TIG焊機中引弧、穩弧脈沖裝置的原理與故障排除
2012-10-20 14:10:46聶琴
制造技術與機床 2012年1期
關鍵詞:故障
聶 琴
(鶴壁高級技工學校,河南鶴壁 458030)
使用高熔點的鎢棒作焊槍的電極,利用氬氣作為保護氣體的氣體保護焊,稱為鎢極氬弧焊,即TIG焊。TIG焊配用的焊機有交流、直流和脈沖直流3種類型,其共同之處是:使用非接觸式引弧,即在引弧時,起動裝在焊機內的高頻高壓引弧脈沖振蕩器,使之在焊槍鎢極與焊件之間產生幾千伏高壓的高頻放電火花,火花引燃焊接電弧;其區別之處是:交流TIG電源內部配有穩弧脈沖振蕩器,以保證交流TIG焊的穩定。在對TIG焊接電源維修中發現,以TIG焊引弧和穩弧裝置的故障維修居多,又以分析其電路原理最難。以下就這方面談談自己的一些感悟。
1 直流TIG焊機中引弧脈沖裝置的原理和故障排除
1.1 引弧脈沖的產生機理

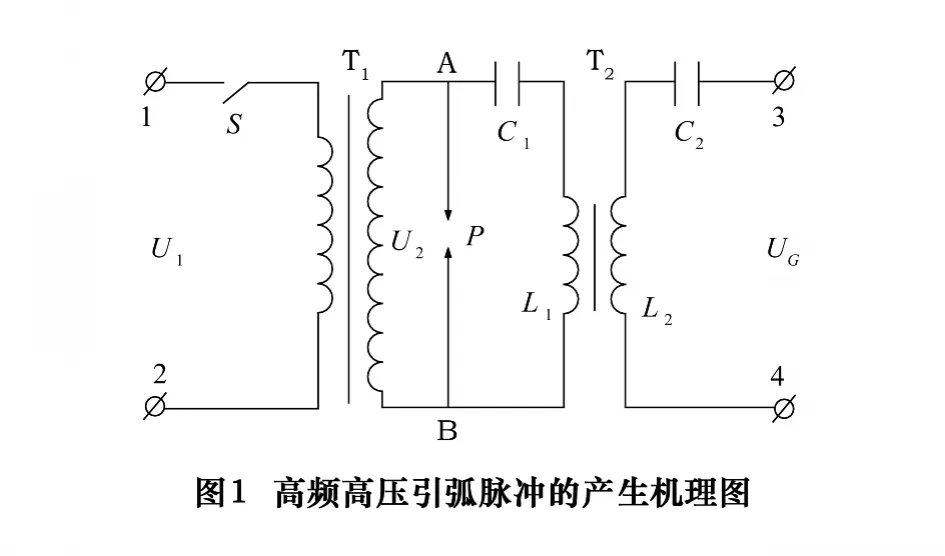
1.2 引弧脈沖裝置的具體應用
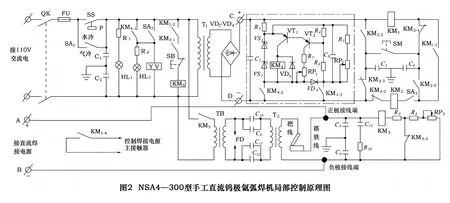
在圖2中,線框中的電路部分制作在一塊印制線路板上,主要用于氬氣的自動供給;線圈YV是供氣繼電器線圈,受繼電器KM4的常開觸點KM4-1控制。分析圖2得知,引弧脈沖振蕩器要工作,必須使繼電器KM5的線圈得電,KM5的常開觸點閉合,促使升壓變壓器TB的初級得電。由電路可知,繼電器KM5的線圈得電,又需常開觸點KM1-2、KM3-1閉合。引弧脈沖振蕩器的具體工作過程是:合上電源開關QK,110 V交流電經熔斷器FU,保護開關SS或氣冷、水冷選擇開關SA1(用氣冷時,閉合開關SA1;用水冷時,斷開開關SA1,水壓正常后,水壓會使保護開關SS閉合),向后級供電:經電阻R1限流,工作指示燈HL1點亮,指示電焊機可以啟動工作了;使控制變壓器T1初級得電,變壓后,經整流器(VD1~VD4)整流,輸出直流電壓UCD,向多個控制電路供電;還做好了向高頻高壓引弧脈沖振蕩電路供電的準備。具體控制過程如下:
