹鋼套始終保持著彈性變形,可以有效防止轉子在工作中磁鋼出現脫落;因為在不銹鋼套的有效周長上開有不同程度的通孔,轉子在高溫旋轉下,不銹鋼套在徑向方向上熱膨脹大為減弱,避免了轉子在工作過程中因溫度升高、不銹鋼套膨脹而造成的與轉子之間轉化為間隙配合,使得磁鋼在高速工作條件下能承受較大的離心力,有效防止了磁鋼脫落。
1 不銹鋼套內孔徑向過盈配合的選擇
1.1 不銹鋼套與轉子徑向配合特性
有效防止磁鋼脫落的不銹鋼套,在與轉子組件之間配合時必須滿足一定的要求:如果不銹鋼套與轉子組件之間為間隙配合,轉子在工作過程中就有可能將不銹鋼套甩偏,不能有效防止磁鋼脫落;更糟糕的是當不銹鋼套出現甩偏后,不銹鋼套在電動機氣隙間極易造成電動機運轉障礙,將電動機卡死,甚至將電動機燒毀;如果不銹鋼套與轉子組件之間的過盈配合時過盈量太大,當不銹鋼套壓入轉子上時,就會出現應變硬化,即應變超過比例極限(彈性極限)后,不銹鋼套的微觀結構將發生塑性流動,此時卸載后,不銹鋼套將不能從強制變形狀態恢復到原形,即不銹鋼套失去彈性作用,這時轉子在工作過程中,只要溫度稍有升高,不銹鋼套與轉子之間即轉變為間隙配合,轉子在工作過程中,也會出現不銹鋼套的甩偏現象;只有當不銹鋼套與轉子之間選擇了合適的過盈配合量,這種配合能始終保證不銹鋼套的彈性變形特征,這是有效保護磁鋼不會出現脫落的重要條件。
1.2 SUS304L不銹鋼套壓入模擬設計
本模擬設計采用ABQUS動態力學模擬軟件,圖2是模擬示意圖。壓頭將SUS304L不銹鋼外套緩緩壓入轉子組件中,轉子組件和不銹鋼外套之間在徑向為過盈配合,轉子組件的底部固定,轉子組件和不銹鋼外套之間無摩擦。此模擬試驗中,轉子組件外徑與不銹鋼外套內徑尺寸均為100 mm,不銹鋼外套厚度為0.3 mm,轉子組件與不銹鋼外套的有效配合高度(即轉子組件壓入不銹鋼外套的總深度)為60 mm,要求模擬裝配過程中不銹鋼外套受壓。
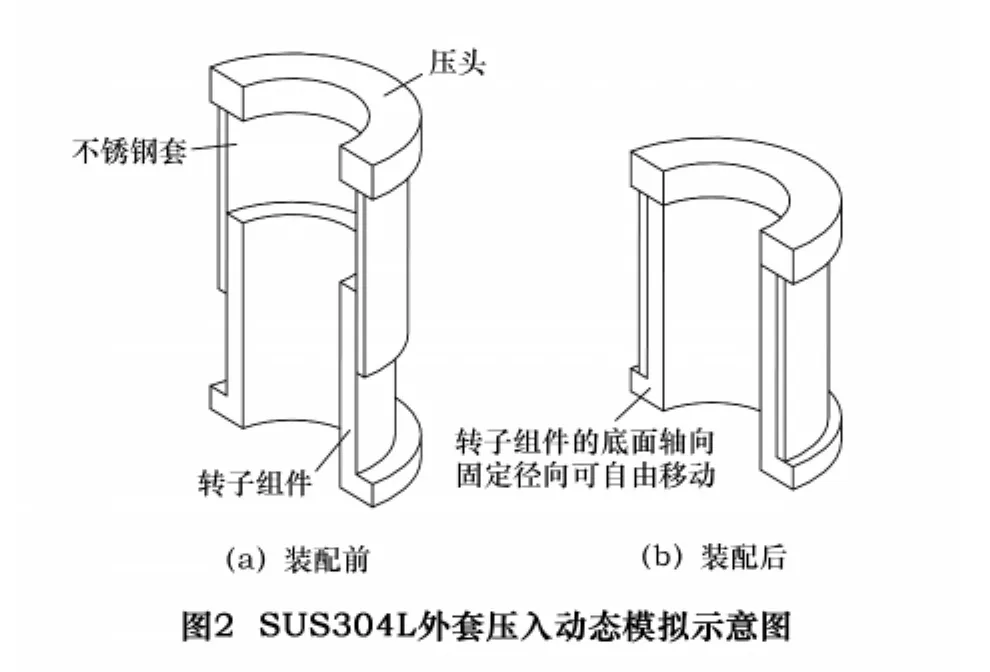
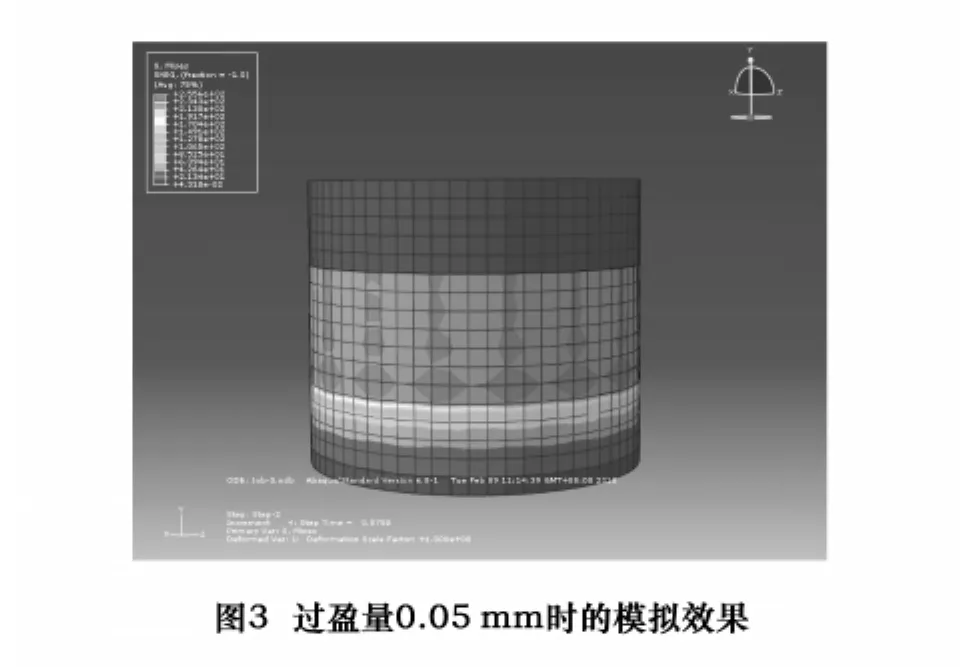
圖3是ABQUS動態力學模擬軟件對SUS304L不銹鋼外套壓入轉子組件整個過程的模擬結果。轉子組件與不銹鋼外套之間的過盈量為0.05 mm,隨著轉子組件不斷地被壓入到不銹鋼外套中,不銹鋼外套所受的徑向壓強沿壓入方向遞減,所受壓強最大處為剛壓入的不銹鋼套上部,約為255 MPa。根據ABQUS動態力學模擬軟件所模擬的結果,SUS304L不銹鋼外套與轉子組件之間過盈配合不同,則不銹鋼外套所受到的徑向壓強也不同,圖4給出了兩者間的關系。

