超聲輔助電火花加工電介質擊穿電壓研究*
2012-10-23 10:02:42常偉杰張建華
制造技術與機床 2012年2期
關鍵詞:振動
常偉杰 張建華 朱 濤 王 濤
(山東大學機械工程學院高效潔凈機械制造教育部重點實驗室,山東濟南 250061)
復合加工技術綜合多種加工方法,利用多種能量形式的綜合作用實現對工件材料的加工,其中包括傳統加工與特種加工的復合、特種加工與特種加工的復合等。超聲振動輔助電火花放電加工技術是近年來研究發展的新型電火花加工技術之一,在工具電極上施加超聲振動,參數選擇合理不僅可以提高加工效率,而且可以降低電極損耗,是21世紀有可能取得突破的綠色加工技術之一[1-3]。
1989 年,法國的 D.Kremer,J.L.Lebrun,B.Hosari和A.Mosisan系統地研究了超聲振動對電火花加工性能的影響[4-5]。結果表明,超聲振動提高了加工速度,粗加工提高10%,精加工提高400%,并使加工過程更穩定。筆者把超聲振動引入到電火花放電加工過程中,取得了良好的效果[6]。在電火花放電加工中引入超聲振動,可以改善電火花放電的間隙狀態,增加火花放電,減少電弧放電,減少電極在加工過程中的抬刀次數,提高電火花放電加工的加工效率。
超聲振動在復合加工過程中的作用機理主要包括[7]:超聲振動可以改善電火花放電加工的間隙狀態,減少短路與電弧放電;影響放電通道的形成;超聲空化作用、攪拌破碎作用促進電蝕材料的拋出,提高加工速度。此外,超聲振動還可以降低電介質的擊穿電壓,本文將對此進行深入的研究。
1 理論推導
1.1 極間電容計算
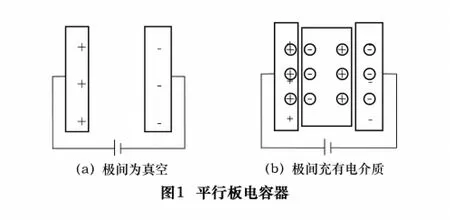
如圖1a所示,假設工具電極與工件組成一對平行板電容器,其極板面積為S,極板間距為放電間距d,其間為真空,當給兩極接通電壓為UV的電源時,電容器將充電至UV。假設充電之后極板上帶有的電荷量為Q0,則定義該電容器的電容量為:

式中:C0為電容量,F;Q0為電荷量,C;U為極板間的電位差,即極間電壓,V。
當極板間充滿電介質(如煤油)之后(如圖1b所示),

式中:C為充有電介質的平行板電容器的電容,F;S為兩極板的正對面積,cm2;σ為充有電介質的平行板電容器極板上的電荷密度,C/cm2;σ0為極間為真空的平行板電容器極板上的電荷密度,C/cm2;σ'為束縛電荷密度,C/cm2;εr為電介質的相對介電系數。
平行板電容器的電容值C與兩極板正對面積S成正比,與兩極板間距離d成反比,與極間電介質的介電常數成正比。

兩極板間場強公式為

式中:E為板間場強,V/cm。
超聲振動振幅的變化規律為

式中:A為振幅,μm。
工具電極施加軸向超聲振動之后,極間距d的變化規律為

電容值的變化規律為

電容的變化范圍為(εrS/(4πk(d+A)),εrS/(4πk(d-A)))。當極間距達到最大時,電容值達到最小,根據式(1)可得極板上的電量變化規律為

當板間距最大時,極板上的電量值為
當板間距達到最小時,極板上的電量值為
假設極間電壓U不變,放電間距為10 μm,超聲振幅為 5 μm,則Q2=3Q1。
極間電場的變化規律為

