常減壓裝置初頂后冷卻器裂紋原因分析
2012-10-08 02:22:04翁東山
質量技術監督研究 2012年1期
翁東山
(福建省特種設備檢驗研究院,福建 福州 350008)
1 前言
福建某石化企業常減壓裝置一臺初頂后冷卻器運行了近19年,2011年4月對其進行全面檢驗時經磁粉檢測發現殼體內表面某條焊縫存在大量裂紋,現場對其中的一條橫向裂紋消除時發現裂紋深度已經超過實際板厚的一半。檢驗人員對裂紋區域進行了硬度測定、金相分析、光譜分析,并結合生產工藝和設備的運行狀況對裂紋失效原因進行了分析和探討。
2 設備參數和裂紋表征
容器規格φ800×12,材質為16MnR,殼程:介質是油、工作壓力為0.2MPa、工作溫度為60℃;管程:介質是循環水、工作壓力為0.4MPa、工作溫度為40℃;該設備于1992年6月投用,使用年限近19年。
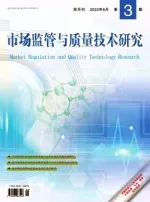
設備裂紋位置如圖1所示。
現場發現的裂紋集中分布在內表面C4環縫700×200mm范圍內,裂紋形貌及特征:
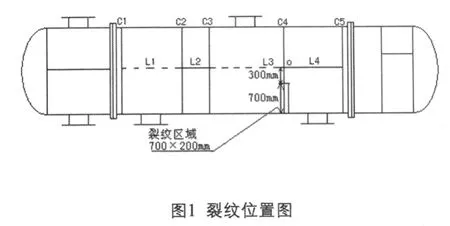
(1)焊縫上:裂紋主要呈橫向分布、部分貫穿焊縫,尾部有分叉;
(2)熔合線區域:裂紋主要呈縱向分布,有樹枝狀分叉;
(3)熱影響區:裂紋較短,部分是焊縫及熔合線裂紋的延伸部分;
裂紋斷口較亮,無氧化色彩,裂紋照片如圖2、圖3所示。