1.3 結果與分析
圖4顯示了轉子組件與不銹鋼外套不同的過盈量配合,與不銹鋼外套所受徑向壓強兩者之間的關系。該圖顯示了不銹鋼外套變形從零開始直至發生明顯的塑性變形的全過程。這個過程可分為兩個不同的階段:過盈量0~0.16 mm階段,即彈性變形階段,作為合理的近似,此時不銹鋼外套服從胡克定律,應力與應變成正比,在這一階段,在卸除載荷后、不銹鋼外套完全并立即從強制的變形狀態恢復到原形;過盈量大于0.16 mm階段,即開始發生塑性變形階段,隨著過盈量(應變)的增大,不銹鋼外套的應變最終偏離了線性的比例關系,在此階段,材料內部的分子或微觀結構重新排列或調整,原子移動到新的平衡位置,這一階段是材料發生塑性變形階段,其實質是分子的活動性,由分子的錯位運動引起。這種與塑性流動相關的微觀結構重新調整通常在卸載后并不能逆轉。
上述過盈量0.16 mm,是不銹鋼外套由彈性形變轉向塑性形變的偏離點,要使不銹鋼外套裝入轉子組件后,保持彈性變形特性,上述不銹鋼外套與轉子組件之間的過盈配合公差應選擇在0~0.16 mm之間。
2 減小溫度變化對不銹鋼套內孔熱膨脹的影響
2.1 溫度變化對不銹鋼套內孔過盈量的影響
電動機的溫度隨著使用環境的不同,和使用過程中工作狀態的不同,會發生變化。目前稀土永磁電動機的應用和開發正向高功能化方向發展,對耐高溫提出了一定的要求。電動機在工作過程中,有時溫度可高達180℃,在如此高的工作溫度下,考慮材料的熱膨脹影響,前面所描述的不銹鋼套與轉子組件間的彈性配合,即兩者間過盈配合公差0~0.16 mm,并不能百分之百滿足有效防護磁鋼脫落的要求。
根據下面的熱膨脹公式:
其中:ΔL為材料熱膨脹造成的長度改變,在這里指的是不銹鋼套內孔周長熱膨脹時的增加量,或是轉子組件外徑周長熱膨脹時的增加量;L為原材料長度,在這里即是不銹鋼套內孔周長或是轉子組件外徑周長;ξ為材料熱膨脹系數;ΔT為溫度的改變。
