M1083A無心外圓磨床磨削質量分析
2012-10-11 03:10:38劉學斌陳月敏
哈爾濱軸承 2012年1期
劉學斌,陳月敏
(哈爾濱軸承配件有限公司 車工分廠,黑龍江 哈爾濱 150036)
1 前言
M1083A無心外圓磨床,是磨削軸承套圈外圓的主要生產設備,用于車工分廠軟磨外徑工序。該機床前后各兩塊相對平行放置厚度相同的導板。導板的作用是引導套圈正確地進入磨削區和離開磨削區,并使磨削后的套圈具有正確的幾何形狀。這兩個引導過程的任何一個如果調整不當,都將造成磨削的套圈產生缺陷,滿足不了技術要求。因此,導板位置調整的正確與否,將決定套圈磨削的是否合格。
2 無心磨削原理
無心外圓磨削是由砂輪、導輪、托板及工件組成的磨削區域(如圖1),磨削時工件中心高于砂輪與導輪中心的連線,工件的軸心線與砂輪軸線平行,導輪軸線在垂直方向上傾斜一個α角度。前端高,后端低,角度的大小取決于加工工件外徑留量的大小、縱向進給速度的快慢、工件的幾何精度。通常在1°3 0″~ 3°30″之間。導輪在垂直方向上的傾斜角α的作用是磨削時導論速度分解為垂直面內的分速度和水平面內的分速度(圖2)。
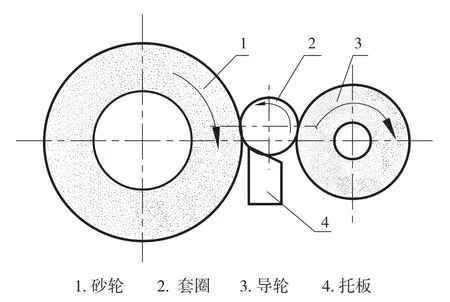
圖1 仿形原理示意圖

圖2 砂輪與導輪相對位置關系
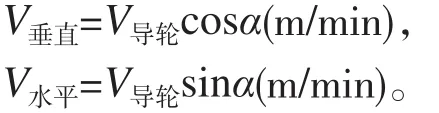
式中V垂直—導論速度切于工件且垂直工件軸線的分速度;V水平—導論速度平行于工件軸線方向的分速度;α—導輪在垂直方向的傾斜角度。
工件與導輪表面接觸定位,磨削時砂輪及導輪與工件接觸瞬間產生力矩,導輪帶動工件旋轉縱向進給實現砂輪對工件的磨削。
3 軟磨加工的過程
軸承套圈外徑經車削加工后外徑尺寸及精度不能滿足產品要求,必須在精車工序之前對套圈進行磨削加工,這種對未經過淬火的套圈進行的磨削加工即為軟磨加工。其目的主要是減少或消除上工序的加工缺陷,統一外徑尺寸提高外圓的幾何精度。其次是減少硬磨磨削量提高生產率。
軸承套圈外圓磨削屬于貫穿法磨削,對于硬磨來說砂輪應修整成前后各帶有一小斜度的錐形,以便磨削時進口、出口不至于把套圈外圓表面刮傷。而用于車加工后的軟磨來說就不適用了。因為軟磨磨削量大,即使把砂輪修整成帶斜度的錐面,一是砂輪有效磨削區域減少,砂輪消耗脫落加快,二是磨削不了多長時間(幾分鐘)砂輪錐面就磨平了。若反復修整砂輪錐面,將消耗大量的時間及砂輪的浪費,既不科學也不經濟。故此軟磨外圓時砂輪就不修整成錐面,砂輪整個寬度的磨粒形成一條沒有錐度的直線參與磨削,增加了砂輪參與磨削的有效面積,這樣既提高了砂輪利用率減少了浪費也降低了成本。因此用貫穿法軟磨外圓對導板位置的調整顯得尤為重要。
4 導板的調整
4.1 導輪前導板的調整
機床前后兩側導板所處的位置(見圖3)工作時兩塊前導板以導輪一側為定位面,調整時導輪前導板應與導輪外表面一致,既δ1=0。
(1)當δ1>0時,前導板高出導輪表面,磨削出來的套圈端面外緣上出現啃傷痕跡,見圖4。原因是套圈進入磨削區相當于是非常大的磨量(比正常磨量大幾倍)進入磨削,阻礙套圈正常進入磨削區產生的,應適當向后調整前導板來解決。