(1)如果進行“短焊”,就將短、長焊選擇開關SA2置于短焊檔,開關SA2呈斷開狀態。開始焊接時,按下焊接手把上的微動開關SM,繼電器KM1線圈得電(正極端C→KM1線圈→常閉觸點KM2-4→微動開關SM→常閉觸點KM2-3→負極端 D),繼電器KM1吸合,其常開觸點 KM1-1、K KM1-2、KM1-3和 KM1-4隨之閉合:KM1-3閉合,使 VT1和 VT2導通,進而接通繼電器 KM4,繼電器 KM4接通后,其常開觸點 KM4-1和 KM4-2閉合,KM4-1閉合導致電磁氣閥線圈YV通電,開始供氬氣,此時指示燈HL2點亮;KM1-4閉合,促使控制焊接電源的主接觸器吸合,直流焊接電源正常工作,但電弧未引燃,A、B兩端電壓較高,接觸器KM3吸合(電弧未引燃時,焊接電源輸出端的電壓高,引燃后,其電壓降低,這是由焊接電源的下降外特性決定的。正極A→KM3線圈→R9→KM3-3→UAB→負極 B),進而繼電器 KM5得電工作,接通了高頻振蕩器,使焊件與電極之間的空氣擊穿,引燃電弧。電弧引燃后,焊接電源輸出端的電壓(即電弧兩端的電弧電壓)降低,繼電器KM3因電弧電壓降低而釋放,KM3的常開觸點恢復開路,繼電器KM5的線圈失電,KM5的常開觸點也恢復開路,TB也就失電,使高頻引弧振蕩器停止工作,標志著正常焊接開始了。焊接將近結束時,松開手把上的微動開關SM,KM1釋放,整流弧焊機的輸出電壓逐步衰減,直至電弧熄滅。此時,KM4由于電容C8的放電而仍然吸合,繼續提供氬氣保護,直至KM4釋放,氣閥關閉,氬氣供給停止。
(2)如果進行的是“長焊”,將開關SA2置于長焊檔,開關SA2閉合。按下焊把上的微動開關SM,繼電器KM1吸合,電流路經為:正極端C→KM1線圈→常閉觸點KM2-4→微動開關SM→常閉觸點KM2-3→負極端D,隨之KM1-1閉合。松開微動開關SM的瞬間,繼電器KM2吸合,電流路徑為:正極端C→KM1線圈→觸點 KM1-1→KM2線圈→負極端 D,此時,KM1線圈與KM2線圈串聯且均吸合,常開觸點 KM2-2和 KM2-5閉合,常閉觸點 KM2-3和 KM2-4斷開。電焊機進入長弧工作狀態。當熄弧時,再次按下焊接手把上的微動開關SM,微動開關SM將KM1的線圈短路,使KM1的線圈失電,控制焊機主接觸器的常開觸點KM1-4恢復開路,焊機也失去供電,電弧熄滅。
1.3 故障診斷實例
例1:我市通用機械廠一臺NSA4-300型手工直流TIG焊機,出廠日期為2007年6月,最近突然出現引弧時只聽到控制箱中的高頻“嗤嗤”火花放電響聲,可是在焊槍鎢極與焊件之間沒有火花,不能引弧。
