壓力機離合器控制鍵的加工
2012-10-11 03:10:40石育新
哈爾濱軸承 2012年1期
關鍵詞:設備
石育新
(哈爾濱軸承集團公司 成品十五分廠,黑龍江 哈爾濱 150036)
1 前言
我分公司是負責為各生產分廠加工工裝、夾具、量具及機床配件的單位,所有設備均為萬能設備。在生產中經常會遇到一些形狀奇特。萬能設備無法加工的零件, 控制鍵就是其中之一。控制鍵是壓力機離合器部分較易磨損的重要零件之一。不同型號的壓力機其控制鍵的形狀有所不同,但工作原理是相同的,形狀也是大同小異,都有一個偏心很大的圓弧。圖1 所示是眾多控制鍵中的一種。由圖可見,該零件的加工難點就在于偏心圓弧R75mm在萬能設備上無法進行加工,以往這類備件解決的最簡便方法就是去廠家購進,但由于廠家較遠,外購成本又較高,周期也較長,因此很難滿足生產分廠的需求。為此設計了加工該零件的工裝,配合相應的工藝,實現了在萬能設備上對該零件的加工,保證了生產分廠的生產進度。
2 工裝設計

圖1 控制鍵加工圖
該零件材料為40Cr,淬火硬度為50~55HRC,它的特點是偏心距很大,遠超出最大直徑之外,加工難點是偏心軸徑R75mm的車、磨削加工,測量難點也在于此。
根據以上分析,此零件的加工如不借助相應的工裝,在萬能設備上是無法進行的。因此設計出最優化的工裝是加工此零件的關鍵。根據加工需要,考慮到工裝的多用性設計出圖2 所示工裝,并將車磨工裝設計在一體上,工裝上間隔180°一對對應的定位孔Φ61用來車削加工用;另一對定位孔Φ60用來磨削加工用,這種結構便于加工也便于對工件的測量,而且對稱裝夾所受離心力比較均勻,回轉相對平穩。前后定位板是以內孔與心軸配合,配合精度為H7/h6,并靠平鍵圓周定位,鍵的配合種類選用一般聯結,前后定位板上對應定位孔的加工是一次裝夾同時用坐標設備加工出來的,中心距保證在加減0.02mm以內,位置度保證在φ0.02mm以內,前后定位板上的定位鍵槽也是兩件一次裝夾,以相對應的定位孔定位加工出來的,心軸上兩端的定位鍵槽同樣也是一次裝夾加工出來的,因此前后定位板的一致性非常好,且位置精度準確,完全可以滿足加工要求。
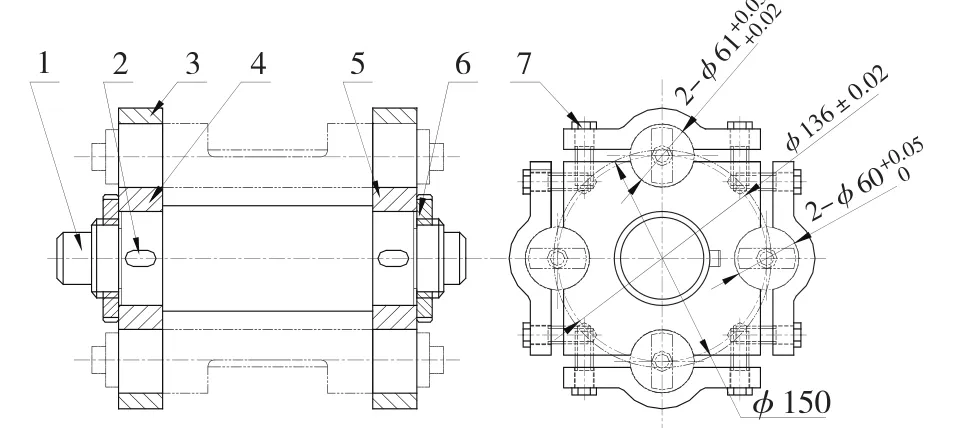
圖2 加工控制鍵工裝
該工裝結構簡單,操作使用比較方便,加工容易,車工裝夾加工時不需要找正,磨工找正也比較簡單,定位精度較高,形位公差完全靠工裝保證,加工精度較高。由于同時可以加工兩件產品,因此效率也很高,而且還是車磨工裝合二為一,減少了工裝數量,減少了庫存,降低了制造成本和管理成本。
3 工藝設計
根據圖紙要求,針對該零件的加工,設計出如下工藝方案:
(1)備 料:Φ70mm棒料備料,總長留加工量;
(2)熱處理:調質以減小后工序的變形;
(3)車 工:粗車,Φ60mm外徑車成Φ61-0.1mm作為安裝車工工裝的定位軸徑,Φ20mm外徑留磨量0.2-0.3mm,其余部位車至成品尺寸;
(4)車 工:用夾具對頂尖粗車R75mm偏心處,并留0.7-0.8mm磨量;由于其特殊形狀及結構,導致其熱處理變形要相對大些,因此,此偏心處的留量要適當加大,為0.8-0.9mm;
(5)鉗 工:劃好兩端對扁線;
(6)銑 工:銑兩端對扁,并留磨量0.2-0.3mm;
(7)熱處理:淬火;
(8)車 工:研好中心孔;
(9)徑 磨:用夾具對頂尖磨好各留量外徑;夾在磨工工裝用定位孔中,對頂尖用百分表測量R75mm圓弧,找正,磨好R75mm偏心徑,由于磨削過程是斷續磨削,因此磨削速度不易過高,應低速磨削,并在工裝上測量好尺寸;
(10)平 磨:用夾具磨好對稱扁φ20mm。
4 結束語
經過實踐證明,用該種工裝加工出來的控制鍵成本低,精度高,使用效果良好,完全可以滿足生產分廠的需求,為工廠節省了大量的資金,縮短了機床大修時間,同時也為相似產品的加工提供了理論和實踐依據。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00