轉子組件材料是普通碳鋼,其熱膨脹系數ξ1為10×10-6/℃,SUS304L不銹鋼套的熱膨脹系數 ξ2為14×10-6/℃。電動機在工作過程中,溫度由常溫25℃升高到180℃時,由于不銹鋼套的熱膨脹系數比轉子組件的熱膨脹系數大,根據上述熱膨脹公式計算可得,不銹鋼套在徑向上熱膨脹變化量將會比轉子組件在同樣方向上熱膨脹變化量大0.062 mm。假如不銹鋼套與轉子組件間配合的過盈量小于0.062 mm,當電動機出現溫升時,就不能避免不銹鋼套因膨脹而造成的不銹鋼套與轉子之間轉化為間隙配合,轉子在工作過程中,就有可能將不銹鋼套甩偏,就不能有效防止磁鋼脫落。
2.2 減小不銹鋼套內孔受熱膨脹影響的試驗設計
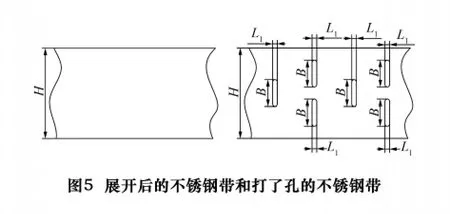
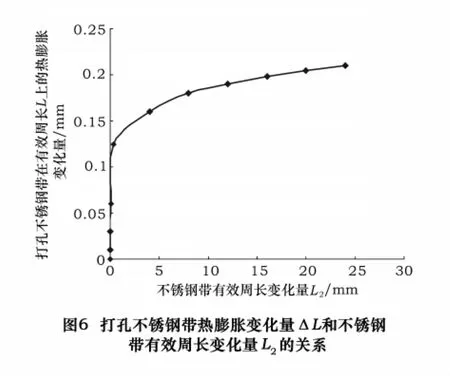
如何減小溫升對不銹鋼套熱膨脹變化量的影響,從而保證不銹鋼套與轉子組件間始終保持過盈的彈性變形配合;由熱膨脹公式可知,對于一定的材料,ΔT又是恒定的,要減小不銹鋼套內孔受熱膨脹的影響,最容易想到的是減小不銹鋼套內孔有效周長L。如何減小不銹鋼套內孔的有效周長L,圖5給出了一種試驗設計方案:左邊是上述不銹鋼套沿著一母線(母線高度為H)展開后的不銹鋼帶(圖中是沿鋼帶周長方向上截取的一部分)。所謂不銹鋼套內孔有效周長L,就是指展開后的不銹鋼帶總長度L,當熱膨脹系數ξ2一定時,這個有效周長L完全符合上述熱膨脹公式;右邊給出了沿周長L方向上打了孔的不銹鋼帶,每個孔高度為B,其中H=3B,每個孔寬度為L1,每3個孔為一組,這樣每設計3個孔,就相當于不銹鋼帶在有效周長L上減少了L1,沿著不銹鋼帶周長L上共設計了4組以上的孔,就相當于不銹鋼帶在有效周長L減少了L2=4L1。孔的寬度L1是個變量,所以L2也是個變量。本試驗方案的設計:主要是來驗證在不銹鋼帶上打不同寬度的孔,由常溫25℃升高到180℃后,打孔的不銹鋼帶相對于沒有打孔的不銹鋼帶在有效周長L上的熱膨脹變化量ΔL,與不銹鋼帶在有效周長上的變化量L2之間的關系,圖6是根據試驗給出了兩者之間的變化曲線圖。
2.3 結果與分析
由上述減小不銹鋼套內孔受熱膨脹影響的試驗設計及熱膨脹公式可知,ΔL在數值上,實際上就是L2的熱膨脹變化量,ΔL與L2之間的關系應成線性關系,但是圖6給出的試驗結果并非如此。