故障分析:從上述焊機故障現象來看,焊機的高頻振蕩電路本身沒有故障,因為在機殼外部能聽到火花放電的“嗤嗤”聲,說明L-C振蕩電路已經正常地振蕩起來,并且很強烈。那么,致使焊槍的鎢極與焊件之間沒有火花的原因可能在以下2個方面(圖2):
(1)高頻振蕩器中耦合變壓器T2的磁路或二次繞組有故障,沒能將高頻振蕩信號感應到振蕩器的輸出端上來。一般在焊機的負極輸出端串聯高頻引弧耦合變壓器,與并聯相比,提高了高頻火花的強度,但是,串聯接法要求耦合變壓器T2的二次繞組須用與焊接電路同樣粗的電纜線來繞之,T2的體積也要大許多。鑒于以上實際情況,故障點具體可能為:①可能是耦合變壓器的磁力(鐵氧體磁環)開裂(占結的半圓磁環可能因為粘接劑老化失效而開裂,也有可能受力作用產生脆裂),使T2的高頻磁通很弱;②可能是T2的二次繞組線圈兩端的接頭有開焊、虛焊或螺釘松脫掉頭現象。
(2)高頻信號傳輸電路的故障。這部分出故障,常見的有以下4個方面:①耦合電容C5、C6失效,致使高頻電路斷路;②耦合電容器與焊接電路連接不良,如斷頭、虛焊、螺釘松脫及接頭氧化電阻增大等,都會使電路不通或電阻增大,從而對高頻信號的傳輸產生影響;③高頻電流分流也可能產生對信號傳輸影響。高頻信號在傳輸過程中,電路與其他導線或金屬纏繞靠近,使高頻電流形成分路傳導或感應而泄露,這樣引弧的高頻火化極度減弱,甚至不能夠引弧;④高頻電路過長即焊接電纜及地線過長時對信號電壓的影響。如果焊接電纜及地線過長,高頻振蕩器輸出端至焊接電路的連接導線也過長,這樣構成的高頻信號傳輸總電路的電阻必然很大,導致高頻振蕩器的輸出信號電壓UG衰減嚴重。
故障排除方法:根據以上故障分析,檢查了磁環和耦合變壓器的二次側導線接頭,完整良好,無開裂和松動現象,焊接電纜和搭鐵線長度與故障出現前一樣,沒有加長,也沒有與其他金屬物纏繞,仔細檢查耦合電容器C5、C6的焊點和周圍導線接頭,均沒發現異常。試探著更換耦合電容器C5、C6,焊機恢復正常。
2 交流TIG焊機中,引弧、穩弧脈沖裝置的原理和故障診斷
2.1 交流TIG焊機維修基礎
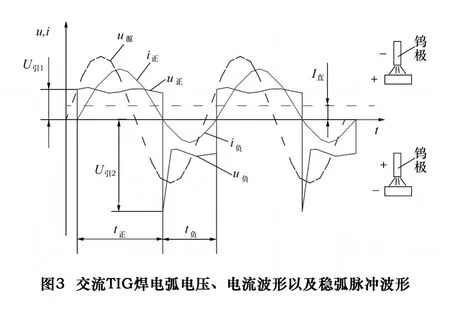
