長跨距滾珠絲杠輔助支撐裝置
2012-10-20 14:10:50夏向陽李旭華陳文明江海林
制造技術與機床 2012年1期
夏向陽 李旭華 陳文明 江海林
(江蘇新瑞重工科技有限公司,江蘇常州 213166)
1 問題的提出
當今數控機床的進給傳動采用滾珠絲杠很普遍。當進給軸的行程超過5.5 m時,滾珠絲杠的兩端軸承座之間的跨距將超過6 m,屬于長跨距滾珠絲杠。此時滾珠絲杠由于自重產生的下垂變形會很大,導致滾珠絲杠旋轉時產生抖動,增大運動噪聲、縮短支撐軸承和滾珠絲杠本身的使用壽命、降低機床運動精度以及機床的加工精度。因此,必須設法消除滾珠絲杠自重變形的影響。加大滾珠絲杠的直徑以及加大絲杠預拉伸的力度固然可以解決滾珠絲杠的自重產生的變形問題和旋轉時產生的抖動問題,但同時帶來的問題是,加大滾珠絲杠的直徑必然使絲杠的轉動慣量急劇增大,以至無法與驅動電動機以及減速器慣量相匹配;而加大絲杠預拉伸的力度會縮短支撐軸承和滾珠絲杠本身的使用壽命、降低機床運動精度、增大運動噪聲(因為絲杠預拉伸的力最終是通過絲杠的兩端的支撐軸承傳遞到絲杠的兩端軸承座上的,圖1中絲杠的兩端支撐軸承采用的就是一種典型的絲杠預拉伸結構,加大絲杠預拉伸的力度實際上就是給支撐軸承增加額外的預緊力,因此支撐軸承的使用壽命和運動精度都會降低),因此此方案并不是最佳方案。
2 問題的分析和解決
為了解決這一問題,可以考慮給滾珠絲杠增加輔助支撐裝置。現在機床行業比較普遍的做法是在滾珠絲杠的兩端軸承座的中間位置增加一檔固定的輔助支撐,該輔助支撐平時是靠液壓或彈簧提供支撐力托起滾珠絲杠,當滾珠絲杠螺母運動到輔助支撐位置時,輔助支撐會通過液壓或機械的方式快速向下運動,以便使往復運動的滾珠絲杠螺母順利通過,這種輔助支撐有采用純機械方式的(此種類型的輔助支撐在文獻[1]中有詳盡介紹),也有采用液壓與機械復合方式的(此種類型的輔助支撐在文獻[2]中有詳盡介紹),這里不再贅述。為了給滾珠絲杠全長范圍內提供更多一點的有效支撐,我們另辟蹊徑設計了一種如圖1所示、可以與滾珠絲杠螺母一起隨動的動態滾珠絲杠輔助支撐裝置,該輔助支撐裝置由滾動導軌2、滾動導軌滑塊3和11、支撐座6和14、固定套7和15、自潤滑軸承8和16、緩沖塊9和17、兩個連接桿10、滾珠絲杠19、滾珠絲杠螺母18等組成。兩個連接桿10以及螺母4和13的作用是將滾珠絲杠螺母左右兩側的兩個輔助支撐連接成剛性的環狀整體,使兩個輔助支撐一起運動共同進退。