龍門導(dǎo)軌磨床床身斷裂修復(fù)再造工藝
2012-10-23 05:51:06趙春江
制造技術(shù)與機(jī)床 2012年7期
關(guān)鍵詞:工藝
趙春江
(內(nèi)蒙古機(jī)電職業(yè)技術(shù)學(xué)院,內(nèi)蒙古呼和浩特 010070)
呼和浩特恒方科技有限公司是集科研和生產(chǎn)一體化的中外合資企業(yè),主要產(chǎn)品是為高壓電器開關(guān)配套生產(chǎn)的大型密封氣室、鋁合金法蘭盤等金屬制品。2008年初廠區(qū)搬遷,在設(shè)備運(yùn)輸過程中,不慎將新購進(jìn)的GL-5000數(shù)控龍門動梁導(dǎo)軌磨床床身摔斷。機(jī)床床身全長12 m,分別由導(dǎo)軌床身和主軸箱箱體支座組成,斷裂處位于長7 m的導(dǎo)軌床身上,如圖1所示。
事故發(fā)生后,公司與機(jī)床制造商溝通聯(lián)系,決定進(jìn)行修復(fù)。經(jīng)過各方專家及工程技術(shù)人員慎重而認(rèn)真的分析,公司最終采用了機(jī)械聯(lián)接修復(fù)工藝。
1 修復(fù)方案的制訂
1.1 修復(fù)方案分析
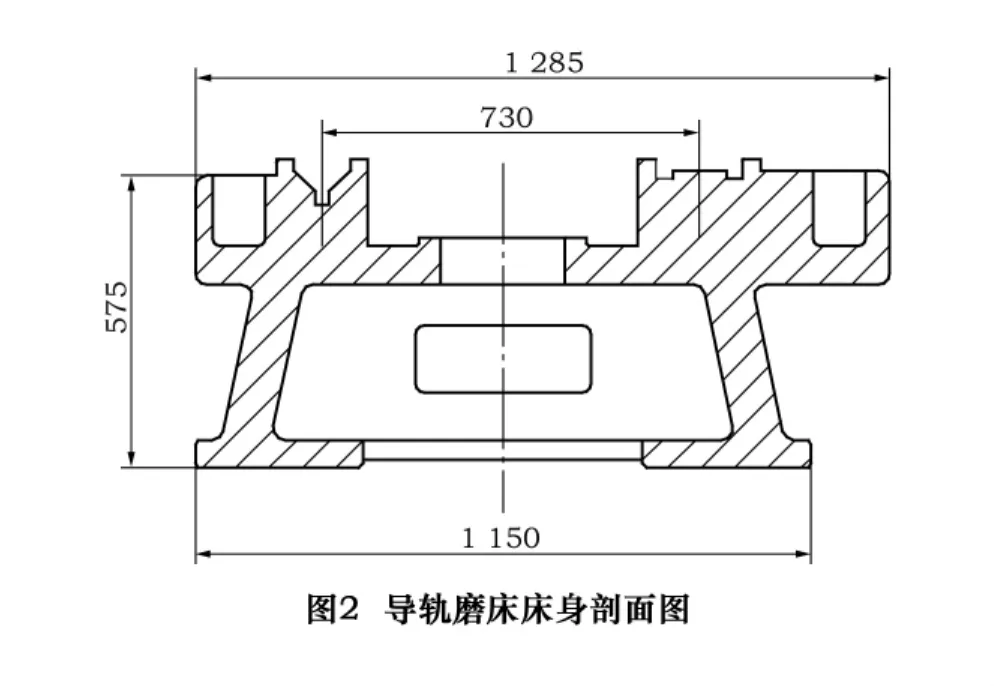
GL-5000數(shù)控龍門動梁導(dǎo)軌磨床精度要求高,如床身導(dǎo)軌的直線度全長允差0.02 mm,而床身斷面較大,形狀復(fù)雜,且箱體壁薄厚不均,最薄處僅為20 mm,這些都給床身再接帶來一定難度。如圖2所示。

把斷后床身修復(fù)再造,就目前機(jī)械零件修復(fù)技術(shù)而言,可采取的修復(fù)工藝方法有粘接、焊接、金屬扣合以及機(jī)械聯(lián)接等方法。但究竟哪一種方法更切實(shí)可行,各方技術(shù)人員進(jìn)行了科學(xué)細(xì)致分析研究。各種方法的工藝特色對比如下:
(1)粘接修復(fù)法 采用膠粘劑等對失效零件進(jìn)行修補(bǔ)或聯(lián)接,以恢復(fù)零件使用功能的方法稱為粘接修復(fù)法。其主要工藝優(yōu)點(diǎn)是工藝簡便,成本低,工期短,便于現(xiàn)場修復(fù)。但對于大型精密機(jī)床而言,斷裂處要承受十幾噸的拉力,即使采用強(qiáng)力粘結(jié),恐難以滿足技術(shù)要求,同時(shí)粘接工藝具有不耐高溫;抗沖擊、抗老化性能差等缺點(diǎn)。另外,在現(xiàn)場實(shí)際檢查過程中,發(fā)現(xiàn)鑄鐵導(dǎo)軌床身雖屬粉碎性斷裂,但斷面局部仍明顯可見拉伸變形現(xiàn)象,要想做到斷面對貼處完全彌合是根本不可能的。由于有以上不足以及對粘接質(zhì)量的檢查結(jié)果較難判斷,最終放棄該方案。
