重大型機床滑枕加工工藝及技術攻關
2012-09-28 13:18:54尚紅
制造技術與機床 2012年4期
關鍵詞:測量
尚 紅
(沈陽機床中捷機床有限公司,遼寧沈陽 110141)
數控落地銑鏜床滑枕是萬能重大型數控機床的主要件之一。此類零件為長方體,內腔有多處深孔,是替代機床主軸箱、尾部箱,從結構上起定位支撐主軸及延長主軸(即W軸)伸出作用的關鍵件。由于滑枕與拖板的相對運動為Z軸,因此零件制造精度要求相當高。
1 滑枕加工工藝
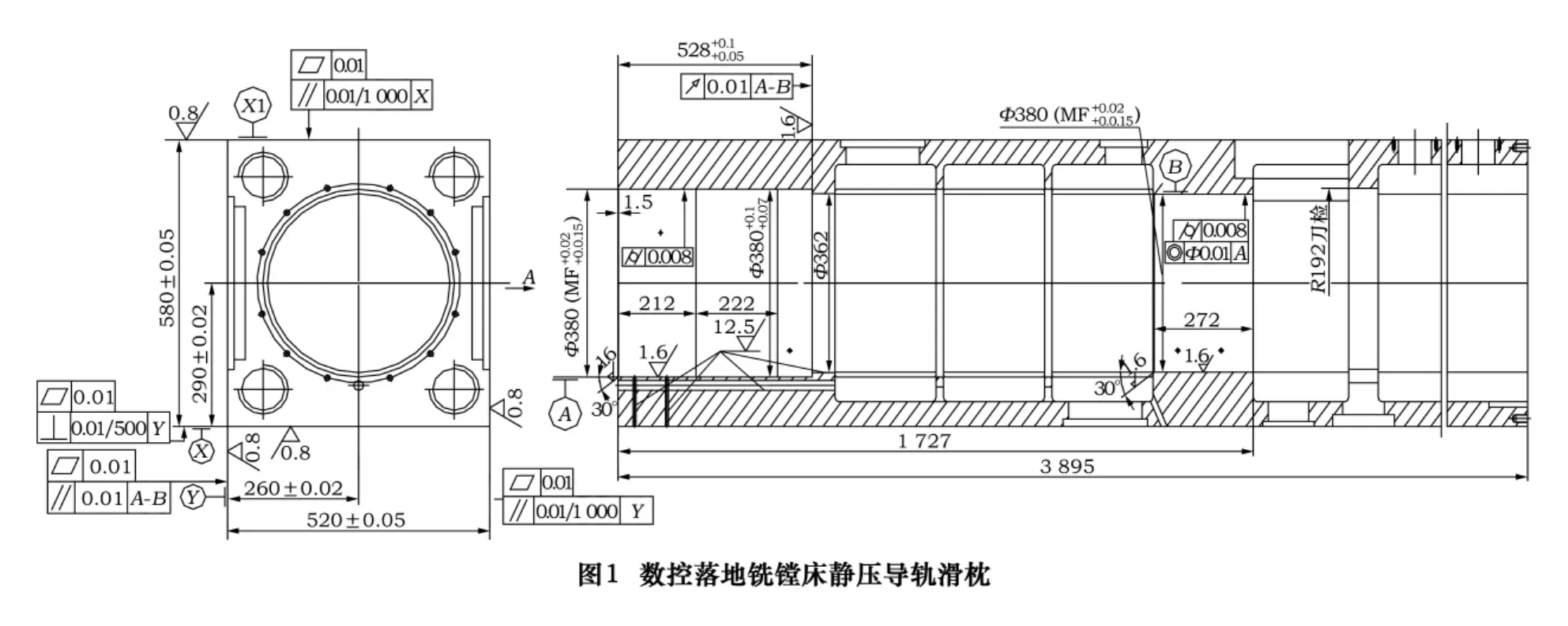
數控落地銑鏜床靜壓導軌滑枕見圖1,其鏜軸直徑φ200 mm;銑軸直徑φ320 mm;方滑枕尺寸520 mm×580 mm×3 895 mm;滑枕Z軸行程1 250 mm;鏜軸W軸行程1 200 mm。滑枕體四面為靜壓導軌面,腔內軸向共3個孔,深孔φ360H7,距滑枕端面1 727 mm深,各孔同軸度要求φ0.01 mm。通過工藝攻關,該滑枕的加工精度及制造方法已達到國內先進水平。
其加工工藝流程:毛坯(球墨鑄鐵QT500-7)—劃線—粗銑(龍門銑床)—粗鏜(鏜床)—時效(人工時效)—噴底漆—精銑(龍門五面)—搖鉆—鉗裝—半精磨(導軌磨床)—半精鏜(數控銑鏜床)—精磨(導軌磨)-精鏜(上鏜具)—銑(龍門五面)—鉗(清理)。
2 滑枕加工工藝分析
2.1 粗加工(毛坯-劃線-粗銑-粗鏜)