極間電場的變化區間為(U/(d+A),U/(d-A))。
1.2 擊穿電壓計算
在電火花放電加工過程中,由于煤油的裂解會產生大量的碳粒,放電時金屬濺射出的微粒也分布在煤油中,導致煤油里混合了大量的碳粒和金屬微粒。煤油中混入碳粒與金屬微粒會導致電場的畸變,使均勻的電場變得不再均勻(如圖2所示)。
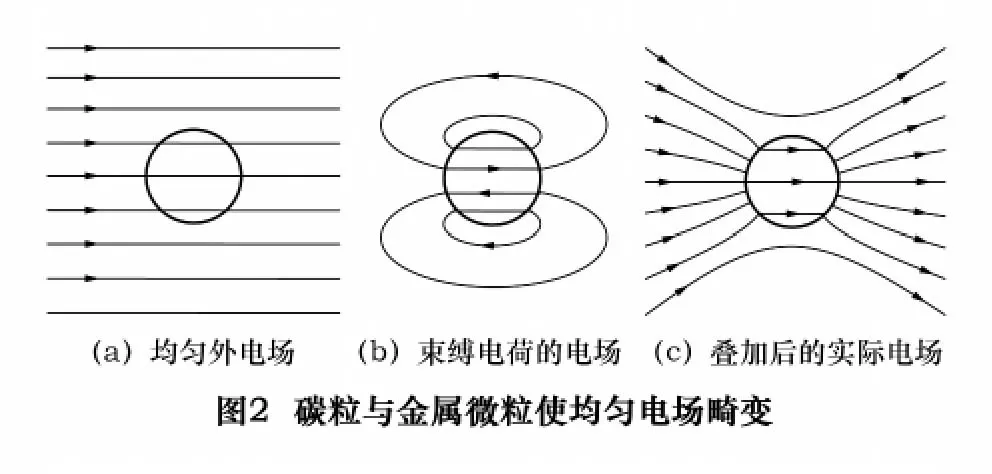
疊加之后的電場[8]為

式中:EM為加工介質的臨界場強,V/cm;E0為均勻電場場強,V/cm;ε1為加工介質的相對介電系數;ε2為混入介質的相對介電系數。
煤油中混有碳粒或金屬微粒時,由于碳粒和金屬微粒都是導體,在靜電場中的計算可以認為它們的介電系數無窮大,即ε2=∞。煤油的相對介電系數為2.3。由式(8)可得
極間介質的耐壓變為

式中:Ukp為極間介質的耐壓,V;d為加工間隙距離,cm;Ukp0為純凈極間介質的耐壓,V。
可見擊穿電壓的大小取決于極間電介質的臨界電場強度與兩極間距。
對工具電極附加超聲振動之后,把式(5)代入式(9)得
極間介質的耐壓變化范圍為(Ukp0/3-EMA/3,Ukp0/3+EMA/3)。假設極間電壓U不變,放電間距為10 μm,超聲振幅為5 μm,則當極間距離最大時極間介質的耐壓變化范圍為(Ukp0/6,Ukp0/2)。
當極間距離最小時,極間電介質的耐壓值達到最小,而極間電場達到最大,極間電荷量達到最大,有利于擊穿放電;當極間距離達到最大時,極間電介質的耐壓值達到最大,極間電場達到最小,極間電荷量達到最小,有利于放電通道的消電離。
2 驗證實驗
實驗采用阿奇SF201電火花成型機床,Z軸垂直進給分辨率為1 μm;脈沖電源為HELI-50A型脈沖電源,其脈寬范圍為 1 ~2 000 μs,脈間為 1 ~500 μs,輸出電壓為100~300 V,最大輸出電流為40 A;工具電極與工件均采用45鋼;加工電介質為煤油;工具沿Z軸軸向超聲振動;放電的間隙電壓信號采用普源DS5102CAE型數字示波器采集。

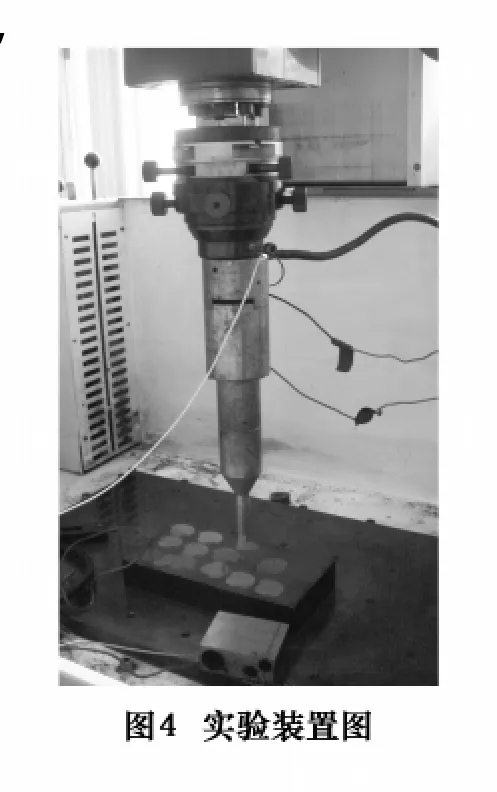
實驗原理如圖3所示,裝置如圖4所示,主要由脈沖電源、工具電極、工件、數字示波器、超聲波發生器、超聲換能器、變幅桿以及機床進給系統等組成。脈沖電源用于提供放電脈沖,其波形為梳狀波形,電源的兩極分別接工具電極與工件;數字示波器直接測量工具電極與工件之間的電壓,并通過PC機讀取和保存電壓波形;超聲波發生器提供超聲振動所需的電能,并通過換能器和變幅桿轉化成一定振幅的超聲振動,實驗中的超聲振動頻率為20 kHz,振幅5 μm;進給由機床的進給系統完成,有3級進給速度,最低進給分辨率為1 μm,實驗中采用機床的正常加工進給策略;實驗外部條件為常溫常壓。實驗中的脈沖與進給參數如表1所示。