從固體材料的熱膨脹本質來分析,固體材料的熱膨脹本質,歸結為點陣結構中原子間平均距離隨溫度升高而增大,如果固體材料的結構較疏松,內部空隙多,這樣當溫度升高時,原子振幅加大,原子間距離增加時,部分地被結構內部的空隙所容納,而整個物體宏觀的膨脹量就少些。上述打了孔的不銹鋼帶結構,實際上在宏觀上局部地增加了材料內部空隙,當溫度升高時,原子間距離增加,沿周長方向上開始膨脹,而在孔的位置,這種膨脹部分地被孔容納,這樣整個鋼帶在有效周長上的宏觀膨脹量就減少。
所以打孔的不銹鋼帶在受熱膨脹時,影響熱膨脹變化量ΔL的有兩個因素:一個是在有效周長L上的變化量L2,L2隨溫度升高的熱膨脹變化對ΔL的貢獻可以用上述熱膨脹公式來解釋;另外一個影響因素就是上述講到的固體材料打孔結構,這種由結構隨溫度升高的熱膨脹變化對ΔL的貢獻,主要取決于材料內部原子的擴張。圖6的曲線可以分為兩個階段:第一個階段是L2值很微小的變化階段,這個階段不銹鋼帶熱膨脹變化量ΔL主要受固體材料打孔結構的影響,溫度升高時,不銹鋼帶在周長上的熱膨脹大部分被孔容納,這時的ΔL是急劇上升變化;第二個階段是L2變化明顯的階段,這個階段孔結構的影響已不很明顯,不銹鋼帶熱膨脹變化量ΔL主要是受不銹鋼帶在有效周長上變化量L2的影響,但因為同時受打孔結構的影響,ΔL與L2之間并非成線性關系。
由上述試驗及圖6可知,當不銹鋼帶有效周長變化量L2為12 mm,即每個孔寬度L1=3 mm時,打孔不銹鋼帶在有效周長L方向上的熱膨脹變化量ΔL為0.2 mm,即打了孔的不銹鋼帶較沒有打孔的不銹鋼帶在有效周長L方向上熱膨脹可減少0.2 mm,折算到不銹鋼套在徑向上熱膨脹變化量將會減少0.065 mm。當不銹鋼套與轉子組件間的過盈量控制在0~0.16 mm,且不銹鋼套每個孔的長度L1大于3 mm時,當轉子溫升從常溫25℃升高到180℃后,打孔不銹鋼套完全可以在保證彈性變形的范圍內,保持與轉子組件的緊密配合,從而有效防止磁鋼的脫落。
[1]陳兵芽,劉瑩,胡敏,等.石蠟熱膨脹性能試驗裝置的研究[J].制造技術與機床,2008(1):19-21.
[2]高建忠,馬秋榮,王長安,等.國產X80管線鋼的應變時效行為及預防措施[J].機械工程材料,2010(1):5-8.
[3]Dacid Roylance.應力 -應變曲線[DB/OL].百度文庫,2001.
[4]劉強.材料物理性能[M].北京:化學工業出版社,2009.
[5]沈觀林,胡更開.復合材料力學[M].北京:清華大學出版社,2006.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