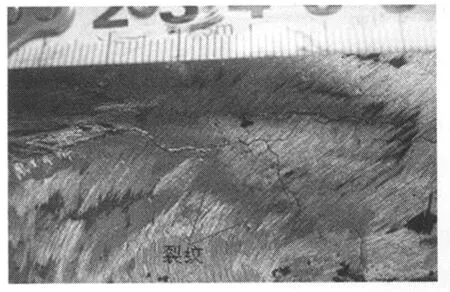
圖2 焊縫上裂紋
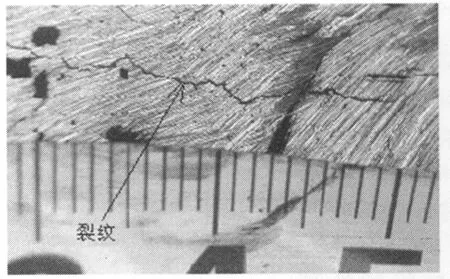
圖3 熱影響區裂紋
3 裂紋原因分析
由于設備使用時間較長,檢驗員對該設備進行了較全面的檢測,以便找到初頂后冷卻器裂紋失效的原因。
3.1 金相組織分析
在裂紋區域制成金相試樣,采用現場便攜式光學顯微鏡觀察,金相組織照片如圖4、圖5所示,放大倍數為400倍。
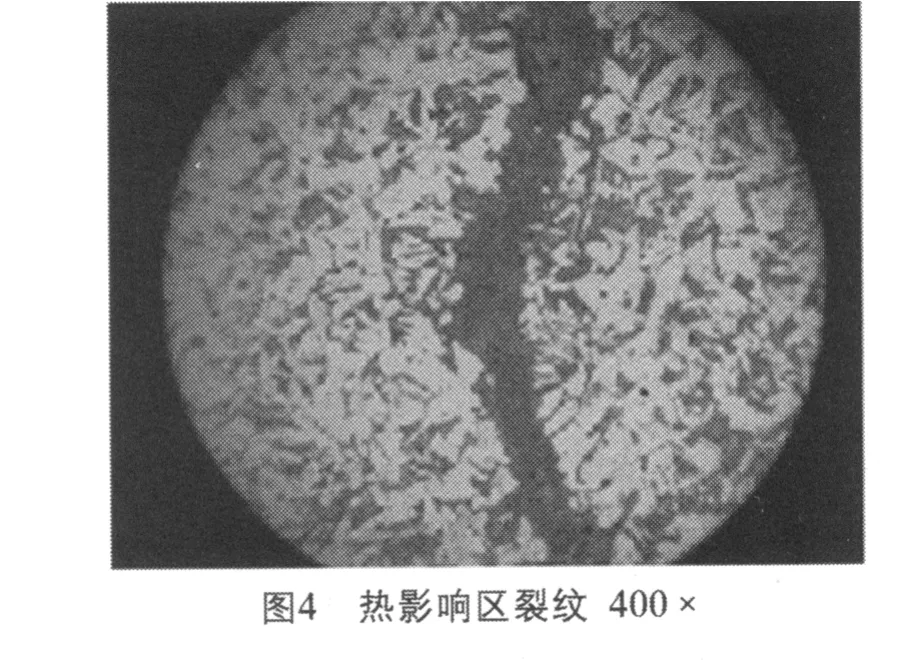
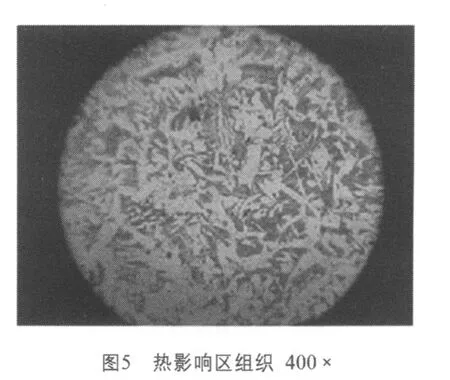
從金相組織照片可以看出,裂紋區域組織主要由珠光體和粗大的魏氏體組成,其中魏氏體組織顆粒明顯偏大,熱影響區中的過熱區較寬;從照片上看顆粒的晶界模糊,裂紋呈穿晶開裂和延晶開裂。
根據裂紋區域金屬組織的特征可初步判斷C4焊縫在制造時有可能焊接溫度較高,且在高溫下停留時間過長,造成晶粒粗大,過熱區較寬,顆粒間隙較大,導致這部分金屬組織的塑性和韌性有一定下降,脆性增大。另外熱影響組織不均勻,這部分是焊接接頭的薄弱環節,在應力作用下容易萌生裂紋。
3.2 硬度測定
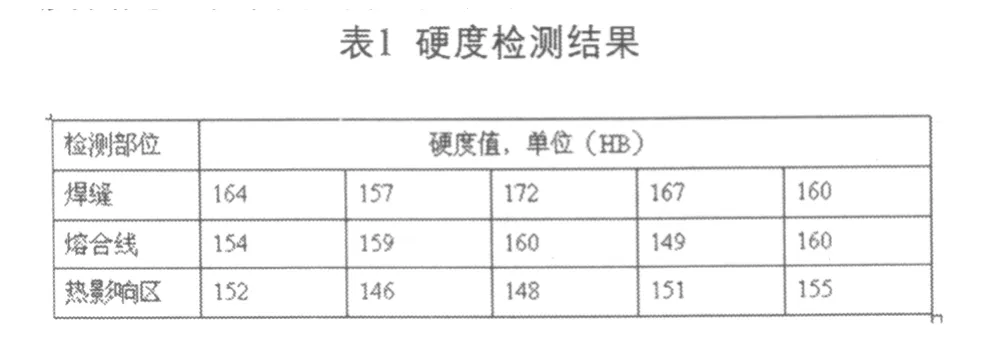
對裂紋區域焊縫、熱影響區、熔合線進行硬度測定,檢測結果見表1。
?