與直流TIG焊機相比有兩大特點:(1)工頻交流電流每秒鐘按正弦曲線規律變化50次、經過零點100次(圖3),所以電弧在每一個周期里(尤其在負半波)都要重新引燃,致使電弧燃燒時不穩定。為了保證焊接電弧的穩定,在交流TIG焊機中都設置了引弧和穩弧的脈沖電路;(2)在使用交流TIG焊機焊接鋁、鎂及其合金時,使用如圖3所示的電源波形供電:在正半波時鎢極為負,由于鎢的熔點、沸點高,導熱性能差,所以鎢極溫度極高而尺寸又小,電子發射容易,其結果電弧的電壓低、電流大、導電時間長;在負半波時工件為負,工件熔點及沸點都低,同時尺寸大、散熱又快、電子發射困難,所以電弧電壓高、電流小、導電時間短。由于正負半波焊機電流不對稱,在交流TIG焊接回路中存在一個由于工件流向鎢極直流分流I,這種現象叫“電弧整流作用”。鎢極與工件的熔點、沸點、導熱性能差別越大,這種整流作用就越強,直流分量I也就越大。
因為交流TIG焊機多用于鋁、鎂及其合金的的焊接,簡單介紹這方面的一點常識:鋁、鎂及其合金的焊接表面有一層致密的高熔點氧化膜,妨礙焊接正常進行。可是,當工件為負極時,被電弧分解形成質量很大的氬正離子,以高速向陰極運動并撞擊陰極,可以破碎陰極上的氧化膜,使之被清除,形成表面美觀、成型良好的焊縫。氬離子對陰極工件的這個作用叫陰極破碎作用。
前述的直流分量I是因負半波焊接電流小及導電時間短而產生的,它會削弱陰極破碎作用,從而導致鋁、鎂及其合金的焊接困難。直流分流I形成的直流磁通會使焊機變壓器鐵芯易磁飽和,致使工作條件變壞,焊接電流畸變而影響電弧穩定,還會使變壓器繞組加速發熱而溫升增大。因此,為了保證鋁、鎂及其合金工件的焊接質量,改善焊機工作條件,在交流TIG焊機中都設有消除直流分量的裝置。常用的方法是在焊接回路中串聯電容,利用電容的隔直通交的特性,清除直流分量I。一般每安培焊接電流應串聯300~400 μF的電容量。
在排除交流TIG焊機故障的思路背后,一定要有以上對交流TIG焊機的深刻認識,有了此認識,面對故障現象以及看原理圖和測量時就能做到重點突出、思路清晰、少走彎路。
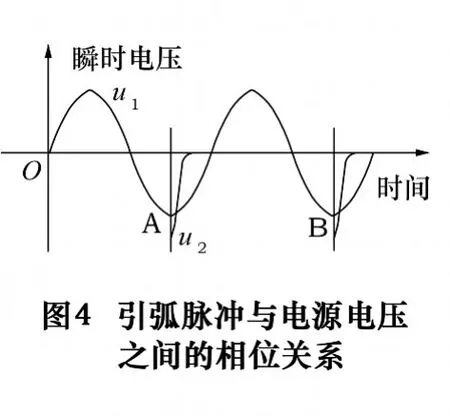
圖3顯示:焊件電壓相對焊槍鎢極高,電壓為正,此時的半周為正極性半周;反之為負。理論上講,焊接電源提供的為正弦交流電u源,但實際的焊接電壓的波形是由u正和u負組成的,上下不對稱,左右也不對稱,從而造成焊接電流i(i負所示波形)正多負少。U引1、U引2均為穩弧所用,正極性半周時的穩弧脈沖U引1由正向焊接電壓提供,負極性半周時的穩弧脈沖U引2由穩弧脈沖裝置提供。在圖3中沒有顯示出引弧脈沖的波形,引弧脈沖的波形見圖4。