為了可靠支撐絲杠而不對絲杠產生磨損,這里直接和絲杠大徑接觸的8和16選用的軟而耐磨的自潤滑軸承,和絲杠螺母端面會產生碰撞且接觸的緩沖塊9和17選用的是軟尼龍材料。為了便于裝配和維修,固定套7和15、自潤滑軸承8和16、緩沖塊9和17均為兩個半環結構(具體結構見圖2)。為了確保在工作狀態最不利的情況下絲杠的兩端軸承座之間的中間位置也有輔助支撐,圖1中設計時要保證L1=2L2(L1為絲杠支撐軸承間跨距,L2為左右輔助支撐之間跨距)。


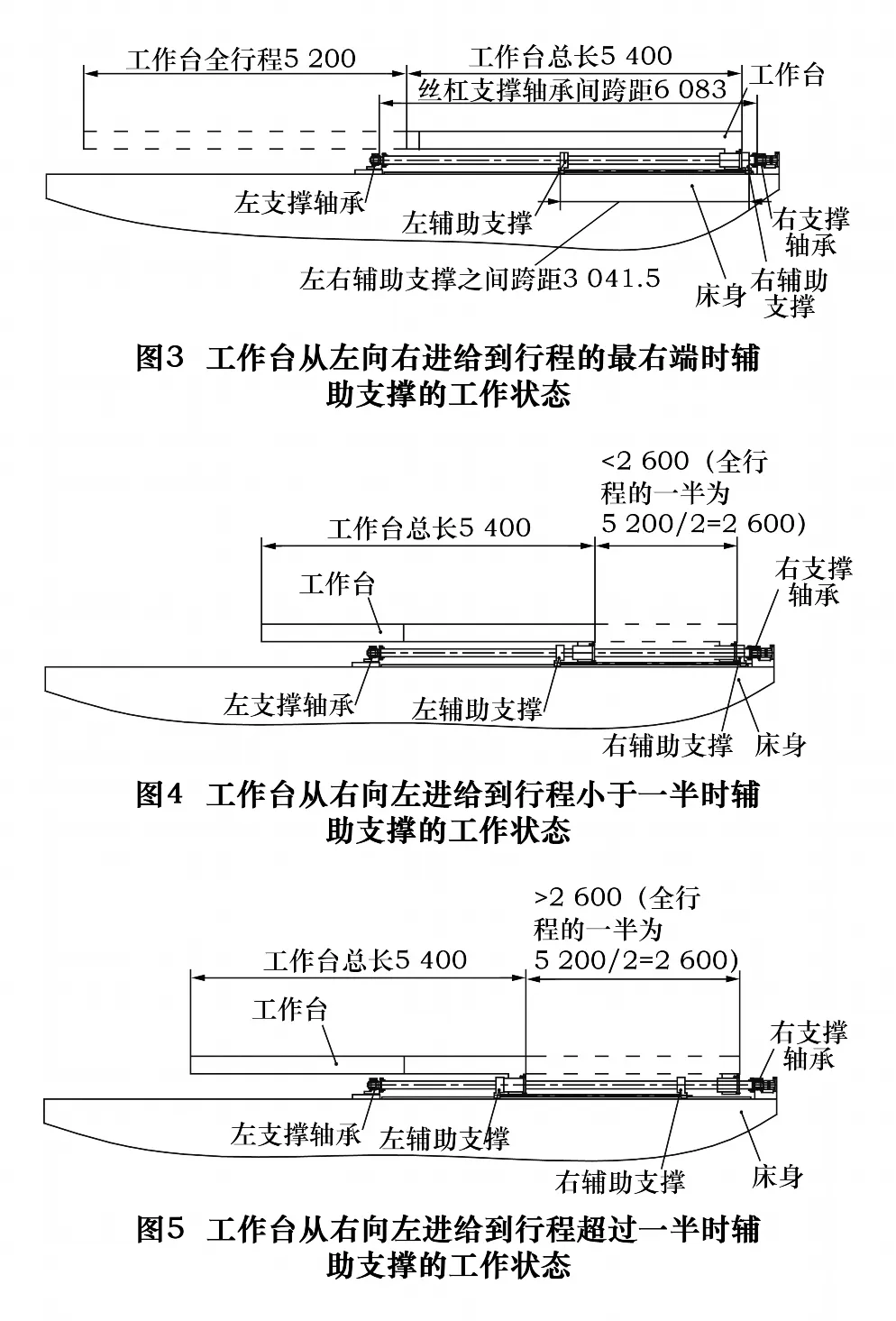
該輔助支撐裝置的工作原理實際上就是在絲杠的兩端支撐軸承的中間加一檔或兩檔可以跟隨絲杠螺母移動的有效的輔助支撐點,再加上絲杠左右兩端的支撐軸承,使整根滾珠絲杠有三檔或四檔有效支撐。下面我們以工作臺長5 400 mm、行程為5 200 mm的床身和臺面為例,通過圖3~8六張輔助支撐裝置的工作原理示意圖來分析一下該輔助支撐裝置的工作原理以及一個往返運動工作循環內6種不同的工作狀態。圖3所示為工作臺從左向右進給到行程的最右端時的狀態,此時右輔助支撐被滾珠絲杠螺母的右端面頂著移動到絲杠的最右段端緊靠右支撐軸承處,由于與右支撐軸承緊靠,右輔助支撐不起作用,此種狀態只有左輔助支撐為有效支撐,它正好位于兩端軸承座之間的中間位置,此種狀態是本輔助支撐裝置工作狀態最不利的情況,只有一檔有效的輔助支撐,再加上絲杠左右兩端的支撐軸承,整根滾珠絲杠有三檔有效支撐。圖4所示為工作臺從右向左進給到行程小于一半時的工作狀態,此時滾珠絲杠螺母逐漸遠離右輔助支撐并向左輔助支撐靠近,但滾珠絲杠螺母的左端面并沒有與左輔助支撐的右端面接觸,左右輔助支撐所處的位置與圖3所示一樣,也是本輔助支撐裝置工作狀態最不利的情況,只有一檔有效的輔助支撐,再加上絲杠左右兩端的支撐軸承,整根滾珠絲杠有三檔有效支撐。圖5所示為工作臺從右向左進給到行程超過一半時的狀態,此時滾珠絲杠螺母的左端面與左輔助支撐的右端面接觸,左輔助支撐被頂著與滾珠絲杠螺母一起向左運動,由于左輔助支撐和右輔助支撐被2個連桿10和螺母4、13接成剛性的環狀整體,所以右輔助支撐也一起向左運動并逐漸遠離右支撐軸承,此種狀態左右輔助支撐均為有效支撐,即此時有兩檔有效的輔助支撐,再加上絲杠左右兩端的支撐軸承,整根滾珠絲杠有四檔有效支撐。