(2)焊接修復(fù)法 焊接修復(fù)法的特點(diǎn):結(jié)合強(qiáng)度高;修復(fù)質(zhì)量好,生產(chǎn)效率高;成本低,靈活性大,多數(shù)工藝簡便易行。缺點(diǎn)是熱影響區(qū)大,容易產(chǎn)生焊接變形和應(yīng)力,以及裂紋、氣孔、夾渣等缺陷。對于導(dǎo)軌床身這樣的重要零件,為了保證焊口質(zhì)量,焊接時(shí)一般要將機(jī)件加熱到較高溫度,使得機(jī)件變形較大,而焊接后又不能再進(jìn)一步調(diào)整,難以控制導(dǎo)軌變形量,因此不宜修復(fù)較高精度、細(xì)長、薄壁類零件。此修復(fù)法未被采納。
(3)金屬扣合法 對于不易焊補(bǔ)和不許有較大變形的鑄件發(fā)生裂紋或斷裂時(shí),可用金屬扣合法修復(fù)。它是利用扣合件的塑性變形或熱脹冷縮的性質(zhì)完成扣合作用,達(dá)到修復(fù)的目的。照常理金屬扣合對該導(dǎo)軌床身的斷裂修復(fù)較為適宜,修復(fù)初期,曾嘗試強(qiáng)固扣合,現(xiàn)場實(shí)施中,由于導(dǎo)軌折斷處變形較大,金屬扣合無法進(jìn)行。
(4)機(jī)械聯(lián)接修復(fù)法 實(shí)踐證明,機(jī)械聯(lián)接修復(fù)法較為穩(wěn)妥,方案可行。在修復(fù)聯(lián)接過程中,可以做到精益求精,對高精度導(dǎo)軌床身的修復(fù)質(zhì)量相對來說較易控制,是一種較理想、可實(shí)施的修復(fù)方案。具體措施如下。
1.2 機(jī)械聯(lián)接修復(fù)方案的制訂
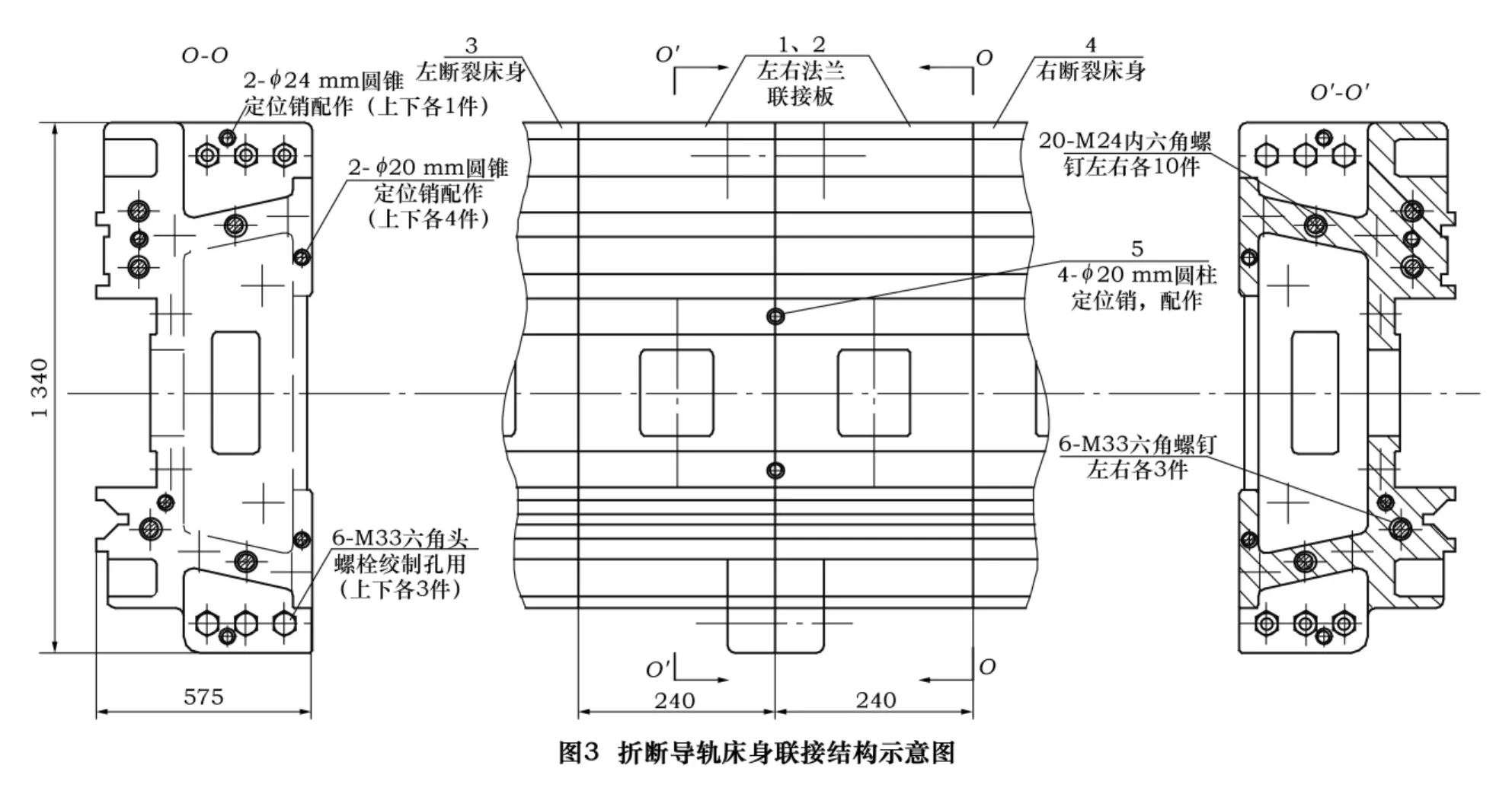
這一方案的關(guān)鍵是聯(lián)接體設(shè)計(jì)和聯(lián)接工藝設(shè)計(jì)。修復(fù)方法就是用兩塊法蘭式聯(lián)接板,通過螺釘、螺栓以及定位銷釘?shù)嚷?lián)接方式,把折斷的床身重新聯(lián)接起來。具體操作就是先將導(dǎo)軌床身兩破碎斷頭面銑平,加工滿足技術(shù)要求后,分別將左右法蘭式聯(lián)接板安裝在床身斷面處,最后以法蘭式聯(lián)接方法將兩段床身聯(lián)接起來。圖3為聯(lián)接結(jié)構(gòu)示意圖,1、2號件分別為左右法蘭式聯(lián)接板,3、4號件分別為折斷導(dǎo)軌床身左右段,5號件為法蘭聯(lián)接面圓柱定位銷(直徑20 mm),頂面2個(gè),床身兩側(cè)各1個(gè)。