2.2 交流TIG焊機引弧、穩弧脈沖裝置的工作機理
2.2.1 交流TIG焊機引弧裝置的工作機理
由圖5可見,電路中升壓變壓器T1可輸出800 V的高壓,經整流橋整理,給電容C1充電,C1充滿最高可達1 120 V,C1上存儲的電能就是高壓脈沖的能源。當需要引弧脈沖時,就使晶閘管VR觸發導通。C1上的高壓將通過VR向脈沖變壓器T2的一次線圈放電,形成脈沖。再由T2經過1∶4升壓成為二次側的高壓脈沖(可達2~3 kV),經串聯耦合給焊接回路,因而在鎢極與焊件之間,就有一個2~3 kV的高壓脈沖,可以擊穿氣隙而引燃電弧。C2的作用:串聯在焊接回路中用來消除直流分量。
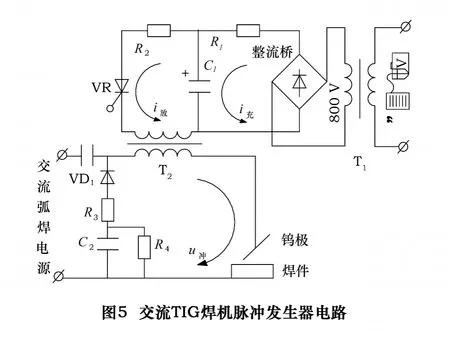
工作中發現,如果引弧脈沖產生的時機不正時,即脈沖發生移相跑位,就會造成鎢極與焊件間有脈沖火花,但不能引弧。引弧脈沖何時產生最好?又是如何保證的呢?實驗證明:引弧脈沖的最佳時刻是焊接空載電壓負半波波谷(90°相位)時刻,如圖4所示的A、B等波谷處,相當于過零點后移90°相位。具體實現電路如圖6所示。
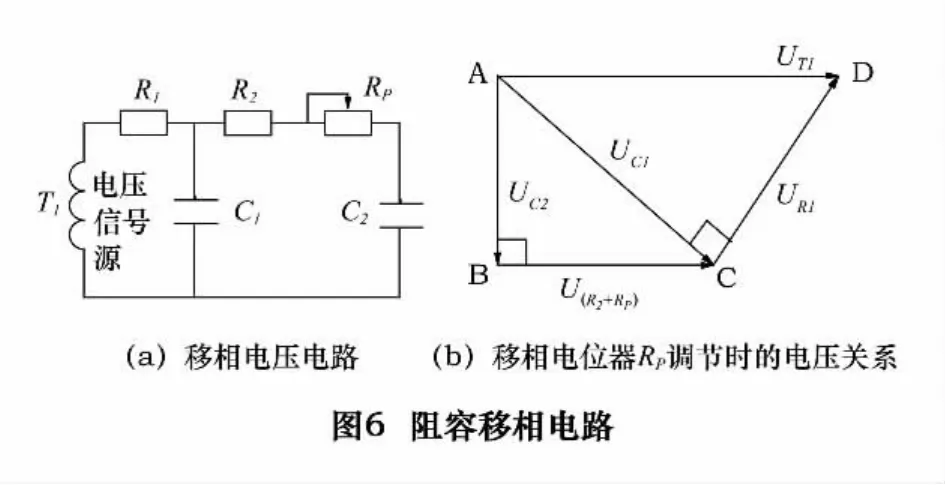
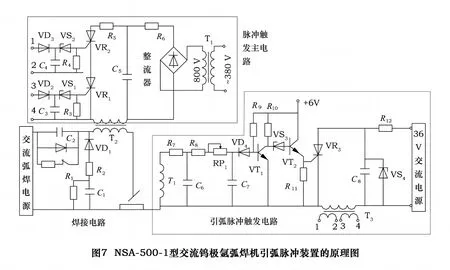
圖6a是阻容移相電路,R1和C1串聯組成一級移相電路,為確保移相90°,由R2、RP和C2串聯組成二級移相電路,通過調節RP,使C2兩端電壓UC2的相位比電壓信號源兩端電壓UT1的相位滯后90°(逆時針相差90°)。UC2與UT1的波形一樣,用UC2去間接觸發圖5中的晶閘管VR要比用UT1滯后90°,從而滿足引弧高壓脈沖與電源電壓之間的相位關系。正常焊接中,引弧脈沖電路自動停止工作。具體、完整的高頻高壓引弧脈沖裝置如圖7所示。
2.2.2 高頻高壓穩弧脈沖裝置的工作機理
電弧一旦引燃,應立即產生出穩弧脈沖,解決電弧電流由正極到負極的過零點時,電弧重新引燃困難、電流出現斷續的現象(電弧電流由負極到正極的過零點時,電弧重新引燃容易,所以不需要穩弧脈沖)。怎樣使穩弧裝置準確地產生高壓穩弧脈沖呢?信號源取自哪里呢?
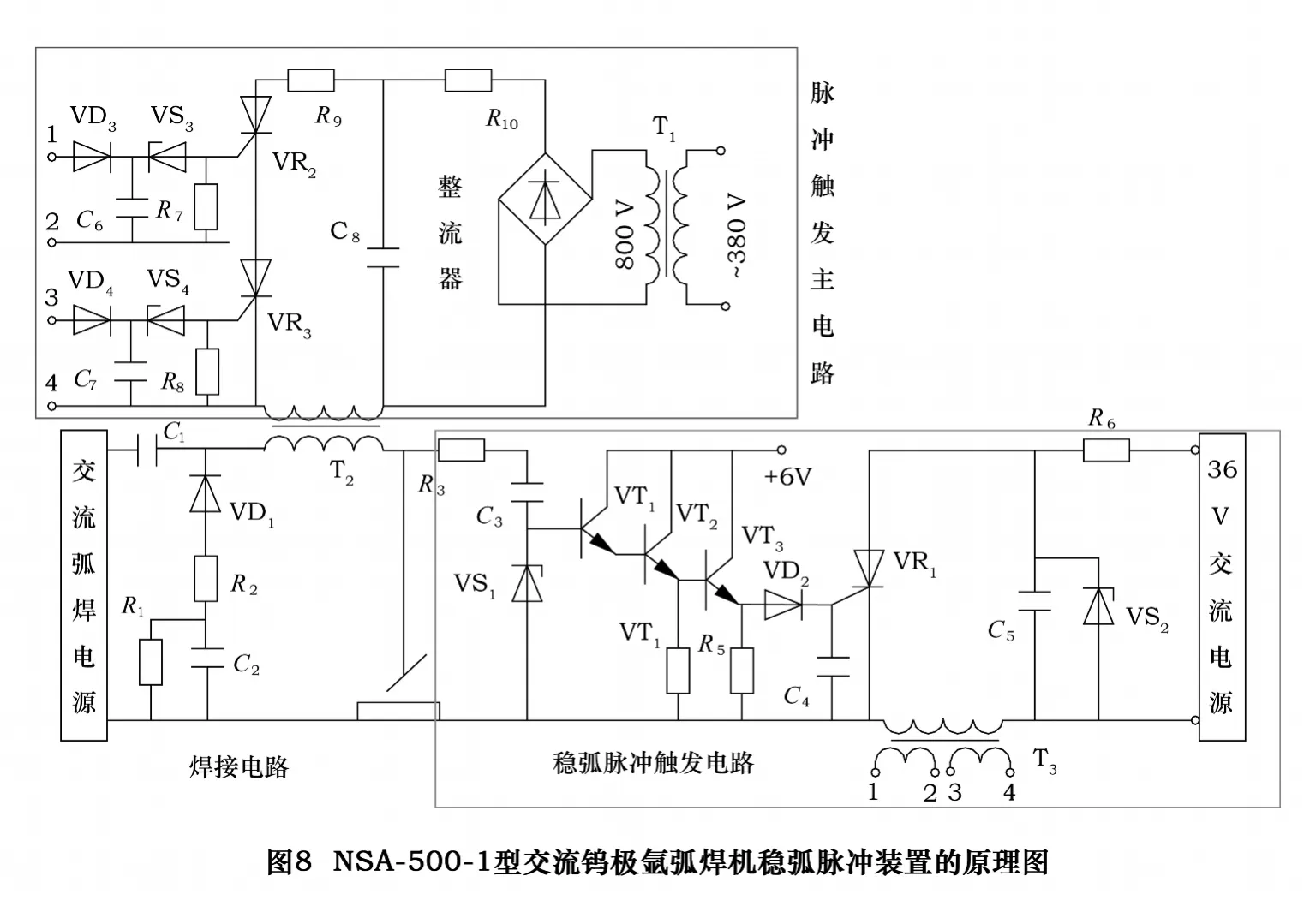
