飛機結構件復雜結構數控分度頭加工技術的應用研究*
2012-10-23 10:02:38隋少春湯立民楚王偉陳清良李衛東
制造技術與機床 2012年2期
關鍵詞:結構
隋少春 湯立民 楚王偉 陳清良 李衛東
(中航工業成飛公司,四川成都 610092)
航空制造業的發展對飛機結構件的結構和性能要求越來越高,設計模型大量采用整體復雜的結構設計。五軸聯動的數控機床能夠滿足大多數特征的加工,但對于一些結構空間復雜的零件,傳統的五軸數控加工難以滿足要求,直接影響到零件的制造質量和效率。飛機結構件的復雜結構的加工成為制約我國航空制造業發展的難題之一。
本文應用數控分度頭加工飛機結構件的復雜結構,將分度頭直接安裝在機床雙擺頭上加工相關結構特征,提出了一種復雜結構加工的有效方法,不僅大大提高了數控機床的適應性,而且提高了產品的加工效率和精度。本文就數控分度頭使用過程中的工藝參數研究、后置處理、加工過程仿真和應用實例等幾個方面進行了探討,對于規范并推廣數控分度頭的使用具有重要意義。
1 飛機結構件復雜結構特點分析
對于飛機結構件而言,開敞性好、結構空間大的特征通過傳統的數控加工方法能夠實現高效率、高精度的加工。飛機結構件的復雜結構體現在結構空間封閉、尺寸局限的特征,這些特征體現在普通刀具很難加工到,成為了飛機結構件數控加工中的“死角”。
飛機結構件的復雜特征主要體現在以下幾個方面:整體框梁類零件上的緣條孔,數量多且有一定的精度要求,用傳統加工方式需借用Z向尺寸較大的工裝,成本高、操作復雜;零件內外形面上的凹槽特征精度要求高,數控加工難以加工到,常規加工方法又滿足不了精度要求;零件耳片、鼓包等凸起結構特征處的法向孔,特別是深度較大的孔,常規方法很難滿足加工要求。
對以上描述的復雜結構,傳統的加工方式往往需要定制鉆孔模板通過鉗工來加工,或需要特殊的工裝,抑或是增加刀具、鉆頭的長度來避免干涉,這些情況都存在操作復雜、加工成本高、加工質量差且加工風險很高等問題。本文通過科學的調研研究,發現合理利用數控分度頭加工能解決以上復雜結構加工的難題,且能夠大大降低成本,并提高產品的加工效率和質量。
2 數控分度頭加工技術研究
2.1 數控分度頭加工特點分析
數控分度頭是一種效率化的工具系統,使用數控分度頭,通過輔助機構直接安裝在機床雙擺頭上,相當于多增加了機床的一根軸。如圖1所示是兩種不同刀柄形式的數控分度頭,它們可以實現機床的立臥轉換和任意角度的變換,使以前在一臺機床上不能完成的加工得以一次加工完成,提高了機床的使用效率。并能在狹小空間進行局部加工,適用于緣條、筋條、側壁的孔加工和銑削。其工作原理就是機床主軸的轉動帶動數控分度頭內部的齒輪副傳遞動力,同時改變動力傳遞的方向。

2.2 數控分度頭加工工藝參數研究
2.2.1 低精度銑削加工技術
采用數控分度頭加工復雜結構式,對于精度要求不高的結構,可直接用數控分度頭夾持常規銑刀進行加工。在用相關CAM軟件進行工藝程編的時候,一般選用圓弧插補的方式,用螺旋方式下刀,下刀時注意避開刀具的底齒中心,下刀角度不大于3°避免刀具和數控分度頭的機械機構受到沖擊,刀軌精度要求優于0.01 mm。
2.2.2 高精度銑削加工技術
如圖2所示,某結構件外形有精度要求較高的下限凹槽,其位置精度要求為±0.2 mm,用常規的刀具加工對刀軌要求較高,而且很難滿足精度要求。應用數控分度頭,將其安裝在機床的雙擺頭上,增加機床的自由度,也可加工外形精度要求較高的特征。這種情況下需對相關參數進行細化,并注意數控分度頭的使用狀態。在用相關CAM軟件進行工藝程編的時候,把加工過程分為粗加工(留余量0.3~0.5 mm)和精加工兩道工序,精加工的刀具轉速低于5 500 r/min,每齒進給量為0.035~0.045 mm左右,切深小于1 mm,采用斜線下刀的方式,下刀角度為2°。而且加工前要先預熱機床主軸并檢查數控分度頭夾持銑刀后的跳動情況,保證跳動幅度小于0.02 mm。

2.2.3 孔加工技術
限于數控機床主軸頭的尺寸,采用數控分度頭加工飛機結構件的特殊孔是數控分度頭應用最常見的情況,數控分度頭加工不僅能解決零件緣條裝配孔的問題,而且如圖3所示,能夠加工零件復雜結構處的深孔、薄壁孔等特征。