2 聯(lián)接體以及聯(lián)接工藝設(shè)計(jì)
2.1 左右法蘭式聯(lián)接板結(jié)構(gòu)設(shè)計(jì)
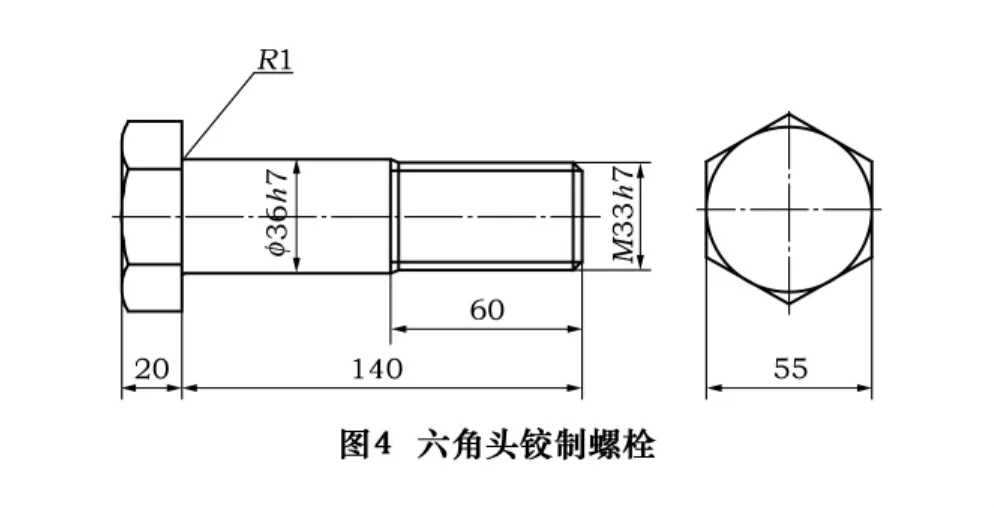
選用灰口鑄鐵為原材料,澆鑄出左右箱式聯(lián)接板,其橫截面結(jié)構(gòu)與原導(dǎo)軌床身橫截面結(jié)構(gòu)基本一致,如圖3所示,1、2號件兩外端面分別與銑平后的床身斷面接觸聯(lián)接。根據(jù)原機(jī)床床身壁厚尺寸,左右聯(lián)接板分別設(shè)計(jì)有4個(gè)M33和10個(gè)M24內(nèi)螺紋聯(lián)接孔,以及4個(gè)φ24 mm圓錐定位銷用來完成與左右斷裂床身的聯(lián)接。另外1、2號件兩內(nèi)端面為左右聯(lián)接板對合的法蘭聯(lián)接面,為了提高聯(lián)接強(qiáng)度,在聯(lián)接板的上下兩側(cè)設(shè)計(jì)出3對(6個(gè))φ36H7螺栓過孔,選用特制M33螺栓,螺栓的光桿直徑為 φ36h7,如圖4,軸孔配合;同時(shí),為了保證兩聯(lián)接板的穩(wěn)定性,又在上下兩側(cè)聯(lián)接處各設(shè)計(jì)1個(gè)φ24 mm圓錐定位銷。
2.2 機(jī)械聯(lián)接工藝設(shè)計(jì)
2.2.1 維修前準(zhǔn)備工作
(1)導(dǎo)軌床身探傷 鑄鐵床身機(jī)件創(chuàng)傷多屬粉碎性斷裂,難免還有其他裂紋或暗傷。因此先將折斷的導(dǎo)軌床身清洗干凈,利用目測,仔細(xì)觀察是否還有其它裂紋,同時(shí)又對整個(gè)導(dǎo)軌面和一些重要結(jié)合面進(jìn)行了著色和磁粉探傷,均未發(fā)現(xiàn)其他問題。
(2)強(qiáng)度理論驗(yàn)算 按工作臺驅(qū)動油缸的最大牽引力,并計(jì)算出各聯(lián)接面斷面聯(lián)接件的整體拉力,分別對聯(lián)接結(jié)構(gòu)設(shè)計(jì)進(jìn)行了強(qiáng)度理論驗(yàn)算。驗(yàn)算結(jié)果證明,聯(lián)接強(qiáng)度足夠,滿足設(shè)計(jì)使用要求。