具體如圖8所示,穩弧脈沖信號源取自電弧電壓,為防止高壓脈沖的沖擊,電弧電壓信號經R3、C3和VS1組成的衰減器衰減之后,再向穩弧脈沖觸發電路的VT1基極輸送。
當焊件處于正極性半周內時,VT1的基極電位為負(約為0.7 V左右,即穩壓管VS1的正向壓降),VT1截止,R5上沒有電壓輸出,于是VR1不能觸發,脈沖發生電路不能工作。
當焊件由正極性向負極性轉變時,焊接電流過零的瞬間,VT1的基極上輸入了一個正向的電壓信號,于是VT1導通,并在R5上輸出正電壓,使VR1觸發,C5經晶閘管VR1、T2放電,并在T2的一次產生脈沖,同時在T2的二次產生雙脈沖,送往脈沖發生主電路,在T1次級(焊接電路中)產生高壓穩弧脈沖,使電弧重燃,焊接電流連續了,電弧燃燒就穩定了。
不難看出,在電路上,穩弧脈沖和引弧脈沖雖然共用一套脈沖發生主電路,但是各自的觸發電路是分開的,引弧脈沖引弧成功后,自動停止,穩弧脈沖開始觸發并參與穩弧。引弧脈沖和穩弧脈沖的觸發時機也有所不同,引弧脈沖在負半周的波峰時刻,穩弧脈沖在焊接電流的過零點(與時間軸的交點)。
2.3 故障診斷實例
例2:我市玄武巖石料廠的一臺NSA-500-1型手工交流鎢極氬弧焊機,焊機遭雨淋后引弧時聽不到引弧脈沖變壓器工作的“吱吱”響聲,無法引弧。
焊機故障分析:該焊機工作時,為了引弧和穩弧,需要引弧脈沖電路連續工作,那么引弧脈沖變壓器T2工作時產生的“吱吱”聲就成為判斷其是否工作的一個很好標志。上述故障焊機脈沖變壓器T2無“吱吱”聲,證明引弧脈沖主電路沒有工作,應分別檢查引弧脈沖主電路和引弧脈沖觸發電路。首先檢查引弧脈沖觸發電路(圖8),測量C6兩端的電壓為3 V左右,證明脈沖觸發電路已工作。然后,用示波器測量觸發脈沖變壓器T3的輸出信號,有穩定的輸出電壓信號,觸發脈沖電路無故障。再檢查引弧脈沖主電路,測量R9兩端的電壓,電壓值為“0”V,說明R9中無電流通過,可能是晶閘管 VR1或 VR2損壞。用電烙鐵取下 VR1和VR2,檢測發現VR1的陽極與陰極呈開路狀態。更換同型號的晶閘管后,R9兩端的電壓變為正常,且試機恢復正常。
3 結語
現在,工作中的許多TIG焊機多為交、直兩用型的,在電路上集成了兩類焊機的控制原理,分析其故障時的思路是一樣的。
[1]鄭宜庭,黃石生.弧焊電源[M].北京:機械工業出版社,1991.
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