滑枕材料用球墨鑄鐵QT500-7是接近灰鑄鐵成分的鐵水,經鎂或鎂的合金或其他球化劑球化處理后獲得的具有球狀石墨的鑄鐵。由于這種鑄鐵中的石墨呈球狀,所以大大減輕了石墨對金屬基體的分割性和尖口作用。球墨鑄鐵具有灰鑄鐵的優良特性,又兼有鋼的高強度性能,擁有比鋼更好的耐磨性、抗氧化性、減振性及小的缺口敏感性[1],可以進行多種熱處理以提高強度。滑枕材料采用的球墨鑄鐵,其基體組織的鐵素體及珠光體含量均占50%左右,球化率不大于4級。
劃線序照顧主軸套孔與滑枕四面導軌面對稱度,保證各面有足夠的加工余量。為使主要的加工面及孔粗加工后產生的內應力得到充分釋放,滑枕四面導軌面、主軸套深孔及端面均要進行粗加工,各面留量3 mm,孔徑留量8~10 mm。
2.2 半精加工(時效—精銑—鉗裝—半精磨—半精鏜)
滑枕在粗加工后內部易殘存應力,因壁厚不均勻,在鑄造加熱冷卻及相變過程中,會產生熱應力和組織應力,所有這些內應力都必須消除。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8 h,然后爐冷(灰口鐵)或空冷(球鐵),可消除鑄造、冷加工內應力的90%以上,鑄鐵組織不發生變化。
精銑序設備使用數控龍門鏜銑床,目的為糾正時效處理產生的工件變形及使后序加工余量均勻。此序將確定滑枕精加工導軌面及主軸套孔的基準,工件除導軌面外各部位槽、孔、鑲蓋板等工步均在此序完成,加工后各導軌面平面度、垂直度誤差不大于0.05 mm,表面粗糙度至Ra3.2 μm以下。鉗裝序鑲裝滑枕兩側面蓋板,滑枕四面采用靜壓導軌形式時,需增加半精磨,此序將滑枕側面蓋板與導軌面磨成共面,各導軌面平面度、垂直度誤差不大于0.03 mm,表面粗糙度至Ra1.6 μm以下。半精鏜序以導軌面為基準,先鏜4處平衡油缸深孔,減少深孔加工對滑枕主軸套孔精度的影響,同時對主軸套孔進行半精鏜去除余量,為精鏜序做準備。