2.2.2 床身斷裂處的修整加工
(1)切除斷頭 維修前測得斷面裂縫距兩筋板面的距離分別為210 mm和270 mm。為了提高聯(lián)接強(qiáng)度,便于加裝聯(lián)接板,具體維修時(shí),在落地鏜床上采用鉆排孔的方法,切除全部斷頭,直至兩筋板面處。
(2)精銑兩端面 分別依次將斷裂床身的一截放置在龍門刨床工作臺上,以兩條導(dǎo)軌面為基準(zhǔn)調(diào)整床身位置精度;然后,利用原刀架上換置的臥式銑削動力頭,精銑床身斷面,從而保證銑削端面相對兩條導(dǎo)軌面的垂直度要求以及表面粗糙度要求。
(3)鉆鉸螺紋孔 精銑兩端面之后,在工作地現(xiàn)場按設(shè)計(jì)尺寸,在兩端面上劃線,而后鉆底孔,攻螺紋,見圖3。注意此時(shí)定位銷孔不能直接加工出來,需與法蘭式聯(lián)接板裝配時(shí)配做。
2.2.3 法蘭式聯(lián)接板的毛坯準(zhǔn)備及加工制造
(1)法蘭式聯(lián)接板的毛坯準(zhǔn)備 在選擇聯(lián)接板材料時(shí),為了保證機(jī)床的高精度以及良好的剛性,應(yīng)盡量做到使其化學(xué)成分、金相組織和硬度與原機(jī)床床身一致。
經(jīng)過多次試驗(yàn)比較,材質(zhì)化驗(yàn)分析以及金相組織鑒定,發(fā)現(xiàn)原機(jī)床床身材質(zhì)與HT300的各項(xiàng)性能較為接近;最后,研究決定采用 HT300配料,經(jīng)爐前加0.5%Si-Fe,孕育處理后,澆注成型聯(lián)接板毛坯件。鑄件具體化學(xué)成分為 3.03%C、1.41%Si、1.06%Mn、0.13%S。各做3根試棒,做抗彎、抗拉試驗(yàn),其抗拉強(qiáng)度、抗彎強(qiáng)度的平均值分別為σb=380 MPa、σw=640 MPa。鑄件洛氏硬度為139~154 HB。金相組織情況:基體—索氏體型珠光體+片狀珠光體,數(shù)量占98%,二元磷共晶,數(shù)量≤2%,具有強(qiáng)化鑄件強(qiáng)度性能。石墨片狀卷曲,大部分有序排列,在100倍顯微鏡下,測得石墨長度為5 mm。
通過對以上試驗(yàn)數(shù)據(jù)的研究分析以及對鑄件實(shí)物表面觀察和測試,聯(lián)接板鑄件材料性能完全符合原機(jī)床床身對材料性能的要求。由砂型鑄造制出法蘭式聯(lián)接板毛坯件。