表1 實驗參數
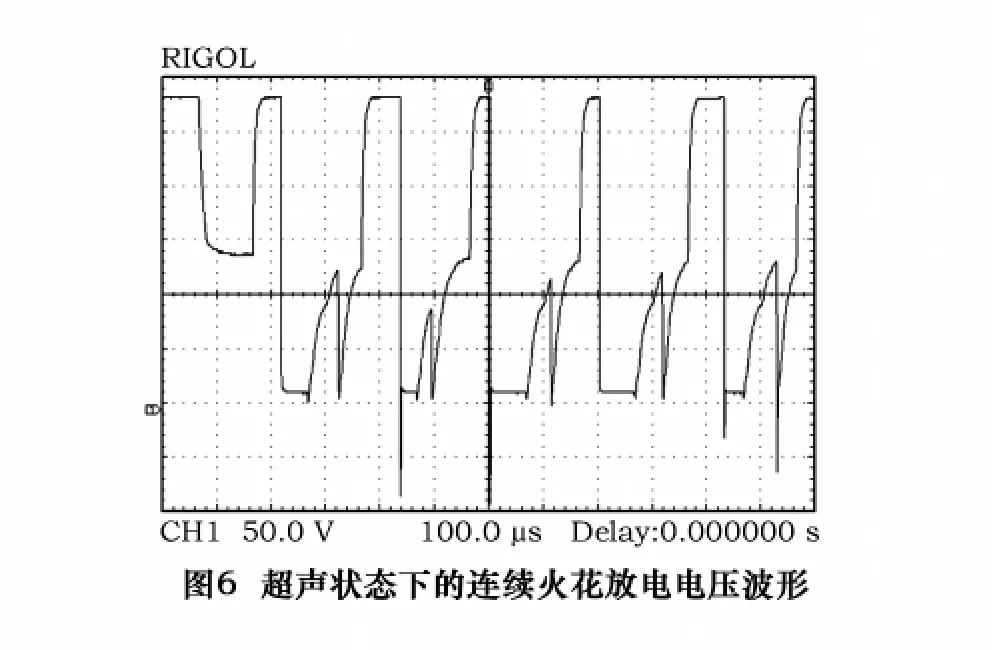
實驗采集的電壓波形如圖5和圖6所示。對比兩圖可知,對工具電極施加超聲振動之后,出現了較多的低壓擊穿現象。

3 結語
通過理論推導和實驗驗證,證明超聲振動對極間電場、極間電介質的耐壓值都有影響,影響的結果是降低了極間電介質的耐壓值。極間耐壓值最小時,極間電荷量與極間電場達到最大,有利于擊穿放電。極間耐壓值達到最大時,極間電荷量與極間電場都達到最小,有利于放電通道的消電離,可以減少電弧放電與短路的發生。在電火花加工過程中,對工具電極施加超聲振動可以改善放電狀態,提高加工效率。
[1]趙萬生.先進電火花加工技術[M].北京:國防工業出版社,2003.
[2]Masanori Kunieda,Masahiro Yoshida.Electrical discharge machining in gas[J].Annals of the CIRP,1997,46(1):143 - 146.
[3]Masanori Kunieda,Yukinori Miyoshi,Tsutomu Takaya,et al.High speed 3d milling by dry EDM[J].Annals of the CIRP.2003,52(1):147-150.
[4]KREMER D,LEBRUN J L,HOSARI B,et al.Effects of ultrasonic vibrations on the performances in EDM[J].Annals of the CIRP,1989,38(1):199-202.
[5]KREMER D,LHIAUBT C,MOISAN A.A study of the effect of synchronizing ultrasonic vibrations with pulses in EDM[J].Annals of the CIRP,1991,40(1):211 -214.
[6]ZHANG J H,DENG J X,QIN Y,et al.Ultrasonic vibration electrical discharge machining in gas[J].Journal of the Materials Processing Technology,2002,129(1/3):135 -138.
[7]徐明剛.超聲震動——氣體介質電火花復合加工技術與機理研究[D].濟南:山東大學,2007:72-81.
[8]李明輝.電火花加工理論基礎[M].北京:國防工業出版社,1989:34-60.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