2.3 精加工(精磨—精鏜—銑—鉗)
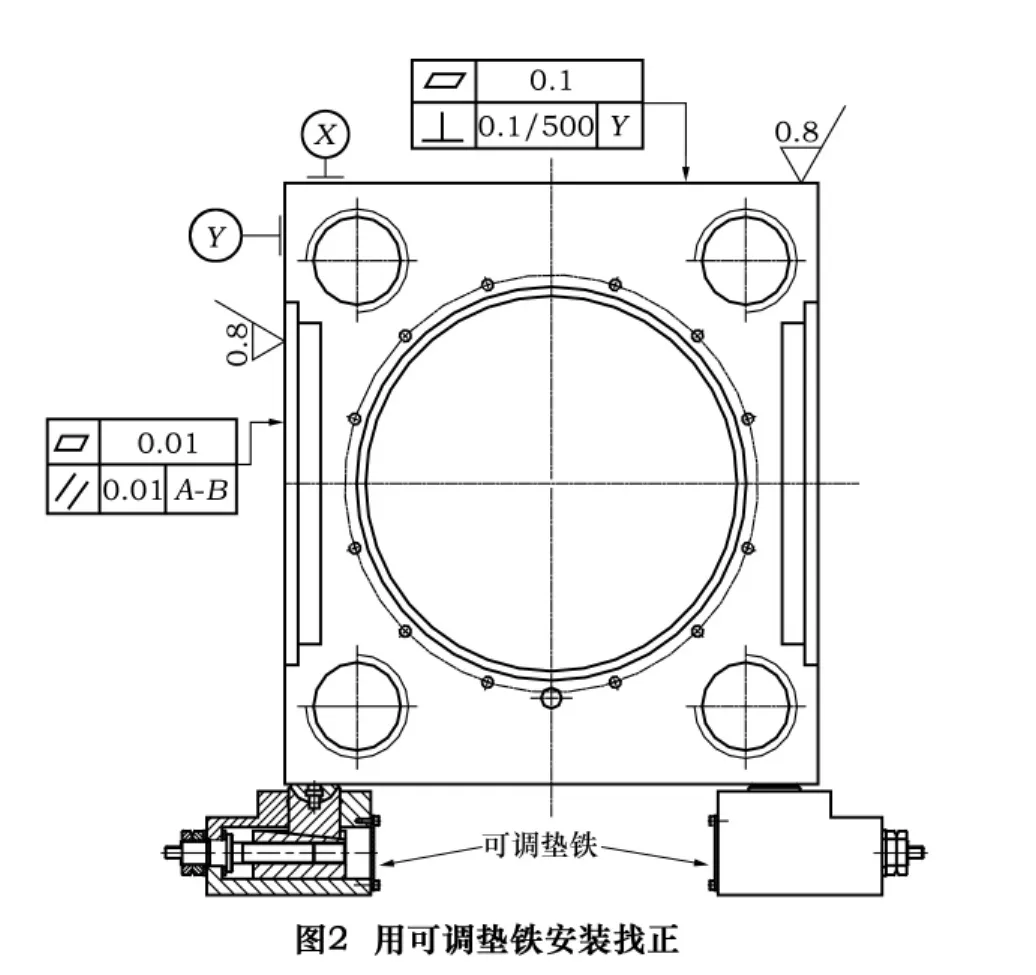
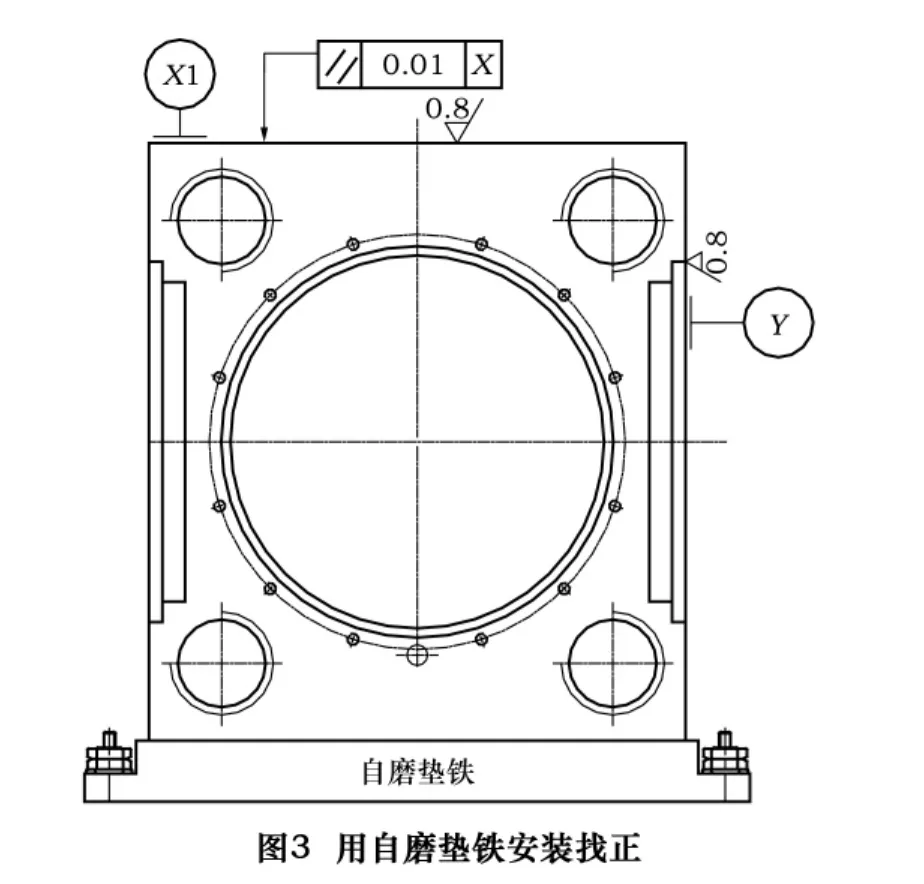
滑枕四面導軌面表面粗糙度要求Ra0.8 μm,半精磨后導軌各面留量0.2 mm,通過調整可調墊鐵找正滑枕磨削面(見圖2),磨削X面保持平面度0.01 mm;再通過調整可調墊鐵找正X面,磨削Y面保證X、Y面垂直度0.01 mm。用自磨墊鐵(見圖3),導軌磨自磨墊鐵后,分別以X、Y面為裝置面、磨削相對面,導軌面保證相對面平行度為0.01 mm。
精鏜序先精銑孔端面,再精鏜深腔孔。滑枕深腔孔的精鏜是滑枕加工重點也是難點。經過多年的技術攻關與生產實踐,我們總結了3種主要的加工方法:懸臂鏜削法、吊墻導向法和固定式雙支撐法。滑枕后序加工,如龍門五面序將滑枕與主軸套孔精度相關的滑塊座孔進行精加工,是保證裝配主軸時與主軸中心重合。一般建議滑枕精鏜后工件盡可能少吊轉搬運,以減少精密孔的變形及磕碰、劃傷。
3 滑枕深孔加工的技術攻關
3.1 懸臂鏜削法
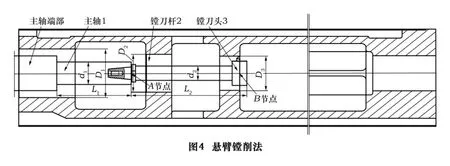