(2)法蘭式聯(lián)接板的加工制造 兩段機(jī)床床身切除斷點(diǎn),平整兩端面后,其總長縮短480 mm。為了保持原導(dǎo)軌床身長度,將兩塊聯(lián)接板的厚度均設(shè)計(jì)為240 mm。加工聯(lián)接板時(shí)歷經(jīng)銑削、刨削、鉆鉸、磨削等多道工序,法蘭式聯(lián)接板整體結(jié)構(gòu)并不復(fù)雜,加工技術(shù)難度不大。需強(qiáng)調(diào)兩點(diǎn),第一,為了使床身與聯(lián)接板對接整齊,保證兩導(dǎo)軌的整體精度,聯(lián)接板的導(dǎo)軌面應(yīng)保留加工余量,待床身與其裝配對接后精加工。第二,用于兩法蘭式聯(lián)接板相互聯(lián)接所需加工的螺栓孔和錐銷孔,該階段先不加工出來,待各件裝配對接時(shí)配鉆、配鉸。
2.2.4 導(dǎo)軌床身裝配對接工藝過程
導(dǎo)軌床身裝配對接就是通過兩法蘭式聯(lián)接板將兩斷裂床身連為一體,對接過程中,既要保證導(dǎo)軌精度,又要使對接表面平整,具有足夠的剛性。為此,采用先定位后加工的原則,關(guān)鍵部位對接后精加工,具體工藝過程安排如下。
(1)床身定位 將左右法蘭式聯(lián)接板分別聯(lián)接到折斷床身的斷口處,并打好定位圓柱銷。然后把兩合件吊裝到龍門刨床工作臺上,使法蘭式聯(lián)接板接合面對整貼緊,開始進(jìn)行精調(diào)導(dǎo)軌精度,當(dāng)其形狀位置等各項(xiàng)精度指標(biāo)達(dá)到技術(shù)要求后,用卡蘭將左右聯(lián)接板固定緊,使兩截床身成為一整體,之后在法蘭式聯(lián)接板接合面處,再鉆鉸4個(gè)騎縫定位圓柱銷,頂面2個(gè),床身兩側(cè)各一個(gè)。通過以上工作,使4個(gè)零部件的相互位置完全確定下來。
(2)法蘭聯(lián)接螺栓孔和定位錐銷孔的加工 左右法蘭式聯(lián)接板的聯(lián)接螺栓孔和定位錐銷孔,由于受機(jī)床和床身組件安裝位置等因素的限制,此時(shí)還無法加工出來,必須做出相應(yīng)調(diào)整,才能進(jìn)行加工。
首先,將起夾緊作用的卡蘭松開,把右端床身連同右聯(lián)接板一起,從龍門刨床工作臺上吊下,卸下右聯(lián)接板,然后,再用卡蘭將其與左端床身組裝夾緊。這樣給鉆銑動力主軸頭讓出加工位置,以便對6-φ36H7螺栓過孔和2-φ24 mm定位錐銷孔進(jìn)行加工。