(1)深孔加工
隨著孔的深度逐漸加深,孔的加工難度會成倍增加。如圖4所示,深孔一般分為階梯深孔和普通深孔兩種。

如圖4a所示階梯深孔的加工。應用數控分度頭的加工策略是:先加工A孔,再加工B孔,采用專用階梯鉆頭加工,視具體AB值選用刀具,鉆頭上半部分直徑必須小于A,以免锪傷工件表面并利于排屑。
用數控分度頭加工如圖4b所示深徑比大于5的深孔。對于通孔,可以采用多次雙面加工或單面多次分級加工的方式進行。對于盲孔,可采用多次分級鉆孔的方式,以提高工件加工質量及效率。
加工深孔在選擇刀具時要充分考慮刀具的剛性。選用高速鋼鉆頭加工時,必須嚴格控制進給速度及進給量,并注意刃磨鉆頭后端,要求使其直徑小于前端直徑,利于切屑順利排出。
數控分度頭加工深孔的工藝程編方法采用啄鉆的方式,分級循環鉆孔,鉆頭每次必須退出工件排屑。鉆頭每次鉆進深度根據孔大小及所鉆深度而定。特別需要注意的是:深孔加工容易出現鉆偏的情況,因此可通過將鉆尖角加大至140°左右,減小徑向分力,可有效控制鉆偏的情況。深孔加工不宜采用大的走刀量,走刀量的加大會對孔的偏斜帶來影響。在用普通國產鉆頭鉆孔前,先進行導孔定心引導,然后再鉆孔。另外,深孔加工提倡使用高壓內冷或者是低溫微量潤滑的冷卻方式,保證加工的冷卻效果。
(2)薄壁孔加工精度控制技術
在一定的程度上,應用數控分度頭加工工件損失了一定的剛性,工件與數控分度頭之間的相互作用容易產生振顫,加工薄壁工件的時候需要特別注意這種情況。特別是用數控分度頭加工薄壁工件緣條或者是內形法向孔的時候,應充分根據孔的位置、精度等特點考慮孔的加工工藝方案,盡量避免在已加工出的薄壁上直接鉆孔而導致振顫使孔徑和孔位產生偏差。
由于使用數控分度頭進行薄壁鉆孔會給工件質量帶來一定的隱患。因此,數控分度頭加工薄壁孔需要特別考慮優化工藝方案。可選用下面的工藝方法:使用小于孔徑0.3~0.5 mm的鉆頭先鉆底孔再進行鉸孔的方法,這樣鉸孔時余量小,可以克服工件在制孔時的彈性變形或因振動而造成的孔發生斜、偏等情況,起到糾偏并避免孔徑超大的作用。
2.3 數控分度頭加工程編后置處理算法
在使用數控分度頭加工的工藝方法進行程編時,為方便操作,一般程編過程不做過多要求,但在后置算法中要充分考慮數控分度頭加工方向的矢量。下面主要對數控分度頭方向矢量計算方法進行簡要介紹。
以A/B擺角的機床為例,假設A=0,B=0時刀具軸線方向矢量為x0(i0,j0,k0);當A/B擺角分別運動到A=a,B=b時,刀具軸線方向矢量為 x1(i1,j1,k1)。
如圖5所示,當B=0,A角擺動時,矢量x0沿X軸轉動形成錐面0,可知錐面0上所有母線方向矢量x01(i01,j01,k01)必滿足 i01=i0;當A=a,B角擺動時,矢量x1沿Y軸轉動形成錐面1。可知錐面1上所有母線方向矢量x11(i11,j11,k11)必滿足j11=j1。因此,錐面0與1交線的方向矢量 x(i,j,k)必滿足 i=i0,j=j1,k2=1 -i02-j12。錐面0與錐面1相交的充要條件為k2≥0。
由此可得,矢量x0先沿錐面0轉動(A角擺動)至x,再沿錐面1轉動(B角擺動)至x1為一可行路徑。刀具軸線方向矢量為 x1(i1,j1,k1)時,a等于矢量x0沿錐面0轉動至x需擺動的角度,b等于矢量x沿錐面1轉動至x1需擺動的角度。由此可得到數控分度頭的方向矢量對應的機床主軸的變化,從而計算出數控分度頭與機床主軸的配合關系,計算出數控分度頭運動軌跡。

2.4 數控分度頭加工過程仿真技術研究
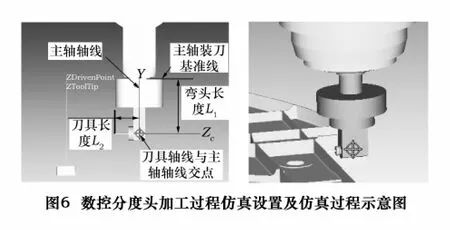
如上所述,數控分度頭的使用可看成是在機床主軸上增加了一個附屬機構,為保證數控分度頭在實際加工中使用的正確性,必須對數控分度頭的加工過程進行仿真。數控分度頭加工過程的仿真主要檢查數控分度頭機構與工件的干涉情況以及數控分度頭加工軌跡的正確性。如圖6所示,首先在加工過程仿真軟件中根據數控分度頭尺寸建立簡化模型,要求其關鍵尺寸大于實際數控分度頭尺寸,根據數控分度頭后置處理的原理,分別設置數控分度頭的主軸軸線、刀具基準線、刀具長度和數控分度頭工作長度等參數,然后將其應用于加工過程仿真中,仿真整個加工過程,加工過程沒有問題的情況下程序可應用于實際加工。
3 數控分度頭加工技術應用實例
如圖7所示,把數控分度頭加工的研究成果應用于某結構件的實際加工中,解決該零件“T”形筋下復雜的法向槽腔結構。由于這種結構的封閉性,在傳統數控加工工藝下無法完成加工,需增訂復雜工裝或者是通過鉗工工序完成,會造成制造成本增加和加工精度下降;而通過使用數控分度頭就可以完成該復雜結構的加工,其加工精度達到0.2 mm以上。

4 結語
本文研究了飛機結構件復雜結構數控分度頭加工技術的應用,通過合理應用數控分度頭解決了飛機結構件上復雜難加工結構,降低了制造成本,提高了復雜結構加工的效率和精度,對于整體提高飛機結構件復雜結構加工水平具有重要意義。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