從檢測結果來看,未發現裂紋區域材質硬度有明顯變化,(相同厚度16MnR板材的硬度值為150HB左右)符合16MnR鋼的材料硬度要求。
3.3 光譜分析
檢驗現場采用半定量光譜分析對裂紋區域材質進行合金元素光譜分析,測出鋼板中錳含量為1.52,符合16MnR鋼的錳含量要求。
根據以上檢測結果可排除材料錯用的因素,但由于使用年限較長,不排除含氫介質對鋼材表面的滲透。由于C4焊縫金屬組織顆粒間隙較大,原油中攜帶的氫有可能進入顆粒間隙或焊縫金屬夾雜物縫隙,當達到一定分壓時,金屬組織破裂開,形成裂紋,隨著時間推移裂紋逐步擴展最終導致設備失效。
4 初頂后冷卻器的腐蝕機理
常減壓裝置中在常壓塔前設置初餾塔一般是為了減輕原油對常壓塔的腐蝕,實際上是將一部分腐蝕轉嫁到初餾塔,而初頂后冷卻器設置在初餾塔頂產品線之后,工作介質也難免帶有腐蝕性。腐蝕是常減壓裝置的典型缺陷,主要是由于原油中含有氯化物和硫化物。
4.1 氯化物的腐蝕
原油中的氯化物在原油被蒸餾的過程中受熱分解或水解產生氯化氫、還有有機酸等腐蝕介質,使設備腐蝕。氯化物主要是氯化鈉(NaCl)、氯化鈣(CaCl2)、氯化鎂(MgCl2),CaCl2和MgCl2加熱至120℃時開始水解,水解率隨溫度升高而提高。
水解產生的HCl隨油氣流上升在分餾塔頂與冷凝水結合生成較濃的鹽酸,對金屬造成強烈腐蝕。[1]

4.2 硫化氫的腐蝕
原油中本身含有硫化氫,同時原油中的元素硫會與烴類物反應生成硫化氫,然而硫化氫不穩定,在200℃以上開始分解,又會生成元素硫,因此在低溫條件下所發生的腐蝕主要是硫化氫腐蝕。[2]
濕硫化氫應力腐蝕(氫致鼓包、氫致裂紋)
濕硫化氫情況下 H2S→H++HS-
陽極:Fe+HS-→FeS+2e-,Fe溶解,腐蝕
陰極(夾雜物處):H+體積小,侵入鋼中夾雜物,2H++2e-→H2
H2不斷聚集,在縫隙和夾雜物處形成微小裂紋和鼓泡,隨著空隙壓力不斷升高,逐漸變成較大的裂紋和鼓包。
4.3 HCl和H2S相互作用,促進腐蝕加速[3]
HCl還能與金屬表面上具有保護作用的硫化鐵反應。

反應生成溶于水的氯化亞鐵,使金屬失去保護膜,同時釋放出硫化氫氣體,對低溫硫腐蝕有促進作用,加快腐蝕速度。

根據以上腐蝕機理分析,并結合生產工藝和設備運行狀況,該冷卻器的裂紋失效可能是由應力腐蝕引起的。冷卻器殼體介質中攜帶的氫氣隨著腐蝕日積月累滲透到焊縫金屬顆粒間隙或夾雜物中,逐步形成應力腐蝕裂紋,并慢慢擴展,最終導致設備失效。
5 缺陷的處理
由于檢修工期較短,裂紋較多,且裂紋主要集中在C4焊縫上,因此與廠方協商后決定采取挖補的辦法進行設備修復。現場修理程序簡述如下:
(1)割除劃定的缺陷分布區域,并向外延伸50mm,應注意割除板塊邊緣均勻且過渡圓滑;
(2)制備大小相同的板材進行補焊;
(3)為保證焊接質量,在焊接前應進行預熱;
(4)焊后24小時進行射線檢測100%、表面檢測100%;
(5)耐壓試驗。
6 結束語
從該石化企業歷次的檢修記錄來看,常減壓裝置換熱器發現裂紋的情況較少,本案也僅僅是個例。如果采用合適的工藝,如“一脫三注”,可以極大減輕原油中腐蝕介質對設備的影響[4]。在本文中設備出現裂紋也與當初設備制造時的焊接工藝有一定的關系,因此對常減壓裝置換熱器進行全面檢驗時應注重對焊縫的無損檢測,特別是接觸腐蝕性介質的焊縫內表面部分。
[1]夏延燊.常減壓蒸餾裝置塔頂冷凝系統防腐蝕措施[J].石油煉制與化工,2006,37(1):35-37.
[2]黨飛鵬,劉至祥.常壓塔頂冷卻器腐蝕與維護[J].石油化工設備,2000,29(2):51-52.
[3]董舒民,姜德林.煉油廠換熱器腐蝕分析及防護[J].化工技術與開發,2006,35(10):34-35.
[4]吳春生,侯銳鋼.注氨法解決常壓塔冷凝系統腐蝕存在的問題及對策研究[J].腐蝕與防護,2003,24(10):445-447.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02