(3)床身拆卸與清洗 將加工后的各組件全部拆卸,利用風(fēng)槍、手銼等工具把鐵屑、毛刺等雜物清理掉,然后再用煤油將斷裂床身以及聯(lián)接板清洗干凈,便于保證各零部件的裝配精度和后道工序的粘接要求。
(4)零部件的裝配 清洗后,將左右法蘭式聯(lián)接板分別與斷裂床身左右段裝配,即螺釘聯(lián)接和定位圓錐銷聯(lián)接。同時(shí),聯(lián)接板與床身的接合面之間涂刷聚氨酯粘結(jié)劑,提高聯(lián)接強(qiáng)度,并使接合面間具有良好的密封作用。
(5)斷裂床身的總裝 將部裝好的兩段床身再次放置在龍門刨床工作臺上,使法蘭聯(lián)接板接合面對正,通過墊鐵以及百分表粗調(diào)導(dǎo)軌面形位精度,然后,在左右聯(lián)接板接合面上涂刷聚氨酯粘結(jié)劑,并迅速對接組裝。組裝同時(shí)利用千分表精調(diào)導(dǎo)軌面形位精度,滿足要求之后,放置36 h,原地不動。
(6)修整與調(diào)試 等聚氨酯粘結(jié)劑固化后,精刨兩導(dǎo)軌面和床身全部頂面,經(jīng)檢驗(yàn)合格,將整體床身從龍門刨床工作臺上吊裝下來,并移至該導(dǎo)軌磨床的原地基處,通過精調(diào)和必要的刮研,全面恢復(fù)修復(fù)磨床的床身導(dǎo)軌精度。
3 維修驗(yàn)收與成果鞏固
通過5個(gè)月的維修,終于完成了龍門導(dǎo)軌磨床床身斷裂修復(fù)再造工作。經(jīng)有關(guān)專家組的鑒定,證明機(jī)床維修效果良好,通過驗(yàn)收。該機(jī)床修復(fù)后,已經(jīng)正常工作近3年,機(jī)床精度保持穩(wěn)定,經(jīng)總工程師批準(zhǔn),設(shè)備維修部將此維修方案正式納入大型設(shè)備維修工藝,使此成果鞏固下來。
[1]中國機(jī)械工程學(xué)會設(shè)備維修專業(yè)學(xué)會.機(jī)修手冊[M].北京:機(jī)械工業(yè)出版社,1993.
[2]陳冠國.機(jī)械設(shè)備維修[M].北京:機(jī)械工業(yè)出版社,1997.
[3]李士軍.機(jī)械維護(hù)修理與安裝[M].北京:化學(xué)工業(yè)出版社,2010.
[4]趙春江.機(jī)械設(shè)備修理技術(shù)教程[M].北京:人民郵電出版社,2011.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