滑枕深腔孔孔深不大于1 000 mm可采用主軸單臂懸伸的加工方法即懸臂鏜削法,用數控銑鏜床借用機床主軸端部長度、主軸伸出、鏜刀桿長度疊加進行懸臂精鏜孔(見圖4)。懸臂鏜削法刀具調整方便、在加工過程中便于觀察和測量,滑枕兩端孔及深腔孔同軸度主要靠機床工作臺的回轉精度和刀桿的剛性來保證。此加工方法精度低,現主要用于龍門機床滑枕孔的精鏜。工作臺回轉調頭鏜工件找正導軌面精度不大于0.01 mm/1 500 mm,鏜桿撓度需要機床Y軸進行經驗值補償。
此方法由于懸臂較長,懸伸最遠處端點會產生撓度,撓度值可通過對靜態和動態載荷的計算得出。由于整個懸長的變形量是由均布載荷和集中力P共同引起的,所以分別考慮其作用,再用疊加原則,可求出最終的撓度(見圖5)。
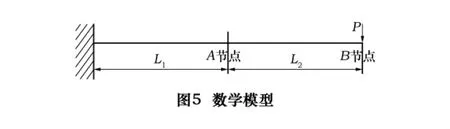
理論值主軸伸出250 mm,鏜刀編程長度500 mm,需機床補償值為0.025 mm,實際經驗值撓度補償0.03 mm。當主軸伸出500 mm,鏜刀編程長度450 mm,撓度補償0.06 mm。在實際生產中依據理論值,采用數控銑鏜床Y軸補償方式懸臂鏜滑枕端面孔及深孔,通過Z軸進給,主軸(W軸)旋轉,保證各腔孔同軸度。
3.2 吊墻導向法
滑枕深孔孔深大于1 000 mm時通常采用吊墻導向法,這種方法利用滑枕上帶有的方窗(窗口朝上),在深孔窗口處安裝專用工裝——吊墻,在滑枕端孔安裝鏜套,形成雙導向的加工方法(見圖6)。此加工方法工件加工同軸度好,主要用于數控落地銑鏜床滑枕深孔的精鏜。
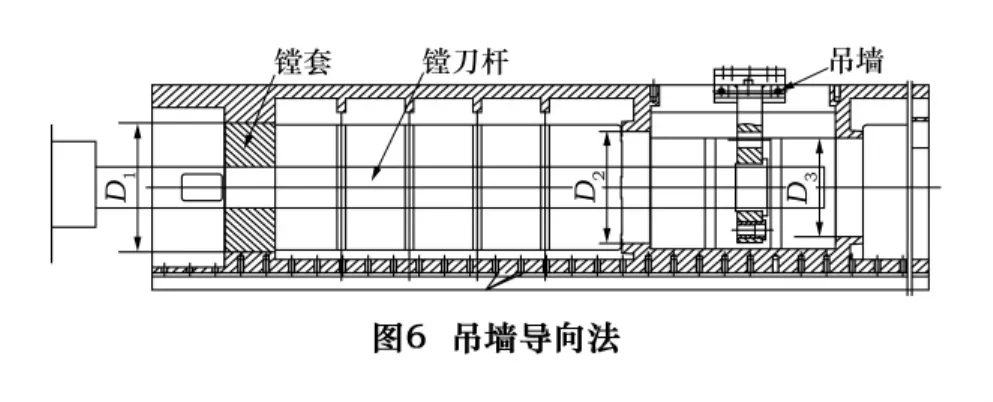