圖3 磨削示意圖
(2)當δ1<0時,導輪前導板低于導輪外表面,套圈進入磨削區受阻使磨削不順利,產生停頓和撞擊導輪前端面現象,靠導輪旋轉端面摩擦向上帶動套圈進入磨削區,影響套圈磨削的連續性以及產生垂直差過大。應通過向前適當調整前導板來解決。
4.2 導輪后導板的調整
導輪一側的后導板正確調整位置應為與導輪表面平行既δ2=0
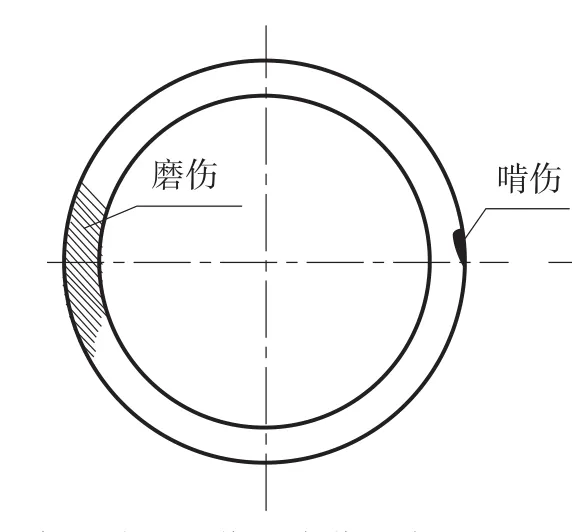
圖4 套圈端面啃傷和磨傷現象

圖5 套圈外圓表面缺陷
(1)當δ2>0時,導輪后導板高出導輪表面,磨削區中的套圈離開時受阻,致使磨削區中的套圈磨削時間延長,將造成尺寸變小。受阻嚴重時,套圈容易在磨削區域后側向上跳起甚至傷人,應向后適當調整后導板來消除此現象.
(2)當δ2<0時,導輪后導板低于導輪表面,則套圈離開磨削區時向導輪側傾斜,磨削出的套圈外圓表面邊緣上產生被多磨去的現象,造成表面缺陷,見圖5 。應適當向前調整后導板。
4.3 砂輪后導板的調整
(1)當δ3>0時,砂輪后導板高出砂輪表面頂住套圈,使磨削區中的套圈無法正常離開磨削區,磨削無法進行。
(2)當δ3=0時,導板與砂輪表面在一條直線上,套圈與導板有摩擦接觸產生阻力,阻礙正常磨削。
(3)當δ3<0時, 導板低于砂輪表面屬于正常磨削,大約低5mm即可。因為砂輪后導板的作用是限制套圈離開磨削區時,易產生向砂 輪一側跳起離開導板掉下去現象,所以間隙適當即可。
4.4 砂輪前導板的調整
機床工作時,兩前導板以導輪一側為基準,砂輪一側導板與套圈有一定量的間隙(比砂輪靠后些)既δ4<0。間隙不能太小,因為軸承套圈在車削加工過程中,由于機床(型號為HZC20-1Z)使用年限長、負荷量大、精度降低。車加工后的套圈外徑尺寸不一致、散差大,很難保證在同一尺寸公差范圍內,這樣就影響軟磨無心磨床正常磨削中的進活質量。由于車加工外徑尺寸散差大,若間隙太小當尺寸公差大的套圈進入時,容易把套圈卡住不能往里正常進給,而間隙太大時,雖然不能卡住套圈,但因為是人工用手推活,用力大小不均衡。用力小影響工件的垂直差,套圈間斷不連續。用力大套圈容易從前導板處刀板上向砂輪一側蹦起,尤其磨削輕系列套圈時非常明顯,恰好在砂輪的前面加上手往里推活進給,瞬間砂輪端面就把蹦起的套圈端面磨傷,見圖4 。
而這時需緩一下手停止用力,蹦起的套圈再滑到刀板上手再繼續推活。由此每天造成的廢品不在少數,大約能有幾十個甚至更多。讓人不可思議的是到每個月成品往車工返廢品時,誤把端面磨傷的廢品套圈說成是軟磨雙端面產生的,給軟磨雙端面造成額外損失。因此安裝砂輪前導板時把砂輪一側導板在水平面內調整成傾斜位置即可,既在前導板背面里端墊上3mm厚的墊片即可達到目的。形成一個喇叭口型進活狀態。這樣就限制了套圈往砂輪一側蹦起,杜絕了上述原因產生的廢品。同時換活調整也非常方便不受影響。
5 結論
在實際生產過程中,要善于摸索總結出符合自身設備特點,加工狀況的調整方法,提高生產效率,減少了廢品總量降低了生產成本,增加了經濟效益。同時換活調整也非常方便不受影響。