圖6所示為工作臺從右向左進給到行程的最左端時的狀態,此時左輔助支撐被滾珠絲杠螺母的左端面頂著移動到絲杠的最左段端緊靠左支撐軸承處,由于與左支撐軸承緊靠,左輔助支撐不起作用,此種狀態只有右輔助支撐為有效支撐,它正好位于兩端軸承座之間的中間位置,此種狀態也是本輔助支撐裝置工作狀態最不利的情況,只有一檔有效的輔助支撐,再加上絲杠左右兩端的支撐軸承,整根滾珠絲杠有三檔有效支撐。圖7所示為工作臺從左向右進給到行程小于一半時的工作狀態,此時滾珠絲杠螺母逐漸遠離左輔助支撐并向右輔助支撐靠近,但滾珠絲杠螺母的右端面并沒有與右輔助支撐的左端面接觸,左右輔助支撐所處的位置與圖6所示狀態一樣,也是本輔助支撐裝置工作狀態最不利的情況,只有一檔有效的輔助支撐,再加上絲杠左右兩端的支撐軸承,整根滾珠絲杠有三檔有效支撐。圖8所示為工作臺從左向右進給到行程超過一半時的狀態,此時滾珠絲杠螺母的右端面與右輔助支撐的左端面接觸,右輔助支撐被頂著與滾珠絲杠螺母一起向右運動,由于右輔助支撐和左輔助支撐被2個連桿10和螺母4、13接成剛性的環狀整體,所以左輔助支撐也一起向左運動并逐漸遠離左支撐軸承,此種狀態左右輔助支撐均為有效支撐,即此時有兩檔有效的輔助支撐,再加上絲杠左右兩端的支撐軸承,整根滾珠絲杠有四檔有效支撐。

3 結語
通過上述一個往返運動工作循環內6種不同的工作狀態分析可知,不管哪種情況,該輔助支撐裝置均能提供一檔或兩檔有效輔助支撐,由于機床在實際使用過程中進給軸開到行程極限的情況非常少,可以認為該輔助支撐裝置在機床實際使用過程中能夠提供兩檔有效輔助支撐,使整根滾珠絲杠有四檔有效支撐。該裝置有效地解決了長跨距滾珠絲杠自重下垂變形以及旋轉抖動問題,大大地提高了長跨距滾珠絲杠及其支撐軸承的使用壽命,提高了機床運動精度,降低了機床運動噪聲,提高了機床的加工精度。顯而易見該輔助支撐裝置比文獻[1]和文獻[2]介紹的在兩端軸承座的中間位置增加一檔固定的輔助支撐的裝置更加的合理而有效,而且結構簡單、可靠性高、維修方便、無需電氣和液壓控制。該輔助支撐裝置已經成功應用于我們公司生產的TH42250-500/H五面體加工中心的進給軸上,經過實踐檢驗,該輔助支撐裝置簡單、可靠、合理、有效,深受機床用戶歡迎。
[1]劉鑫.長跨距滾珠絲杠輔助支撐裝置[J].制造技術與機床,2009(12):143-144.
[2]黃成軍,王哲元,王偉.長跨距滾珠絲杠輔助支撐裝置[J].機械工程師,2006(7).