在安裝吊墻精鏜前,深腔孔要進行半精鏜徑向留量2 mm,以保證在精加工時孔內溫度與室溫相同,前端面孔精鏜及深腔孔半精鏜后,前端面孔架鏜套,從窗口處上吊墻、穿鏜刀桿。
吊墻的調整方法:吊墻安裝見圖7,以滑枕體上面為裝置面,側立面為導向面。調整方法:(1)左右方向調整:緊固吊墻上緊定螺釘4,使吊墻側面與滑枕側基面緊密接觸,確保左右方向與前端孔同軸,不同軸時用調整墊在側基面處調整;(2)上下方向調整:主軸上檢棒輪表找正,當吊墻中心孔位置與前端孔不同軸時,加調整墊(調整量需考慮沉表誤差)至與前端孔同軸止,用內角螺釘8緊固。
精鏜時因鏜刀桿較長且兩端架套剛性差,鏜孔時主軸轉速不易高,一般為轉速S=15~30 r/min,進給速度F=2 mm/min左右,切深徑向1 mm,孔同軸度φ0.02~0.03 mm。
3.3 固定式雙支撐法

滑枕深孔大于1 500 mm時,因吊墻臂薄剛性差,易產生振動,為提高精鏜剛性采用固定式雙支撐加工方法(見圖8)。利用滑枕上帶有的方窗(窗口朝下),滑枕裝夾通過鏜具安裝在機床上,鏜具上的前、后支撐座,形成雙導向。這種加工方法工件加工同軸度很好,加工質量穩定性好,較吊墻導向法加工效率高,主要用于數控落地銑鏜床更深孔的精鏜加工。
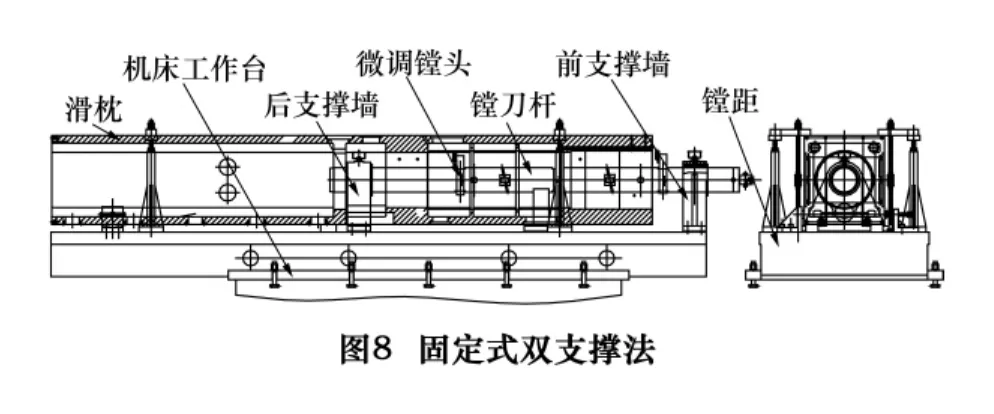
先將鏜具安裝在機床工作臺上,找正鏜具滑枕裝置面與鏜桿平行度0.01 mm,再安裝滑枕。穿鏜刀桿,精鏜時孔內溫度要與室溫相同。用微調鏜頭切削參數:轉速S=15~30 r/min,進給速度F=6 mm/min,切深徑向2 mm,效率是吊墻導向法的3倍以上,孔同軸度達到φ0.01 mm。
3.4 滑枕的測量
滑枕四面導軌面測量:滑枕導軌面在零級大理石平臺上檢測,用等高墊鐵放置在滑枕兩端導軌面長度的2/9處;用大理石平尺、電子水平儀測量導軌面直線度、平面度;用專用檢具、杠桿表測量導軌面的平行度;在確認各項精度滿足導軌面精度要求后進行精鏜加工。
滑枕深腔孔的測量:滑枕深腔孔精鏜過程中,因鏜桿兩端架套無法用內徑千分表直接測量孔直徑。現需要依靠操作者的加工技能采用卡鉗測量,用這種方法所測出的數值測量擴展不確定度[2]U=kuc=2×2.16=4.32 μm,經過多次摸卡鉗精鏜孔達到公差范圍內。精鏜孔后,先將鏜桿卸下來,用內徑千分表測量孔徑,如果孔徑滿足圖紙要求再拆卸滑枕;如果孔徑不滿足,需再穿鏜桿架上后繼續加工直到合格。
4 結語
滑枕加工是龍門數控、落地銑鏜床機械加工的重點及難點,我們對其加工方法從自主創新、工藝攻關、小批試制、批量生產過程中逐漸總結成熟經驗。通過不斷的學習和實踐,以上是對滑枕加工技術的一些粗淺的經驗和總結。在今后的工作中滑枕加工仍需解決:
(1)滑枕深腔孔測量采用更精確的激光、電子等手段測量,使測量結果更可靠。
(2)提高重大型龍門數控鏜銑床滑枕兩端孔與內腔孔的同軸度精度。
[1]孟少農.機械加工工藝手冊[M].北京:機械工業出版社,1987:2-78.
[2]國家質量技術監督局計量司.測量不確定度評定與表示指南[M].北京:中國計量出版社,2005.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
